Вам также может понравиться
- Antec2018 - Effect of Stress Relaxation On Shrinkage and Warpage of Injection Molded PartsДокумент6 страницAntec2018 - Effect of Stress Relaxation On Shrinkage and Warpage of Injection Molded Parts손종인Оценок пока нет
- Journal of Alloys and Compounds: SciencedirectДокумент6 страницJournal of Alloys and Compounds: SciencedirectsandeepОценок пока нет
- Abouhamzeh 2015Документ23 страницыAbouhamzeh 2015Son NguyenОценок пока нет
- Computational Approaches For Modeling The MultiphyДокумент14 страницComputational Approaches For Modeling The MultiphyDeaОценок пока нет
- A Note On The Lubricating Film in Hydrostatic Mechanical Face SealsДокумент9 страницA Note On The Lubricating Film in Hydrostatic Mechanical Face SealsMansi JoshiОценок пока нет
- Characterization and Modeling of Molding Compound Properties During CureДокумент4 страницыCharacterization and Modeling of Molding Compound Properties During CureebenananamacОценок пока нет
- Effect of Curing Pressure On The Strength of Adhesively Bonded JointsДокумент20 страницEffect of Curing Pressure On The Strength of Adhesively Bonded JointsAbbasnejad ShahramОценок пока нет
- Cure Cycle DevelopmentДокумент14 страницCure Cycle DevelopmentyigitilgazОценок пока нет
- 331-348 Materials For The Repair and Strengthening of Concrete Structures The Influence of Material Properties On Structural Perfor V V ImpДокумент16 страниц331-348 Materials For The Repair and Strengthening of Concrete Structures The Influence of Material Properties On Structural Perfor V V ImpMagdy BakryОценок пока нет
- Application of Rheology To PolymersДокумент6 страницApplication of Rheology To PolymersEhteshamul IslamОценок пока нет
- 1Документ9 страниц1bardock277Оценок пока нет
- Borras PaperДокумент5 страницBorras PaperFarooq NajarОценок пока нет
- Sciencedirect3d4b5162 fd47 20130418072036Документ10 страницSciencedirect3d4b5162 fd47 20130418072036Moslem AghapourОценок пока нет
- Polysulphide 80-002Документ25 страницPolysulphide 80-002Jagdish PatelОценок пока нет
- Manuscript 3Документ15 страницManuscript 3Ân Dương HoàngОценок пока нет
- TribologiДокумент10 страницTribologi038 - ahmad sidikОценок пока нет
- Prediction Models For Distortions and Residual Stresses in Thermoset Polymer Laminates: An OverviewДокумент23 страницыPrediction Models For Distortions and Residual Stresses in Thermoset Polymer Laminates: An OverviewMorteza AbouhamzehОценок пока нет
- Calcium Carbonate Filled PolyethyleneДокумент7 страницCalcium Carbonate Filled PolyethyleneXuân Giang NguyễnОценок пока нет
- Dynamic Mechanical Analysis - WikipediaДокумент8 страницDynamic Mechanical Analysis - WikipediamohsenОценок пока нет
- University of Engineering and Technology: SubjectДокумент5 страницUniversity of Engineering and Technology: SubjectZainОценок пока нет
- Temperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling ApproachДокумент10 страницTemperature Dependence of The Yield Strength of Aluminum Thin Films Multiscale Modeling Approachrizkboss8312Оценок пока нет
- Hygroscopic PhotoelasticДокумент9 страницHygroscopic PhotoelasticTarkes DoraОценок пока нет
- Residual Stress and Thermo-Mechanical Properties of Cold SprayДокумент12 страницResidual Stress and Thermo-Mechanical Properties of Cold Spraybat sohОценок пока нет
- IntroductionДокумент9 страницIntroductionLeonardo FurlanОценок пока нет
- 1 s2.0 S0272884217323131 MainДокумент9 страниц1 s2.0 S0272884217323131 MainyasminaОценок пока нет
- A Fracture Mechanics Approach To The AdhДокумент7 страницA Fracture Mechanics Approach To The AdhSgk ManikandanОценок пока нет
- 1 s2.0 S1359645409008374 MainДокумент10 страниц1 s2.0 S1359645409008374 Mainxr ChristopherОценок пока нет
- ANTEC2017 3D Residual Stress Model Warpage ZhiliangДокумент6 страницANTEC2017 3D Residual Stress Model Warpage ZhiliangArjav ThakkarОценок пока нет
- Abali Yardimci Zecchini Daisse Marchesini Deschutter Wanwendner 21Документ9 страницAbali Yardimci Zecchini Daisse Marchesini Deschutter Wanwendner 21Flávio MarchesiniОценок пока нет
- Santos 2014Документ5 страницSantos 2014Gordei SilviuОценок пока нет
- Jzus A2200612Документ16 страницJzus A2200612mohayouns87Оценок пока нет
- On The Elastoplastic Buckling Analysis of Cylinders Under Non-Proportional Loading by The Differential Quadrature MethodДокумент46 страницOn The Elastoplastic Buckling Analysis of Cylinders Under Non-Proportional Loading by The Differential Quadrature Methodlekan4Оценок пока нет
- Stress Strain Curve ExampleДокумент8 страницStress Strain Curve ExampleRayhan saiaf binОценок пока нет
- Ghasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On LineДокумент17 страницGhasemi Nejhad 1993 Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On Line1711076053Оценок пока нет
- Methods of Controlling Curing Kinetics in Polymer CoatingsДокумент4 страницыMethods of Controlling Curing Kinetics in Polymer Coatingsnarplastik ekstrüzyon sistemleriОценок пока нет
- Jte20120161 DL.000389308 1Документ13 страницJte20120161 DL.000389308 1Nathalie El BarcheОценок пока нет
- The Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesДокумент6 страницThe Influence of Cure Pressure On Microstructure, Temperature Field and Mechanical Properties of Advanced Polymer-Matrix Composite LaminatesAbd BaghadОценок пока нет
- Mechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010Документ6 страницMechanical Properties of Unsaturated Polyester Resin: International Journal of Chemtech Research October 2010dhikaОценок пока нет
- Baldan2004a Article Adhesively-bondedJointsAndRepaДокумент49 страницBaldan2004a Article Adhesively-bondedJointsAndRepamastourОценок пока нет
- A Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesДокумент14 страницA Model For Stresses, Crack Generation and Fracture Toughness Calculation in Scratched Tin-Coated Steel SurfacesSutha SenthilОценок пока нет
- Creep and Interfacial Behavior of Carbon Fiber Reinforced Epoxy Filament Wound LaminatesДокумент8 страницCreep and Interfacial Behavior of Carbon Fiber Reinforced Epoxy Filament Wound Laminatespstedile1234Оценок пока нет
- Ghelli 2011Документ13 страницGhelli 2011Sourabh GaikwadОценок пока нет
- Modelling Friction and Abrasive Wear of Elastomers: Nándor BékésiДокумент22 страницыModelling Friction and Abrasive Wear of Elastomers: Nándor BékésiParadescargarОценок пока нет
- A FINITE-ELEMENT REPRESENTATION OF Stable Crack GrowthДокумент20 страницA FINITE-ELEMENT REPRESENTATION OF Stable Crack GrowthHuynh ThuongОценок пока нет
- Visco Plasticity WikipediaДокумент14 страницVisco Plasticity WikipediaKresimir TrdakОценок пока нет
- Mixed Mode I/II Fracture Toughness of Bonded JointsДокумент9 страницMixed Mode I/II Fracture Toughness of Bonded JointsAnonymous Qha8B2Оценок пока нет
- Characterization of The Material Properties of Two FR4 Printed Circuit Board LaminatesДокумент40 страницCharacterization of The Material Properties of Two FR4 Printed Circuit Board Laminatesعثمان أمنيسيОценок пока нет
- Creep Modeling of Plastic Components in Sealed Connectors: 11 European LS-DYNA Conference 2017, Salzburg, AustriaДокумент9 страницCreep Modeling of Plastic Components in Sealed Connectors: 11 European LS-DYNA Conference 2017, Salzburg, AustriaSai Asrith PylaОценок пока нет
- Materials & Design: V. Norman, M. CalmungerДокумент13 страницMaterials & Design: V. Norman, M. CalmungerEng mohammadОценок пока нет
- A Method For Optimally Designing Laminated Plates Subject To Fatigue Loads For Minimum Weight Using A Cumulative Damage ConstraintДокумент6 страницA Method For Optimally Designing Laminated Plates Subject To Fatigue Loads For Minimum Weight Using A Cumulative Damage ConstraintAbdelillah feghoulОценок пока нет
- Tacticity of PolymersДокумент8 страницTacticity of PolymersKhaulla AwanОценок пока нет
- Polyester-Based Coil CoatingsДокумент7 страницPolyester-Based Coil CoatingsRodolvano EmilianoОценок пока нет
- Time-Dependent Nanoindentation Behavior of High Elastic Modulus Dental Resin CompositesДокумент8 страницTime-Dependent Nanoindentation Behavior of High Elastic Modulus Dental Resin CompositesMatt NooriОценок пока нет
- International Journal of Solids and Structures: A.D. Drozdov, J.Dec. ChristiansenДокумент15 страницInternational Journal of Solids and Structures: A.D. Drozdov, J.Dec. Christiansenyaseralewe1Оценок пока нет
- Polymers: Effect of Service Temperature On Mechanical Properties of Adhesive Joints After Hygrothermal AgingДокумент21 страницаPolymers: Effect of Service Temperature On Mechanical Properties of Adhesive Joints After Hygrothermal Agingvivek negiОценок пока нет
- Elastomer Application in Microsystem and Microfluidics: Shuang (Jake) Yang and Kunqiang JiangДокумент20 страницElastomer Application in Microsystem and Microfluidics: Shuang (Jake) Yang and Kunqiang JiangdaskhagoОценок пока нет
- Zener Model 1Документ11 страницZener Model 1Vijay BahetiОценок пока нет
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingДокумент8 страницDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoОценок пока нет
- 10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyДокумент9 страниц10-低温下的碳环氧树脂复合材料-Prediction on Residual Stresses of CarbonEpoxyzeyu wenОценок пока нет
- Validation of The Fracture Mechanics Test METHOD EGF P1-87D (ESIS P1-901ESIS P1-92)Документ54 страницыValidation of The Fracture Mechanics Test METHOD EGF P1-87D (ESIS P1-901ESIS P1-92)Nelson AlvarezОценок пока нет
- Api 579 Asme Ffs Sell Sheet 1 PDFДокумент6 страницApi 579 Asme Ffs Sell Sheet 1 PDFNelson AlvarezОценок пока нет
- Stress Intensity Factors of External Surface Cracks in A Vertical Cylindrical Steel TankДокумент9 страницStress Intensity Factors of External Surface Cracks in A Vertical Cylindrical Steel TankNelson AlvarezОценок пока нет
- AN Axial Crack in A Pressurized Cylindrical Shell: c2 A2f Qo c4Документ10 страницAN Axial Crack in A Pressurized Cylindrical Shell: c2 A2f Qo c4Nelson AlvarezОценок пока нет
- Irwin, Kraft, Paris and Wells 1967Документ78 страницIrwin, Kraft, Paris and Wells 1967Nelson AlvarezОценок пока нет
- Criteria For Crack Extension in Cylindrical Pressure VesselsДокумент24 страницыCriteria For Crack Extension in Cylindrical Pressure VesselsNelson AlvarezОценок пока нет
- Nuclear Engineering and Design: P. Kannan, K.S. Amirthagadeswaran, T. Christopher, B. Nageswara RaoДокумент7 страницNuclear Engineering and Design: P. Kannan, K.S. Amirthagadeswaran, T. Christopher, B. Nageswara RaoNelson AlvarezОценок пока нет
- Chess Progress From Beginner To Winner - Erik Czerwin PDFДокумент336 страницChess Progress From Beginner To Winner - Erik Czerwin PDFNelson Alvarez100% (1)
- The QRAQ Project Volume 4 Frequency of R PDFДокумент66 страницThe QRAQ Project Volume 4 Frequency of R PDFNelson Alvarez0% (1)
- Cast Iron - Tec-ScienceДокумент13 страницCast Iron - Tec-ScienceNelson AlvarezОценок пока нет
- Solid Rocket Motor Case Design and Test: Space and Missile Systems Center StandardДокумент30 страницSolid Rocket Motor Case Design and Test: Space and Missile Systems Center StandardNelson AlvarezОценок пока нет
- Precision Diamond Saw: LECO VC-50 Vari/Cut Saw For Precision, Low Deformation CuttingДокумент1 страницаPrecision Diamond Saw: LECO VC-50 Vari/Cut Saw For Precision, Low Deformation CuttingNelson AlvarezОценок пока нет
- Clark Inflatable Supersonic Tension ConeДокумент9 страницClark Inflatable Supersonic Tension ConenaraОценок пока нет
- Secant Modulus of Soil Es - Linear Theory (Poulos) - GEO5 - Online HelpДокумент4 страницыSecant Modulus of Soil Es - Linear Theory (Poulos) - GEO5 - Online HelpEyasu GesitОценок пока нет
- Aaac Astm B All Aluminium Alloy ConductorДокумент6 страницAaac Astm B All Aluminium Alloy ConductorIngenieria DyconОценок пока нет
- CHAPTER 3 PAIR OF LINEAR EQUATION IN TWO VARIABLES - Google FormsДокумент5 страницCHAPTER 3 PAIR OF LINEAR EQUATION IN TWO VARIABLES - Google FormsPranjalОценок пока нет
- Practice Test 01 - Physics - Arjuna JEE 2024Документ2 страницыPractice Test 01 - Physics - Arjuna JEE 2024kochharmadhav0Оценок пока нет
- Probabilistic and Deterministic Slope Stability Analysis by Random Finite ElementsДокумент23 страницыProbabilistic and Deterministic Slope Stability Analysis by Random Finite ElementsDanu SaputroОценок пока нет
- Entropy Changes in Reversible Processes PDFДокумент9 страницEntropy Changes in Reversible Processes PDFZenghu HanОценок пока нет
- Three Member FrameДокумент72 страницыThree Member FrameSampanna 37Оценок пока нет
- Lesson Plan: Institute of Space TechnologyДокумент6 страницLesson Plan: Institute of Space TechnologyShahzaib Anwar OffОценок пока нет
- 92a Astm B148 C95800Документ2 страницы92a Astm B148 C95800Qualitysm MicrotechprecisionengineeringОценок пока нет
- (SUNY Series in Contemporary French Thought) Bachelard, Gaston - Atomistic Intuitions - An Essay On Classification (2018, State University of New York) PDFДокумент154 страницы(SUNY Series in Contemporary French Thought) Bachelard, Gaston - Atomistic Intuitions - An Essay On Classification (2018, State University of New York) PDFtulio silvaОценок пока нет
- Design of Reinforced Concrete BeamДокумент2 страницыDesign of Reinforced Concrete BeamAndro RebuyasОценок пока нет
- MIDAS ChecklistДокумент27 страницMIDAS ChecklistBhagirath JoshiОценок пока нет
- General Structural Notes:: Typ. Det. For Beam or Slab Change Soffit Typ. Det. For Sleeves Thru RC BeamДокумент1 страницаGeneral Structural Notes:: Typ. Det. For Beam or Slab Change Soffit Typ. Det. For Sleeves Thru RC BeamJan Lawrence AlbertoОценок пока нет
- NPS - 003 - 015 Tech Specs For 33kV 66kV 132kV Post InsulatorsДокумент13 страницNPS - 003 - 015 Tech Specs For 33kV 66kV 132kV Post InsulatorsandcrisdanmatОценок пока нет
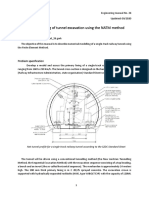
- Numerical Modelling of Tunnel Excavation Using The NATM MethodДокумент38 страницNumerical Modelling of Tunnel Excavation Using The NATM Methodgowtham reddyОценок пока нет
- Online Homework 8Документ5 страницOnline Homework 8Hoang PhuonghaОценок пока нет
- Padhle 10th - Light - Reflection & RefractionДокумент37 страницPadhle 10th - Light - Reflection & Refractionved bhaskerОценок пока нет
- Basic Resonance Circuit Concepts: Series Resonant Circuits Parallel Resonant CircuitsДокумент20 страницBasic Resonance Circuit Concepts: Series Resonant Circuits Parallel Resonant CircuitsHardik MehtaОценок пока нет
- Scientific Question") : Leonard Susskind - WikipediaДокумент6 страницScientific Question") : Leonard Susskind - WikipediaMahamadali DesaiОценок пока нет
- 3rd Periodical Test 2018 2019Документ44 страницы3rd Periodical Test 2018 2019rhocelОценок пока нет
- Calculation and Analysis of Sea-Fastening Support and Welding Strength of Topside ModuleДокумент8 страницCalculation and Analysis of Sea-Fastening Support and Welding Strength of Topside Modulepartha.fernandoОценок пока нет
- Manufacture of GranulesДокумент11 страницManufacture of GranulesbalamuruganОценок пока нет
- Mechanics I (Statics) Ch-3Документ32 страницыMechanics I (Statics) Ch-3ayubisme2Оценок пока нет
- Phy2 11 - 12 Q3 0101 FD 1Документ16 страницPhy2 11 - 12 Q3 0101 FD 1Earl Clyde BañezОценок пока нет
- Q An Ab Initio Exciton Model Including Charge-Transfer Excited StatesДокумент12 страницQ An Ab Initio Exciton Model Including Charge-Transfer Excited StatesdebmallyОценок пока нет
- UDo - Polymer Review - HW01Документ3 страницыUDo - Polymer Review - HW01Elvira NgueliОценок пока нет
- Oiml R 137-1 & - 2 2009Документ55 страницOiml R 137-1 & - 2 2009Marco VeraОценок пока нет
- Se Exam Xi Physics QP 2020Документ5 страницSe Exam Xi Physics QP 2020navОценок пока нет
- Swami Ramanand Teerth Marathwada University, NandedДокумент19 страницSwami Ramanand Teerth Marathwada University, NandedsmpopadeОценок пока нет