Вам также может понравиться
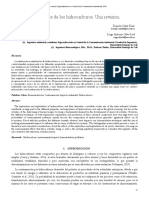
- Aplicación de Herramientas de IngeniríaДокумент10 страницAplicación de Herramientas de IngeniríaKevyn Vásquez RuizОценок пока нет
- Recomendaciones en Bibliografia para ProyectoДокумент2 страницыRecomendaciones en Bibliografia para ProyectoKevyn Vásquez RuizОценок пока нет
- Esquema - de - Presentacion - de - Proyecto 2014-2Документ2 страницыEsquema - de - Presentacion - de - Proyecto 2014-2Kevyn Vásquez RuizОценок пока нет
- Estudio de Impacto Ambienta SemidetalladoДокумент21 страницаEstudio de Impacto Ambienta SemidetalladoKevyn Vásquez RuizОценок пока нет
- ArticuloДокумент3 страницыArticuloKevyn Vásquez RuizОценок пока нет
- GEOSINTETICOSДокумент28 страницGEOSINTETICOSKevyn Vásquez RuizОценок пока нет
- Para Su Posterior AnalisisДокумент2 страницыPara Su Posterior AnalisisKevyn Vásquez RuizОценок пока нет
- Cuenca Del Río ChiraДокумент12 страницCuenca Del Río ChiraKevyn Vásquez RuizОценок пока нет
- Cuenca Del Río ChiraДокумент21 страницаCuenca Del Río ChiraKevyn Vásquez RuizОценок пока нет
- El Cemento PortlandДокумент24 страницыEl Cemento PortlandKevyn Vásquez RuizОценок пока нет
- CAP 8 Metabolismo de CarbohidratosДокумент40 страницCAP 8 Metabolismo de CarbohidratosFernando Cornejo Romero100% (1)
- Proceso Saw PresentacionДокумент23 страницыProceso Saw Presentacionwilialexis771Оценок пока нет
- Astm D6938 10Документ21 страницаAstm D6938 10Diego C. Moreno L.Оценок пока нет
- Número de AvogadroДокумент9 страницNúmero de AvogadroDámarisОценок пока нет
- Manual Elite 130 MP Si7130mpДокумент30 страницManual Elite 130 MP Si7130mpjose de la cruz valadez ramirezОценок пока нет
- EscueladeFruticulturayEnología - 5°3°y5°4° - TermodinámicayFisicoquímica - Guía 2Документ4 страницыEscueladeFruticulturayEnología - 5°3°y5°4° - TermodinámicayFisicoquímica - Guía 2Sofi Guerrero CortesОценок пока нет
- 3 4-MedidoresDeDurezaДокумент5 страниц3 4-MedidoresDeDurezaOlivares Leyva AldairОценок пока нет
- Qui U3 A2 TevaДокумент4 страницыQui U3 A2 TevaMargarita SolisОценок пока нет
- Análisis Gravimétrico y Conductimétrico de ComplejosДокумент8 страницAnálisis Gravimétrico y Conductimétrico de ComplejosOSVALDOОценок пока нет
- Efectos AmbientalesДокумент11 страницEfectos AmbientalesMauricio DelgadoОценок пока нет
- Problemas Resueltos Primera Ley de FickДокумент2 страницыProblemas Resueltos Primera Ley de FickRafael Molina50% (2)
- Ne 23Документ2 страницыNe 23Javier GonzálezОценок пока нет
- Ejrcicios 7.11 y 7.13Документ7 страницEjrcicios 7.11 y 7.13YANIDED MILAGROS GENESIS VALLADOLID GIRONОценок пока нет
- Determinación de PH y AcidezДокумент9 страницDeterminación de PH y AcidezEdy Ilahuala ChampiОценок пока нет
- Columnas Bajo Carga AxialДокумент27 страницColumnas Bajo Carga AxialDiana Carolina Romero SanabriaОценок пока нет
- Crecimiento de Un Monocristal de BóraxДокумент3 страницыCrecimiento de Un Monocristal de BóraxAlex Arauco100% (2)
- Unidad 3, Tarea 4. Ley de Enfriamiento de Newton.Документ4 страницыUnidad 3, Tarea 4. Ley de Enfriamiento de Newton.Julio Augusto Cortés JavierОценок пока нет
- Clase9 Cap3 Clase6 Energía de GIBBS - Derivación y PropДокумент86 страницClase9 Cap3 Clase6 Energía de GIBBS - Derivación y PropDENNIS PABEL RAMIRO MAMANI SIMEONОценок пока нет
- Experimento de Química Número 1Документ2 страницыExperimento de Química Número 1Anahi Quintuña:3Оценок пока нет
- Catalizador Macropoxy 646 Coaltar 388Документ4 страницыCatalizador Macropoxy 646 Coaltar 388Closet de MayteОценок пока нет
- Clase 20 Noviembre Fis 2 DFFДокумент30 страницClase 20 Noviembre Fis 2 DFFJunior ChristianОценок пока нет
- Inf 02-Qi2 - Propiedades de Los Oxidos Del Tercer PeriodoДокумент5 страницInf 02-Qi2 - Propiedades de Los Oxidos Del Tercer PeriodoMishu EstefyОценок пока нет
- Unidad 1 Introdución A La FarmacologíaДокумент30 страницUnidad 1 Introdución A La FarmacologíaJorge Paul HerreraОценок пока нет
- Practica #06 Preparacion Y Valoracion de Una Solucion de Permanganato de Potasio 0.1NДокумент6 страницPractica #06 Preparacion Y Valoracion de Una Solucion de Permanganato de Potasio 0.1NDalton OrrilloОценок пока нет
- Campos de Estudio de La BiologíaДокумент5 страницCampos de Estudio de La BiologíaXiomara Ortega BetancoОценок пока нет
- Elisa y ElispotДокумент20 страницElisa y ElispotLau UrbОценок пока нет
- Informe Tecnico Complejo Barrio CentenarioДокумент50 страницInforme Tecnico Complejo Barrio CentenarioTécnicos PeriodismoОценок пока нет
- Encuesta de Identificacion de PeligrosДокумент3 страницыEncuesta de Identificacion de PeligrosAURA DANIELA CASTRO AGUIRREОценок пока нет
- Resolucion 2Документ32 страницыResolucion 2RogerChamayaОценок пока нет
- Agua D Mesa FinalДокумент10 страницAgua D Mesa FinalCarmen CytОценок пока нет