Вам также может понравиться
- Alloy 6005A: We Are AluminumДокумент2 страницыAlloy 6005A: We Are AluminumLeo PardОценок пока нет
- Cu Ni V Mo CR MN C WT CE: - Page 1 of 3Документ3 страницыCu Ni V Mo CR MN C WT CE: - Page 1 of 3Ainsworth Noriega RiosОценок пока нет
- CERTIFICATE OF QUALITY FOR STAINLESS STEEL SHEETДокумент1 страницаCERTIFICATE OF QUALITY FOR STAINLESS STEEL SHEETCarlos RomeroОценок пока нет
- SAE - AMS 4050hv004Документ9 страницSAE - AMS 4050hv004Nilesh PatilОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- S355JRДокумент2 страницыS355JRThanh NguyenОценок пока нет
- TDS - ER80S-B6.GTAW Rev1Документ1 страницаTDS - ER80S-B6.GTAW Rev1Erick VazquezОценок пока нет
- Weldeability Offshore SteelДокумент12 страницWeldeability Offshore Steelcarrotiron100% (1)
- Steel Grade: General InformationДокумент2 страницыSteel Grade: General InformationGopi KrishnanОценок пока нет
- CEWELD - 308LSi TIGДокумент1 страницаCEWELD - 308LSi TIGFilipe CordeiroОценок пока нет
- Fiches Produits - Aciers de Construction EN 10025-5 2004.Документ3 страницыFiches Produits - Aciers de Construction EN 10025-5 2004.Sergio GuiralОценок пока нет
- Web Datasheet b4.1Документ3 страницыWeb Datasheet b4.1Reza Khatibi NasabОценок пока нет
- Iron Special Iron Material Spec Finecast Foundry 28.8.20Документ4 страницыIron Special Iron Material Spec Finecast Foundry 28.8.20Lê ChiếnОценок пока нет
- Lincoln, TECHALLOY® 606 (c14107)Документ2 страницыLincoln, TECHALLOY® 606 (c14107)RodrigoОценок пока нет
- Effects of Welding Processes On The Mechanical PropertiesДокумент9 страницEffects of Welding Processes On The Mechanical PropertiesKevin MorejonОценок пока нет
- INDIA - Hot Rolled Coils - ROLEX METAL DISTRIBUTORS - A - SA516-70, A - SA515-70Документ6 страницINDIA - Hot Rolled Coils - ROLEX METAL DISTRIBUTORS - A - SA516-70, A - SA515-70Roberto AlvarezОценок пока нет
- Al Alloys Chemicals MechanicalsДокумент1 страницаAl Alloys Chemicals MechanicalsFactory FactoryОценок пока нет
- GRADE 302: Element Content (%)Документ3 страницыGRADE 302: Element Content (%)Shashank Saxena100% (1)
- S355J2Документ2 страницыS355J2Aldin AlicОценок пока нет
- Nedal Aluminium BV Alloy Data Sheet for EN-AW 6060 Extrusion AlloyДокумент1 страницаNedal Aluminium BV Alloy Data Sheet for EN-AW 6060 Extrusion Alloyankur panwarОценок пока нет
- Classifications: Open Arc Metal Cored WireДокумент1 страницаClassifications: Open Arc Metal Cored WireKara WhiteОценок пока нет
- Metal Coated Structural Steels, EN10346:2015: General Product Description Mechanical PropertiesДокумент3 страницыMetal Coated Structural Steels, EN10346:2015: General Product Description Mechanical PropertiesSrikanth SrikantiОценок пока нет
- Web Datasheet A2.2Документ7 страницWeb Datasheet A2.2ks2000n1Оценок пока нет
- SSAB Product and Delivery Information Oxelosund - Site PDFДокумент14 страницSSAB Product and Delivery Information Oxelosund - Site PDFAslam ShaikhОценок пока нет
- TUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsДокумент4 страницыTUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsKhaled GamalОценок пока нет
- Chinese Specification For Cast Iron and S. G. IronДокумент1 страницаChinese Specification For Cast Iron and S. G. IronRahul KhoslaОценок пока нет
- Sae Ams 5555e-2013Документ5 страницSae Ams 5555e-2013Mehdi MokhtariОценок пока нет
- Techalloy 625: Conformances Key FeaturesДокумент2 страницыTechalloy 625: Conformances Key FeaturesJulian AdaraqueОценок пока нет
- Ugiweb 52492Документ5 страницUgiweb 52492badrОценок пока нет
- 2024 Aluminium SheetДокумент1 страница2024 Aluminium SheetGeorge ChachlakisОценок пока нет
- Steel Grade: Material Data SheetДокумент3 страницыSteel Grade: Material Data SheetMahammad ShehattaОценок пока нет
- Light Steel Framing Members General Informa On: General Notes For All TablesДокумент9 страницLight Steel Framing Members General Informa On: General Notes For All TablesrobertofortОценок пока нет
- Hillfoot Data Sheets V5 1Документ4 страницыHillfoot Data Sheets V5 1Kristijan IlicОценок пока нет
- S355JRДокумент3 страницыS355JRaabco.purchaseОценок пока нет
- CF10MC (1.4571)Документ3 страницыCF10MC (1.4571)Gilcimar Cavalcante GilcimarОценок пока нет
- Sandvik 19.9.L Welding Wire DatasheetДокумент3 страницыSandvik 19.9.L Welding Wire Datasheetpedro rojasОценок пока нет
- EN10025 - Steel Grades SpecificationsДокумент6 страницEN10025 - Steel Grades SpecificationsFYОценок пока нет
- S355JRДокумент3 страницыS355JRYasmeen HaiderОценок пока нет
- Ama 23ak - enДокумент1 страницаAma 23ak - enmohamed AdelОценок пока нет
- Sae Ams 4340G-2018Документ6 страницSae Ams 4340G-2018Hani YilmazОценок пока нет
- Company Name: Design Specifications Nozzles Couplings / SupportsДокумент21 страницаCompany Name: Design Specifications Nozzles Couplings / Supportsmohsen ranjbarОценок пока нет
- Material Data Sheet for S355J2 and Related Steel GradesДокумент3 страницыMaterial Data Sheet for S355J2 and Related Steel GradesRushangОценок пока нет
- Medium Strength Extrusion Alloy Data SheetДокумент1 страницаMedium Strength Extrusion Alloy Data Sheetankur panwarОценок пока нет
- ASTM A514 Grade S: General Product DescriptionДокумент2 страницыASTM A514 Grade S: General Product DescriptionAGUSTINОценок пока нет
- Steel Grade: Material Data SheetДокумент3 страницыSteel Grade: Material Data SheetHDОценок пока нет
- TDS - Nimrod C276KSДокумент1 страницаTDS - Nimrod C276KSImmalatulhusnaОценок пока нет
- Steel Grade: Material Data SheetДокумент3 страницыSteel Grade: Material Data SheetZakaria ChaoufiОценок пока нет
- 34crnimo6: Steel GradeДокумент4 страницы34crnimo6: Steel GradeAndrea FerrerОценок пока нет
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningДокумент4 страницыFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaОценок пока нет
- Sae Ams 5515L-2013Документ6 страницSae Ams 5515L-2013Mehdi MokhtariОценок пока нет
- 303 Spec SheetДокумент2 страницы303 Spec SheetYankMulya MusaОценок пока нет
- ALuminium ExtrusionДокумент14 страницALuminium ExtrusionJoanna BaileyОценок пока нет
- AMS4016MДокумент5 страницAMS4016M黄当甲Оценок пока нет
- 6005A Alloy SHTДокумент2 страницы6005A Alloy SHTgaju_scribdОценок пока нет
- Alloy Data Sheet En-Aw 6063 (Almg0.7Si) : Type: General Extrusion Alloy)Документ1 страницаAlloy Data Sheet En-Aw 6063 (Almg0.7Si) : Type: General Extrusion Alloy)CocoОценок пока нет
- 34 CR Ni Mo 6Документ4 страницы34 CR Ni Mo 6InaamОценок пока нет
- Astm A517 GR B: General Product DescriptionДокумент2 страницыAstm A517 GR B: General Product Descriptionjuan vargas tarazonaОценок пока нет
- 38MnMo6 3Документ2 страницы38MnMo6 3Adrian-Ciprian SandaОценок пока нет
- 34 CR Ni Mo 6Документ4 страницы34 CR Ni Mo 6Krzysztof WrzeszczОценок пока нет
- Alloy 6013 Tech Sheet 1Документ4 страницыAlloy 6013 Tech Sheet 1IlyasОценок пока нет
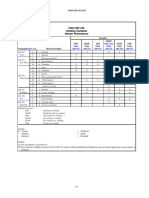
- Table - Qw-416 Welding Variables For Welder PerformanceДокумент1 страницаTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Principles of Cutting, Grinding, Finishing and Polishing TechniquesДокумент9 страницPrinciples of Cutting, Grinding, Finishing and Polishing TechniquesBHEEMREDDY VIVEKREDDY100% (1)
- ME3251 RevisionДокумент9 страницME3251 RevisionJordan NgОценок пока нет
- Stainless and High Alloy Steel Valves: JIS 5K/10K/20K, ASME Class 150/300/600/900/1500, Gate, Globe and Check ValvesДокумент60 страницStainless and High Alloy Steel Valves: JIS 5K/10K/20K, ASME Class 150/300/600/900/1500, Gate, Globe and Check ValvesSekson JunsukplukОценок пока нет
- NAS Mexico SA de CV Metallurgical Test Report for Stainless Steel PlateДокумент1 страницаNAS Mexico SA de CV Metallurgical Test Report for Stainless Steel PlateEmigdio MartinezОценок пока нет
- BIWДокумент12 страницBIWSatyawan KaleОценок пока нет
- Stainless Steel Grade Composition ChartДокумент6 страницStainless Steel Grade Composition Charteusufiqbal100% (1)
- TWI Defects PDFДокумент26 страницTWI Defects PDFsukarlan98Оценок пока нет
- Introduction To Manufacturing Process-Part-1Документ40 страницIntroduction To Manufacturing Process-Part-1mahammad kamaluddeenОценок пока нет
- Chemistry 12th BookДокумент25 страницChemistry 12th BookRISHABH KUMAR SINGHОценок пока нет
- (European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Документ218 страниц(European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Arthur ThiesenОценок пока нет
- Piping Material CompositionДокумент11 страницPiping Material CompositionrezzdezzОценок пока нет
- ISO 898-1 Mechanical Properties of Metric FastenersДокумент2 страницыISO 898-1 Mechanical Properties of Metric Fastenersshafie.buangОценок пока нет
- Development of DP28W™ Duplex Stainless: by Jun-Ichi Higuchi and Eiki NagashimaДокумент4 страницыDevelopment of DP28W™ Duplex Stainless: by Jun-Ichi Higuchi and Eiki NagashimaAnonymous w6TIxI0G8l100% (1)
- ALOX 2165 Sell Sheet A4 Vo9Документ2 страницыALOX 2165 Sell Sheet A4 Vo9Raj Aryan Yadav100% (1)
- Fundamentals of Metal Forming: Manufacturing Processes, MET 1311Документ36 страницFundamentals of Metal Forming: Manufacturing Processes, MET 1311Ad Man GeTigОценок пока нет
- 22 Civ Su 398 oДокумент21 страница22 Civ Su 398 oBhatt100% (1)
- Irkutsk Polymer Plant (IPP) / IPP 650 KTA Ethylene Plant Project Проект установки по производству этилена ИЗП мощностью 650 тыс. т/годДокумент1 страницаIrkutsk Polymer Plant (IPP) / IPP 650 KTA Ethylene Plant Project Проект установки по производству этилена ИЗП мощностью 650 тыс. т/годJss JssОценок пока нет
- Ivri B 449Документ688 страницIvri B 449Francisco Orellana100% (1)
- A Textbook On HydrometallurgyДокумент754 страницыA Textbook On HydrometallurgyWaode Febry Nurfadhila100% (1)
- Procedure For LPT TestДокумент4 страницыProcedure For LPT Testdyke_enggОценок пока нет
- Closed Book Api 572-A (55-65) - 2Документ11 страницClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- I) Direct Reduced Iron: Production: March 2009Документ29 страницI) Direct Reduced Iron: Production: March 2009Jai Prakash Reddy100% (1)
- NACM Welded Chain SpecificationsДокумент12 страницNACM Welded Chain SpecificationsAmpera marzelaОценок пока нет
- Spec Sheet - DP-3545-20 Spool GunДокумент2 страницыSpec Sheet - DP-3545-20 Spool GunHobart Welding ProductsОценок пока нет
- L73 Aluminum AlloyДокумент42 страницыL73 Aluminum AlloyBrian ForsmanОценок пока нет
- Welding procedure and qualification guidelinesДокумент26 страницWelding procedure and qualification guidelinesKiran Babu KandulaОценок пока нет
- Swagelok WLD Fittings SAF 2507 Super DuplexДокумент8 страницSwagelok WLD Fittings SAF 2507 Super DuplextotcsabОценок пока нет
- Asme2a Sa-36Документ7 страницAsme2a Sa-36asjkhjshdjkashdashОценок пока нет
- Dws Info gd22 Slickline For Medium Sour Well ServiceДокумент1 страницаDws Info gd22 Slickline For Medium Sour Well Serviceerwin atmadjaОценок пока нет