Вам также может понравиться
- Method for Design of High-Speed Thrust BearingsДокумент4 страницыMethod for Design of High-Speed Thrust Bearingssudiptoray0079102Оценок пока нет
- Paper BOP 2Документ2 страницыPaper BOP 2Della EfrianОценок пока нет
- Requl Tio Requl Tio:) /:i I ( /) /:i I (Документ34 страницыRequl Tio Requl Tio:) /:i I ( /) /:i I (prachatОценок пока нет
- 0 ' 1 T - 0 - , ) - K, Sin 4 (V + 0) - K - Sin 2 (:? - I) .Документ4 страницы0 ' 1 T - 0 - , ) - K, Sin 4 (V + 0) - K - Sin 2 (:? - I) .ehagar60Оценок пока нет
- From Ideas To Their RealizationДокумент7 страницFrom Ideas To Their RealizationSantiago_Maresca77Оценок пока нет
- Calculation of The Pressure Change Saturated Steam Entering A Vessel Caused BYДокумент4 страницыCalculation of The Pressure Change Saturated Steam Entering A Vessel Caused BYbasmalaОценок пока нет
- 8% Mn Steel FractureДокумент4 страницы8% Mn Steel FractureSinhrooОценок пока нет
- Full TextДокумент4 страницыFull Textshrey_arora_2Оценок пока нет
- 1982 - Simulation of Plane-Strain Rolling by The Rigid-Plastic Finite Element MethodДокумент9 страниц1982 - Simulation of Plane-Strain Rolling by The Rigid-Plastic Finite Element MethodNguyen Hoang DungОценок пока нет
- Knotek 1991Документ6 страницKnotek 1991FSОценок пока нет
- Strength Calculations On Chemical and Petrochemical Plant EquipmentДокумент2 страницыStrength Calculations On Chemical and Petrochemical Plant EquipmentAnonymous 70lCzDJvОценок пока нет
- 1 88-Estt (D)Документ2 страницы1 88-Estt (D)rvktirumalaiОценок пока нет
- SORBTEX Bearing Pad CatalogДокумент17 страницSORBTEX Bearing Pad CatalogsurangauorОценок пока нет
- Full Text 11Документ3 страницыFull Text 11Shazana MisranОценок пока нет
- Open Secrets - Argentina Coup - Contact With VaticanДокумент1 страницаOpen Secrets - Argentina Coup - Contact With VaticanBranko BrkicОценок пока нет
- 0020 7403 (77) 90071 6Документ11 страниц0020 7403 (77) 90071 6oso5755Оценок пока нет
- Adobe Scan 9 Nov 2023Документ5 страницAdobe Scan 9 Nov 2023vamsiОценок пока нет
- Optimal tests for separate hypothesesДокумент20 страницOptimal tests for separate hypothesesShafayat AbrarОценок пока нет
- Maizel 1974Документ5 страницMaizel 1974Sa'dur RifkiОценок пока нет
- Aschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEДокумент12 страницAschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEmocker1987Оценок пока нет
- AppendixДокумент24 страницыAppendixpiengjai ya-sriОценок пока нет
- Cook1976 SismicidadДокумент24 страницыCook1976 SismicidadCARLOS OSIEL SEBASTIÁN VALDÉSОценок пока нет
- Consew HVP-90Документ21 страницаConsew HVP-90Villan RajОценок пока нет
- Determination OF THE Cohesive Strength OF Low-Carbon Steel (0 - 0 3 % C) B Y Means of High Hydrostatic PressuresДокумент7 страницDetermination OF THE Cohesive Strength OF Low-Carbon Steel (0 - 0 3 % C) B Y Means of High Hydrostatic PressuresTusharGuptaОценок пока нет
- Z o KG/MM 2: - 2 2 3 I 2b E) Leo UДокумент3 страницыZ o KG/MM 2: - 2 2 3 I 2b E) Leo USinhro018Оценок пока нет
- Olo + I: Effect OF Hydrostatic Extrusion ON Properties OF Trip SteelsДокумент4 страницыOlo + I: Effect OF Hydrostatic Extrusion ON Properties OF Trip SteelspabusaoОценок пока нет
- D E S I G N O F Concrete Block Revetments Subject To Wave Action A Literature Review K A Powell, N W H Allsop and M W OwenДокумент46 страницD E S I G N O F Concrete Block Revetments Subject To Wave Action A Literature Review K A Powell, N W H Allsop and M W OwenAnonymous MAQrYFQDzVОценок пока нет
- Seismic Hazard Analysis TutorialДокумент8 страницSeismic Hazard Analysis TutorialAnish NeupaneОценок пока нет
- Gas Leakage Through PipingДокумент50 страницGas Leakage Through PipingarieprachmanОценок пока нет
- SHUMLYANSKII - Stability Criterion of The Longitudinal-Torsional Vibrations of A Hoisting Cable With An End Load in Rigid GuidesДокумент5 страницSHUMLYANSKII - Stability Criterion of The Longitudinal-Torsional Vibrations of A Hoisting Cable With An End Load in Rigid GuidesAnonymous PsEz5kGVaeОценок пока нет
- Fatigue Crack Initiation and Microcrack Growth in 4140 SteelДокумент5 страницFatigue Crack Initiation and Microcrack Growth in 4140 SteelEdda Andrade RosalesОценок пока нет
- Metallurgical Factors Affecting Fracture Toughness of Aluminum AlloysДокумент16 страницMetallurgical Factors Affecting Fracture Toughness of Aluminum AlloysAlberto Rincon VargasОценок пока нет
- Somers DocumentsДокумент5 страницSomers Documentsjfs1964Оценок пока нет
- Data SheetДокумент9 страницData SheetAlaa AhmedОценок пока нет
- Third Imperium Issue 4Документ20 страницThird Imperium Issue 4atpollard50% (2)
- Bruno 2001 Financial Disclosure (GY-10)Документ10 страницBruno 2001 Financial Disclosure (GY-10)Albany Times UnionОценок пока нет
- Litx Oo :, Al/L .V'I 1 I/Lgd "1 L - JДокумент6 страницLitx Oo :, Al/L .V'I 1 I/Lgd "1 L - JSinhro018Оценок пока нет
- Gener : AcrsДокумент2 страницыGener : AcrsEldhoThomasОценок пока нет
- Adobe Scan 5 Sep 2023Документ4 страницыAdobe Scan 5 Sep 2023prashanthpassiОценок пока нет
- About A Dirac Like Equation For The PhotДокумент5 страницAbout A Dirac Like Equation For The PhotcerconeОценок пока нет
- Phosphate Bonded Refractory CoatingsДокумент4 страницыPhosphate Bonded Refractory CoatingsNguyen Van DzungОценок пока нет
- V. Braun Et Al - Infrared Emission Spectroscopy at 100-Mu-M: Vibration-Rotation Spectrum of CsIДокумент8 страницV. Braun Et Al - Infrared Emission Spectroscopy at 100-Mu-M: Vibration-Rotation Spectrum of CsIHojhiemaОценок пока нет
- Alonso 1995Документ8 страницAlonso 1995Chatchai ManathamsombatОценок пока нет
- Agricultural Engineering Soil MechanicsДокумент298 страницAgricultural Engineering Soil Mechanicsseunghee choiОценок пока нет
- So267 4Документ18 страницSo267 4ทยา เตชะเสน์Оценок пока нет
- T" Ii M', N, I I Tlilltll: Isothermal Treatment OF AlloyДокумент3 страницыT" Ii M', N, I I Tlilltll: Isothermal Treatment OF AlloySinhro018Оценок пока нет
- Investigations On Partial Penetration Welded NozzleДокумент15 страницInvestigations On Partial Penetration Welded NozzleAndres_Pastor1987Оценок пока нет
- Proper Design of Round Anchor AgitatorsДокумент2 страницыProper Design of Round Anchor AgitatorsIrfan AhmedОценок пока нет
- ANALYSIS AND EVALUATION OF THE DRAWDOWN IN TEST WELLSДокумент1 страницаANALYSIS AND EVALUATION OF THE DRAWDOWN IN TEST WELLSJuan Leiva FuentesОценок пока нет
- Research Memorandum: National Advl Sory Committee For AeronauticsДокумент28 страницResearch Memorandum: National Advl Sory Committee For Aeronauticsbutterstick9131Оценок пока нет
- BORON CARBONITRIDE - A HIGH-TEMPERATURE Electric Insulating and Refractory MaterialsДокумент2 страницыBORON CARBONITRIDE - A HIGH-TEMPERATURE Electric Insulating and Refractory Materialsmaa bloОценок пока нет
- My Notes On Savitsky Method PDFДокумент25 страницMy Notes On Savitsky Method PDFy_596688032Оценок пока нет
- Measurement of Kinematic Viscosity 1. Purpose: Laboratory Experiment #1Документ5 страницMeasurement of Kinematic Viscosity 1. Purpose: Laboratory Experiment #1kothapalli21Оценок пока нет
- Hydrodynamic Model of The Impact of A Solid On IceДокумент6 страницHydrodynamic Model of The Impact of A Solid On IceYaoke WenОценок пока нет
- Philips Research Laboratories, N. V. Philips' Gloeilampenfabrieleen, Eindhoven, The NetherlandsДокумент2 страницыPhilips Research Laboratories, N. V. Philips' Gloeilampenfabrieleen, Eindhoven, The NetherlandsJhordani Zambrano CoradoОценок пока нет
- The key details from the documentДокумент5 страницThe key details from the documentJashan BelagurОценок пока нет
- International Society For Soil Mechanics and Geotechnical EngineeringДокумент5 страницInternational Society For Soil Mechanics and Geotechnical EngineeringAbulmomen Rebwar Abdulrahman MohammedОценок пока нет
- UT Rotary Tube TestingДокумент4 страницыUT Rotary Tube Testingach soОценок пока нет
- Book 07 - Flight Performance & Planning 2Документ30 страницBook 07 - Flight Performance & Planning 2Daniel Ognenoski100% (2)
- International Society for Rock Mechanics: List of Members 1980От EverandInternational Society for Rock Mechanics: List of Members 1980Рейтинг: 3.5 из 5 звезд3.5/5 (2)
- Design Selection For Packings PDFДокумент8 страницDesign Selection For Packings PDFDara SatwikОценок пока нет
- Selecting Cooling CoilsДокумент12 страницSelecting Cooling Coilsapurvachouksey100% (7)
- Plate Heat Exchanger Operational and Maintenance ManualДокумент65 страницPlate Heat Exchanger Operational and Maintenance ManualPamela Minero67% (3)
- Mickey Calendar 1Документ1 страницаMickey Calendar 1apurvachoukseyОценок пока нет
- Handbook of Metal Forming ProcessesДокумент30 страницHandbook of Metal Forming ProcessesapurvachoukseyОценок пока нет
- J. (Taba, M. Bur (ÁkДокумент4 страницыJ. (Taba, M. Bur (ÁkapurvachoukseyОценок пока нет
- Kelas 1 AlphabetTITLE Kelas 1 Numbers ConversationTITLE Kelas 2 Feelings Body PartsДокумент54 страницыKelas 1 AlphabetTITLE Kelas 1 Numbers ConversationTITLE Kelas 2 Feelings Body PartsArti Hikmatullah Perbawana Sakti BuanaОценок пока нет
- Modeling Vessel Impacts for Lock Wall DesignДокумент15 страницModeling Vessel Impacts for Lock Wall DesignSalam FaithОценок пока нет
- Difference Between AerospaceДокумент2 страницыDifference Between AerospaceSyawalMaulanaОценок пока нет
- Manoeuvrability Final EditedДокумент12 страницManoeuvrability Final EditedSaptarshi BasuОценок пока нет
- Diabetic Safe - One Pager - Version 1.0 - Oct 20Документ2 страницыDiabetic Safe - One Pager - Version 1.0 - Oct 20naval730107Оценок пока нет
- Steel StaircaseДокумент17 страницSteel StaircaseKarthick CrazeiОценок пока нет
- Protreat Hydro EngrgДокумент6 страницProtreat Hydro EngrgAmitkumar SinghОценок пока нет
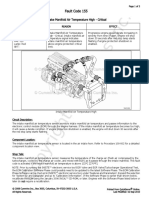
- Fault Code 155: Intake Manifold Air Temperature High - CriticalДокумент3 страницыFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Mar For M: I MMQ SeriesДокумент28 страницMar For M: I MMQ SeriesIpal Febri NartaОценок пока нет
- Dcom QuestionДокумент3 страницыDcom Questionsushant sahooОценок пока нет
- Turbine Stress EvaluatorДокумент14 страницTurbine Stress EvaluatorsumitОценок пока нет
- Natural Law Theory ApproachДокумент35 страницNatural Law Theory ApproachseventhwitchОценок пока нет
- Operator Manual T2100-ST2 - ST1Документ50 страницOperator Manual T2100-ST2 - ST1Nurul FathiaОценок пока нет
- Sanoj Kumar - OriginalДокумент5 страницSanoj Kumar - OriginalHamid SaifОценок пока нет
- Paradise Pools Flyer With Price ListДокумент5 страницParadise Pools Flyer With Price ListKhuzaima HussainОценок пока нет
- M10 - Partial Replacement of Fine Aggregate Using Polystyrene in Lightweight CHB-CE-503Документ19 страницM10 - Partial Replacement of Fine Aggregate Using Polystyrene in Lightweight CHB-CE-503Michelle LeeОценок пока нет
- CERT Basic Training Participant Manual - 2011Документ332 страницыCERT Basic Training Participant Manual - 2011jegodfreyОценок пока нет
- Module 6 - FormworksДокумент8 страницModule 6 - FormworksAldrich Francis Ortiz Peñaflor100% (1)
- Operation & Maintenance Manual For Bolted Steel Tanks: Complete InstallationДокумент6 страницOperation & Maintenance Manual For Bolted Steel Tanks: Complete InstallationIrvansyah RazadinОценок пока нет
- I Wanna Be Yours Arctic Monkeys Love SongДокумент3 страницыI Wanna Be Yours Arctic Monkeys Love SongAndréia E NiltonОценок пока нет
- 10 01 Breather Filters GBДокумент8 страниц10 01 Breather Filters GBosuengОценок пока нет
- Man FXM FKM Motors PDFДокумент176 страницMan FXM FKM Motors PDFRenato MeloОценок пока нет
- English Test 6Документ87 страницEnglish Test 6Ha PhanОценок пока нет
- Lab Journal 4 14032023 104921amДокумент8 страницLab Journal 4 14032023 104921amHammad MashwaniОценок пока нет
- Life Below WaterДокумент10 страницLife Below Watertrisha sobito0% (1)
- Infinera Product BrochureДокумент4 страницыInfinera Product Brochurebarry_fieldОценок пока нет
- MACRO-ETCHING SOLUTIONS FOR ALUMINIUM ALLOYSДокумент1 страницаMACRO-ETCHING SOLUTIONS FOR ALUMINIUM ALLOYSsensoham03Оценок пока нет
- LTE Speech Traffic Dimenshioning For VoipДокумент6 страницLTE Speech Traffic Dimenshioning For VoipRahul GuptaОценок пока нет
- Capacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeДокумент22 страницыCapacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeZen ZeeОценок пока нет
- General Psychology - Unit 2Документ23 страницыGeneral Psychology - Unit 2shivapriya ananthanarayananОценок пока нет