Вам также может понравиться
- Torsion TestДокумент16 страницTorsion TestFaizal NgaugeОценок пока нет
- AnalysisandDesignofaSmallTwo BarCreepTestSpecimenДокумент14 страницAnalysisandDesignofaSmallTwo BarCreepTestSpecimenEzgi PelitОценок пока нет
- Analysis and Design of A Small, Two-Bar Creep Test SpecimenДокумент14 страницAnalysis and Design of A Small, Two-Bar Creep Test SpecimenMeshhaОценок пока нет
- Engineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderДокумент18 страницEngineering Failure Analysis: A. Cornec, W. Schönfeld, K.-H. Schwalbe, I. ScheiderAndrea CalderaОценок пока нет
- Fem For Inclined Pressure VesselДокумент5 страницFem For Inclined Pressure VesselPrayas SubediОценок пока нет
- Shear Properties of Sandwich Core Materials: Standard Test Method ForДокумент4 страницыShear Properties of Sandwich Core Materials: Standard Test Method ForCarlos Raul Caballero LeonОценок пока нет
- Tentative Recommenda Tion: Draft 3Tt-2Документ10 страницTentative Recommenda Tion: Draft 3Tt-2FavogaОценок пока нет
- Stress Evaluation of A Typical Vessel Nozzle UsingДокумент6 страницStress Evaluation of A Typical Vessel Nozzle UsingJohnny VillarroelОценок пока нет
- E2G Advanced Creep Case Study QA - FFS Symp - 2021Документ2 страницыE2G Advanced Creep Case Study QA - FFS Symp - 2021carloslmoreno1992Оценок пока нет
- Evolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension SpecimenДокумент8 страницEvolution of Residual Stresses With Fatigue Crack Growth in A Variable Polarity Plasma Arc-Welded Aluminum Alloy Compact Tension Specimenbahman.samadiОценок пока нет
- Analysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyДокумент10 страницAnalysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyNishant KumarОценок пока нет
- Fatigue and Fracture Assessment of Cracks in Steel Elements Using AEДокумент12 страницFatigue and Fracture Assessment of Cracks in Steel Elements Using AEОлег ПервейталовОценок пока нет
- D 624 - 98 - Rdyync1sruqДокумент17 страницD 624 - 98 - Rdyync1sruqAnilОценок пока нет
- PBL Report: Title: Draw Stress Strain Curve For Given Steel Bar and Find Out ResultsДокумент8 страницPBL Report: Title: Draw Stress Strain Curve For Given Steel Bar and Find Out ResultsMuhammad Aafaq KhanОценок пока нет
- ZZ J032 2002 EFM Notched Cross WeldtensilemethodДокумент15 страницZZ J032 2002 EFM Notched Cross WeldtensilemethodNikoaMogesОценок пока нет
- 1 s2.0 S2214914714000786 MainДокумент5 страниц1 s2.0 S2214914714000786 MainNguyễn Xuân ThànhОценок пока нет
- Me136p Exp2 Tensile Test of Reinforcing Steel BarsДокумент15 страницMe136p Exp2 Tensile Test of Reinforcing Steel BarsJohn Henry SalvadoОценок пока нет
- Me136p Exp2 Tensile Test of Reinforcing Steel BarsДокумент15 страницMe136p Exp2 Tensile Test of Reinforcing Steel BarsJohn Henry SalvadoОценок пока нет
- Viii Paper 07Документ17 страницViii Paper 07moonisqОценок пока нет
- Norma ASTM D3967-16 Tensión IndirectaДокумент5 страницNorma ASTM D3967-16 Tensión Indirectashosha100% (2)
- Effect of Clamp Structural On The Compressive Force Behavior Based On Finite Element AnalysisДокумент5 страницEffect of Clamp Structural On The Compressive Force Behavior Based On Finite Element AnalysisRahul EОценок пока нет
- A Model For Fatigue Life Prediction of Offshore Welded Stiffened Steel Tubular Joints Using FM ApproachДокумент1 страницаA Model For Fatigue Life Prediction of Offshore Welded Stiffened Steel Tubular Joints Using FM ApproachSaeed JabbariОценок пока нет
- Astm C 393Документ4 страницыAstm C 393Arash Aghagol0% (1)
- Astm D1621 00Документ2 страницыAstm D1621 00vishaljhaitmОценок пока нет
- Lab Manual: International Islamic University Malaysia Department of Mechanical EngineeringДокумент36 страницLab Manual: International Islamic University Malaysia Department of Mechanical EngineeringMuhamad HilmiОценок пока нет
- Unit - IIIДокумент215 страницUnit - IIINishigandha Bansode100% (1)
- CE6411 Strength of MaterialsДокумент38 страницCE6411 Strength of Materialsamns99Оценок пока нет
- 1 s2.0 S0141029615007300 Main PDFДокумент9 страниц1 s2.0 S0141029615007300 Main PDFJithinRajОценок пока нет
- Astm D3967-16 Traccion Indirecta PDFДокумент5 страницAstm D3967-16 Traccion Indirecta PDFMercedes Villacis TroncosoОценок пока нет
- Strength of Materials: University of Collage of Misan EngineeringДокумент19 страницStrength of Materials: University of Collage of Misan EngineeringHuthaifah SalmanОценок пока нет
- Tensile TestДокумент9 страницTensile Testonkod1Оценок пока нет
- Pvp1998-Vol368 1Документ5 страницPvp1998-Vol368 1Nisarg PatelОценок пока нет
- C 120 - 00 - QzeymaДокумент3 страницыC 120 - 00 - QzeymaMorched TounsiОценок пока нет
- Nozzle Stress ClassificationДокумент6 страницNozzle Stress ClassificationHitesh SuvarnaОценок пока нет
- Ansys Full ReportДокумент12 страницAnsys Full ReportikhwanmazliОценок пока нет
- Making and Using C-Ring Stress-Corrosion Test Specimens: Standard Practice ForДокумент7 страницMaking and Using C-Ring Stress-Corrosion Test Specimens: Standard Practice Forvuqar0979Оценок пока нет
- Ansys Design-And-Analysis-Of-Pressure-VesselДокумент5 страницAnsys Design-And-Analysis-Of-Pressure-VesselktejankarОценок пока нет
- Design of Composite Structures Containing Bolt Holes and Open Holes PDFДокумент33 страницыDesign of Composite Structures Containing Bolt Holes and Open Holes PDFJizzPontesОценок пока нет
- Fracture Strength: Lecture No. 5Документ9 страницFracture Strength: Lecture No. 5nayeemОценок пока нет
- A Critical Insight On The Use of External Load Cells For FatigueДокумент6 страницA Critical Insight On The Use of External Load Cells For FatigueSergio HenriqueОценок пока нет
- 1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andДокумент9 страниц1-S2.0-S0308016116301843-Main Application of Small Punch Testing On The Mechanical andRamesh EthirajanОценок пока нет
- Analysis of Cold-Expansion For Cracked and Uncracked Fastener HolesДокумент17 страницAnalysis of Cold-Expansion For Cracked and Uncracked Fastener Holes0511018Оценок пока нет
- C365 - CompresionДокумент3 страницыC365 - CompresionLucero Ponce de LeónОценок пока нет
- Ls Dyna ThesisДокумент4 страницыLs Dyna Thesisslqjdoikd100% (2)
- Quality of Measurement Coursework Youngs ModulusДокумент7 страницQuality of Measurement Coursework Youngs Modulusfujowihesed2100% (1)
- International Journal of Fatigue: P. Yasniy, S. Glado, V. IasniiДокумент8 страницInternational Journal of Fatigue: P. Yasniy, S. Glado, V. IasniiClaudio JuniorОценок пока нет
- ASTM G 38 - 73 r95Документ7 страницASTM G 38 - 73 r95Samuel EduardoОценок пока нет
- 1 s2.0 S0020740306001846 MainДокумент15 страниц1 s2.0 S0020740306001846 Mainisraaahmed12Оценок пока нет
- Tensile Test of AM Specimens With External Notch Removed Via Laser Cutting in Material ExtrusionДокумент7 страницTensile Test of AM Specimens With External Notch Removed Via Laser Cutting in Material ExtrusionSchuraviОценок пока нет
- C 1291 - 00 QzeyoteДокумент15 страницC 1291 - 00 Qzeyotecristina ramosОценок пока нет
- A New Approach To Ductile Tearing Assessment of Pipelines Under Large-Scale YieldingДокумент12 страницA New Approach To Ductile Tearing Assessment of Pipelines Under Large-Scale YieldingAndrea De CintiОценок пока нет
- Tensile Test Report CourseworkДокумент8 страницTensile Test Report Courseworkf5dct2q8100% (2)
- Fayik 01Документ15 страницFayik 01alexОценок пока нет
- Numerical Analysis of The Effect of Torispherical Head On The Buckling of Pressure VesselДокумент17 страницNumerical Analysis of The Effect of Torispherical Head On The Buckling of Pressure Vesselpratheesh91Оценок пока нет
- Structural Analysis Modeling of Unbonded Prestressing in Prestressed Concrete ContainmentsДокумент8 страницStructural Analysis Modeling of Unbonded Prestressing in Prestressed Concrete ContainmentshemalcmistryОценок пока нет
- G.E.Lucas-THE DEVELOPMENT OF SMALL SPECIMEN MECHANICAL TEST TECHNIQUESДокумент13 страницG.E.Lucas-THE DEVELOPMENT OF SMALL SPECIMEN MECHANICAL TEST TECHNIQUESDHAVAL MAKWANAОценок пока нет
- Skirt Hot Box Research Paper PDFДокумент10 страницSkirt Hot Box Research Paper PDFChintan HingooОценок пока нет
- Finite Element Analysis of Skirt To Shell Junction in A Pressure VesselДокумент10 страницFinite Element Analysis of Skirt To Shell Junction in A Pressure VesselMohit SinghОценок пока нет
- Optimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsОт EverandOptimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsОценок пока нет
- TQIWPJS0ON 9 Aluminium ExtrusionДокумент3 страницыTQIWPJS0ON 9 Aluminium Extrusionlamia97Оценок пока нет
- Stud And: The MineraДокумент172 страницыStud And: The Mineralamia97Оценок пока нет
- Jump To Navigation Jump To SearchДокумент16 страницJump To Navigation Jump To Searchlamia97Оценок пока нет
- Differences in Densification Behaviour oДокумент8 страницDifferences in Densification Behaviour olamia97Оценок пока нет
- Quality AssuaranceДокумент150 страницQuality Assuarancelamia97100% (1)
- CSWIP Welding Inspection Notes and QuestionsДокумент133 страницыCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Procedure Qualification RecordДокумент10 страницProcedure Qualification Recordlamia97Оценок пока нет
- Bohr MagnetonsДокумент5 страницBohr Magnetonslamia97Оценок пока нет
- Coxem CX-200Plus - Operating ManualДокумент4 страницыCoxem CX-200Plus - Operating Manuallamia97Оценок пока нет
- RaiS2012 PDFДокумент21 страницаRaiS2012 PDFlamia97Оценок пока нет
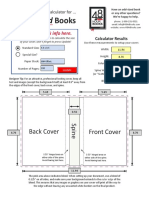
- Case Bound Books: Back Cover Front CoverДокумент1 страницаCase Bound Books: Back Cover Front Coverlamia97Оценок пока нет
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionДокумент1 страницаJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97Оценок пока нет
- 0deec5241b45d2bb69000000 PDFДокумент6 страниц0deec5241b45d2bb69000000 PDFlamia97Оценок пока нет
- Dy DX: Lny 5 X +LNCДокумент12 страницDy DX: Lny 5 X +LNCWenaBacxОценок пока нет
- Huzayyin Ahmed A 201111 PHD ThesisДокумент113 страницHuzayyin Ahmed A 201111 PHD ThesisHafiziAhmadОценок пока нет
- Mathematical Modeling of Earth's Magnetic FieldДокумент2 страницыMathematical Modeling of Earth's Magnetic FieldDiego PeñaОценок пока нет
- Molecular Mechanics 2018Документ3 страницыMolecular Mechanics 2018calebОценок пока нет
- L12 ChaosДокумент39 страницL12 Chaoscotopaxi64.mopiaОценок пока нет
- Symmetry Boundary ConditionsДокумент9 страницSymmetry Boundary ConditionsJohn ChivОценок пока нет
- Unit 10-Short QuestionsДокумент5 страницUnit 10-Short QuestionssajjaddrОценок пока нет
- Tackling A Heavy Issue: Understanding Correct Placement of Trial WeightsДокумент4 страницыTackling A Heavy Issue: Understanding Correct Placement of Trial WeightsSreekanthMylavarapuОценок пока нет
- Defect Types and Non-Destructive Testing Techniques For Composites and Bonded JointsДокумент19 страницDefect Types and Non-Destructive Testing Techniques For Composites and Bonded JointsShanker PandeyОценок пока нет
- Photo ChemistryДокумент31 страницаPhoto ChemistryBapu Thorat100% (1)
- Cambridge Textbooks - 19-Mar-2020Документ340 страницCambridge Textbooks - 19-Mar-2020Onur Erdoğan0% (1)
- Acceleration Lab ReportДокумент5 страницAcceleration Lab ReportRa Raul0% (1)
- ss1 Physics Second TestДокумент3 страницыss1 Physics Second TestBabatunde Victor Junior100% (1)
- Hydrostatic ThrustДокумент11 страницHydrostatic ThrustMicah Dianne DizonОценок пока нет
- Midterm Examination in Physics 101Документ7 страницMidterm Examination in Physics 101Ires YuloОценок пока нет
- Circular Column Design Based On ACI 318-19: Input Data & Design SummaryДокумент2 страницыCircular Column Design Based On ACI 318-19: Input Data & Design Summaryجميل عبد الله الحماطيОценок пока нет
- Tao Et Al. (2010)Документ5 страницTao Et Al. (2010)mateus_rocha0% (1)
- Lect - 9 Normal ShocksДокумент14 страницLect - 9 Normal ShocksAmeena AimenОценок пока нет
- ASME Design of Buoy For FRP Pipe TestingДокумент5 страницASME Design of Buoy For FRP Pipe TestingarkadjyothiprakashОценок пока нет
- Gaussian ThermochemistryДокумент19 страницGaussian ThermochemistryMoslem DaneshОценок пока нет
- Unit-4-Computer Aided DesignДокумент15 страницUnit-4-Computer Aided DesignMuthuvel M100% (2)
- Essentials of Heat Transfer: Principles, Materials, and Applications, by Massoud KavianyДокумент2 страницыEssentials of Heat Transfer: Principles, Materials, and Applications, by Massoud KavianyHarvin WaraichОценок пока нет
- Tension Piles C Phi SoilДокумент12 страницTension Piles C Phi SoilAhmedKarimОценок пока нет
- Numerical Evaluation of Dynamic ResponseДокумент22 страницыNumerical Evaluation of Dynamic Responsegabrielitos7891Оценок пока нет
- 1 EXP Mechanical Vibration (Corrected)Документ4 страницы1 EXP Mechanical Vibration (Corrected)AbhiОценок пока нет
- Lecture Notes 6: The Method of ImagesДокумент20 страницLecture Notes 6: The Method of ImagesZoricaОценок пока нет
- Ujian 1Документ16 страницUjian 1cikgusyaОценок пока нет
- Design and Analysis of Gearbox of An All-Terrain VehicleДокумент8 страницDesign and Analysis of Gearbox of An All-Terrain VehicleSYED KHAJA nizam uddinОценок пока нет
- Find The Stress and Strain Diagram For Concrete and Timber.: Assgnment Reg 162Документ16 страницFind The Stress and Strain Diagram For Concrete and Timber.: Assgnment Reg 162SeLamah RahmanОценок пока нет
- Circular Column DesignДокумент24 страницыCircular Column DesignnpwalОценок пока нет