Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Paint DefectДокумент2 страницыPaint Defectanurag_4013100% (4)
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechДокумент2 страницыSaudi Aramco Test Report: Positive Material Identification (PMI) Report 24-Jul-18 MechnadeemОценок пока нет
- Installation Drawing 4508-5a-21Документ62 страницыInstallation Drawing 4508-5a-21Md.Tipu SultanОценок пока нет
- Winsheld PDFДокумент34 страницыWinsheld PDFAnonymous FAa4A3akdОценок пока нет
- English For Engineer 2Документ8 страницEnglish For Engineer 2Raka Setiawan0% (1)
- EN 10204/3.1 1546708 Pag. /: Mill Test Certificate DOC - CREDIT N. M04091506NU00250Документ4 страницыEN 10204/3.1 1546708 Pag. /: Mill Test Certificate DOC - CREDIT N. M04091506NU00250Paviter SinghОценок пока нет
- Soil Classification2 - USDA Soil Taxonomy Upgrade-Trinidad and TobagoДокумент13 страницSoil Classification2 - USDA Soil Taxonomy Upgrade-Trinidad and TobagoPlaiboiОценок пока нет
- PIYUSH SHARMA ICACMS Proceedings Vol 4Документ10 страницPIYUSH SHARMA ICACMS Proceedings Vol 4Piyush SharmaОценок пока нет
- Cylindrical Mandrel TesterДокумент1 страницаCylindrical Mandrel TesterAbiem SebastyanОценок пока нет
- Organic Chemistry - GRДокумент52 страницыOrganic Chemistry - GRPRIYANSHU KUMARОценок пока нет
- Irostic para Adhesivo PCVДокумент3 страницыIrostic para Adhesivo PCVlobocerna0% (1)
- Phosphorus, Reactive, PhosVer 3 Method 8048, 02-2009, 9th EdДокумент7 страницPhosphorus, Reactive, PhosVer 3 Method 8048, 02-2009, 9th EdzvjesosОценок пока нет
- Toluene Methylation To Para-XyleneДокумент164 страницыToluene Methylation To Para-XyleneAhmed AliОценок пока нет
- Packaging Code: GRM31BR73A222KW01 - (1206, X7R:EIA, 2200pF, DC1000V) Reference SheetДокумент26 страницPackaging Code: GRM31BR73A222KW01 - (1206, X7R:EIA, 2200pF, DC1000V) Reference Sheetakshay rajОценок пока нет
- ANTHE-2020 - (VIII Moving To IX) - (Code-O) - 13-12-2020Документ14 страницANTHE-2020 - (VIII Moving To IX) - (Code-O) - 13-12-2020Lakshman RaiОценок пока нет
- Precipitation Module (TC-PRISMA) User Guide. Thermo-Calc Version 2018aДокумент111 страницPrecipitation Module (TC-PRISMA) User Guide. Thermo-Calc Version 2018aamanai.gupta98Оценок пока нет
- ConstructionДокумент63 страницыConstructionpulilathaОценок пока нет
- Surface Modification of BiomaterialsДокумент12 страницSurface Modification of BiomaterialsThe GantengОценок пока нет
- Heat Transfer RevisedДокумент26 страницHeat Transfer Revisedpriyanka236Оценок пока нет
- 03 Structural AuditДокумент94 страницы03 Structural AuditAnupriya T MОценок пока нет
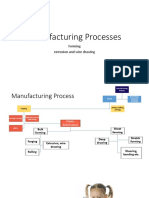
- Slide 11 Extrusion and Wire DrawingДокумент53 страницыSlide 11 Extrusion and Wire Drawingjohn doeОценок пока нет
- Asconium: Technical NoticeДокумент14 страницAsconium: Technical NoticenanoОценок пока нет
- Cost-Eff Ective Shoulder Milling Cutter For: High ProductivityДокумент16 страницCost-Eff Ective Shoulder Milling Cutter For: High ProductivityVinicius Sabrina PedroОценок пока нет
- Pif 00 Forms Final ListДокумент8 страницPif 00 Forms Final Listkaty leeОценок пока нет
- Lec14 PDFДокумент18 страницLec14 PDFRohan sharmaОценок пока нет
- 1Документ4 страницы1Anonymous 6MI1wMОценок пока нет
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Документ12 страницRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangОценок пока нет
- Concrete ClothДокумент20 страницConcrete ClothShrinivasОценок пока нет
- ASR 213 V1.1 Materials Processes and Products ClassificationДокумент40 страницASR 213 V1.1 Materials Processes and Products ClassificationOUSMAN SEIDОценок пока нет
- Luminate PDS BF 10609 USLДокумент2 страницыLuminate PDS BF 10609 USLArash AbbasiОценок пока нет