Вам также может понравиться
- Chapter - 4: Basic Components of Hydraulic &pneumatic SystemsДокумент98 страницChapter - 4: Basic Components of Hydraulic &pneumatic SystemsAjay KashyapОценок пока нет
- UNIT 1 (G) IhpДокумент60 страницUNIT 1 (G) Ihpsantosh alguleОценок пока нет
- Chapter (1) IntroductionДокумент10 страницChapter (1) Introductionkarioke mohaОценок пока нет
- Chapter One Introduction To Pump Pump DefinitionДокумент44 страницыChapter One Introduction To Pump Pump DefinitionyoungОценок пока нет
- Chapter One Introduction To Pump Pump DefinitionДокумент44 страницыChapter One Introduction To Pump Pump DefinitionyoungОценок пока нет
- Basic HydraulicДокумент66 страницBasic HydraulicKamil Ikram100% (1)
- Pump Part 1Документ82 страницыPump Part 1Amit KhadkaОценок пока нет
- Hydraulic System 1Документ28 страницHydraulic System 1Udhaya Kumar100% (1)
- Hydraulic Systems: Comprehension Report-3Документ10 страницHydraulic Systems: Comprehension Report-3sathesh waranОценок пока нет
- Pumps - Hassan ElBanhawiДокумент20 страницPumps - Hassan ElBanhawijesus_manrique2753Оценок пока нет
- Chap 1. Fundamental PrinciplesДокумент37 страницChap 1. Fundamental Principlesbucyeye shema mireilleОценок пока нет
- Assignment Process Plant Utilities: Submitted ToДокумент17 страницAssignment Process Plant Utilities: Submitted ToMaham FatimaОценок пока нет
- Welcome: TO The Presentation ONДокумент30 страницWelcome: TO The Presentation ONDr. N. S. SriramОценок пока нет
- Hydraulic Components - NotesДокумент49 страницHydraulic Components - NotesRuth MwendaОценок пока нет
- CSC 1Документ16 страницCSC 1Hitwardhan DhadwalОценок пока нет
- Cairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentДокумент25 страницCairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentOmaroMohsenОценок пока нет
- Vane Pump Test RigДокумент10 страницVane Pump Test RigIOSRjournalОценок пока нет
- FPAДокумент23 страницыFPAEmerald InnovatesОценок пока нет
- Process EquipmentsДокумент277 страницProcess EquipmentsnatarajaОценок пока нет
- Intruab 2)Документ8 страницIntruab 2)ahmad pidotОценок пока нет
- CLSSДокумент74 страницыCLSSSurya Prakash100% (9)
- Artificial-Lift RapportДокумент32 страницыArtificial-Lift RapportFakher JemliОценок пока нет
- Handout Positive Displacement PumpsДокумент4 страницыHandout Positive Displacement Pumpsdepedromarjan05Оценок пока нет
- Hydraulic PitchДокумент6 страницHydraulic Pitchharshbodkhe2002Оценок пока нет
- Rotary Pumps: Internal Gear PumpДокумент15 страницRotary Pumps: Internal Gear PumpanbuvrpОценок пока нет
- Chapter 2 Hydraulic Pump L1 UpdatedДокумент75 страницChapter 2 Hydraulic Pump L1 Updatedkidus tsegayeОценок пока нет
- Hydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsДокумент7 страницHydraulic System:-: Chapter-2 Hydraulic, Pneumatic and Electrical Telemetry SystemsMayur ParmarОценок пока нет
- Presentation ON Hydraulic Control System Control Engineering (2151908)Документ26 страницPresentation ON Hydraulic Control System Control Engineering (2151908)Marwan NasserОценок пока нет
- PumpsДокумент36 страницPumpsNo NameОценок пока нет
- Describe The Differences Between The Following. Include Diagrams. A. Open Center Hydraulic CircuitДокумент7 страницDescribe The Differences Between The Following. Include Diagrams. A. Open Center Hydraulic CircuitMohammad UsmanОценок пока нет
- Oil Tanker PipingДокумент38 страницOil Tanker PipingnikhilОценок пока нет
- Hydraulics and Pneumatics - Components-1Документ179 страницHydraulics and Pneumatics - Components-1edmondkalinde33Оценок пока нет
- Chapter 2 Pu8mpДокумент37 страницChapter 2 Pu8mpOld Oromo music museumОценок пока нет
- Screw Pump: Presented By: Padon, Mric Kimjim JДокумент24 страницыScrew Pump: Presented By: Padon, Mric Kimjim JJohn A. CenizaОценок пока нет
- Pumps: ME Laboratory 2Документ50 страницPumps: ME Laboratory 2Chris Oliver C. Dela Cruz100% (1)
- Chassis Components of Construction EquipmentДокумент87 страницChassis Components of Construction EquipmentSujit RegmiОценок пока нет
- Hydraulics and PneumaticДокумент112 страницHydraulics and Pneumaticsurendar100% (2)
- pumpالسيمنرДокумент15 страницpumpالسيمنرعبد الرحمن قاسم البناءОценок пока нет
- Pumps, Valves and CompressorДокумент52 страницыPumps, Valves and CompressorAnonymous zUreJLmN100% (1)
- Centrifugal PumpsДокумент30 страницCentrifugal PumpsNitish NairОценок пока нет
- Types of Pumps: Working Principle of PumpДокумент12 страницTypes of Pumps: Working Principle of PumpFe CaprichoОценок пока нет
- Presentation by Mr. Kalu Charan Sia Sr. Maintenance Engineer The Supreme Industries Limited Kharagpur - PPDДокумент54 страницыPresentation by Mr. Kalu Charan Sia Sr. Maintenance Engineer The Supreme Industries Limited Kharagpur - PPDAnimesh Jana100% (1)
- Automative Control System.Документ9 страницAutomative Control System.appujalal326Оценок пока нет
- PumpssssssДокумент19 страницPumpssssssJedz Tuluan Maslang IIIОценок пока нет
- C4 - Components in Hydraulic SystemДокумент64 страницыC4 - Components in Hydraulic SystemKubheran SelvathuraiОценок пока нет
- Assignment of HMCДокумент6 страницAssignment of HMCmuhammad aliОценок пока нет
- c4 - Components in Hydraulic SystemДокумент65 страницc4 - Components in Hydraulic SystemBazil Suhaimi100% (1)
- Pumps Selection and Sizing and TroubleshootingДокумент131 страницаPumps Selection and Sizing and TroubleshootingMujadid KhawajaОценок пока нет
- Working Principle of The Different Auxiliary MachineryДокумент24 страницыWorking Principle of The Different Auxiliary MachineryBSMAR-E 1A, ESTRELLA JOSE CARLOS ELISEOОценок пока нет
- Lecture Note 11-Production and FacilitiesДокумент59 страницLecture Note 11-Production and FacilitiesMOHAMAD IJAM SIREGAR BIN MULIA MoeОценок пока нет
- Info Bombas HidraulicaДокумент4 страницыInfo Bombas HidraulicaJorge GalvanОценок пока нет
- Fluid Power System, CHAPTER-2Документ26 страницFluid Power System, CHAPTER-2teddiyfentawОценок пока нет
- Welcome To Our PresentationДокумент25 страницWelcome To Our PresentationOther SideОценок пока нет
- Mod 2Документ27 страницMod 2Ameen SalimОценок пока нет
- TKP3501 Agricultural Mechanization & Irrigation: Topic 4c: Hydraulic SystemsДокумент21 страницаTKP3501 Agricultural Mechanization & Irrigation: Topic 4c: Hydraulic SystemschoongwenkangОценок пока нет
- 2017 - DMOE2002 Pumps and Pumping SystemsДокумент47 страниц2017 - DMOE2002 Pumps and Pumping SystemsYohannes DennisОценок пока нет
- Pump Unit Control Valves ActuatorsДокумент17 страницPump Unit Control Valves ActuatorsVetrivezhan PsivamОценок пока нет
- MidTerm Topic's MarPowerДокумент18 страницMidTerm Topic's MarPowerBerbaño, Jan JoshuaОценок пока нет
- Troubleshooting Process ControlДокумент8 страницTroubleshooting Process ControlSoumya BОценок пока нет
- IC-8 Chilled Water SequenceДокумент4 страницыIC-8 Chilled Water Sequencevirtech0% (1)
- Engineering in Kenya Issue-005Документ64 страницыEngineering in Kenya Issue-005peternmОценок пока нет
- LTM 1050Документ4 страницыLTM 1050ayman akrabОценок пока нет
- Loop Powered Microprocessor Controlled Positioner: Worcester Control ValvesДокумент4 страницыLoop Powered Microprocessor Controlled Positioner: Worcester Control Valveskarim karimОценок пока нет
- Cvsize (Control Valve Sizing)Документ8 страницCvsize (Control Valve Sizing)EslamSheblОценок пока нет
- 4..circuits Design (Slides)Документ48 страниц4..circuits Design (Slides)ESLAM salahОценок пока нет
- Governing System of Gas TurbineДокумент128 страницGoverning System of Gas Turbinesaptarshi roy100% (3)
- Flow Control Valves: Figure 4A.1 Symbol For Flow Control Valves One Way Flow Control ValveДокумент4 страницыFlow Control Valves: Figure 4A.1 Symbol For Flow Control Valves One Way Flow Control ValveKhaled MahranОценок пока нет
- PneumaticsДокумент46 страницPneumaticsJameson RiveraОценок пока нет
- Applications of Motor Operated ValvesДокумент2 страницыApplications of Motor Operated ValvesĐặng Trung AnhОценок пока нет
- Pneumatics Advanced Level: Workbook TP 102Документ36 страницPneumatics Advanced Level: Workbook TP 102samah eskanderОценок пока нет
- Types of Valves Used in The OilДокумент12 страницTypes of Valves Used in The OilMAHESH CHANDОценок пока нет
- Valve VUBA - GEMELSДокумент3 страницыValve VUBA - GEMELSAnonymous 80HAPYsoОценок пока нет
- Steam Turbine Hydraulic Servomotor For Description Main and Reheat Control ValvesДокумент2 страницыSteam Turbine Hydraulic Servomotor For Description Main and Reheat Control Valvesparthibanemails5779Оценок пока нет
- Spira Trol TI S24 70 ENДокумент18 страницSpira Trol TI S24 70 ENQuyết Bạch ĐìnhОценок пока нет
- Dolomite DolomiteFluikaControlValveDatasheet PDFДокумент8 страницDolomite DolomiteFluikaControlValveDatasheet PDFVidyanti AnggraeniОценок пока нет
- Spec - 2017-02 - A01-Control Valve-Selection Sizing and SpecificationДокумент68 страницSpec - 2017-02 - A01-Control Valve-Selection Sizing and SpecificationBala Kadir100% (1)
- Hydraulic Actuators and Control ComponentsДокумент65 страницHydraulic Actuators and Control ComponentsmanojОценок пока нет
- Hattersley PICV Brochure 16pp V2 LO RESДокумент16 страницHattersley PICV Brochure 16pp V2 LO RESmymikeymikesОценок пока нет
- AP11 - 2018 - Components For Continuous Emission MonitoringДокумент66 страницAP11 - 2018 - Components For Continuous Emission MonitoringNicolae VisanОценок пока нет
- Basic Hydraulic Training Course: ObjectiveДокумент3 страницыBasic Hydraulic Training Course: ObjectivePrabakaran SundarrajanОценок пока нет
- SPM 2000Документ696 страницSPM 2000ENMANUELОценок пока нет
- Series 2000: Pneumatic Diaphragm ActuatorДокумент29 страницSeries 2000: Pneumatic Diaphragm ActuatorUmar SaeedОценок пока нет
- Tzidc 200Документ24 страницыTzidc 200Thanh Luan NguyenОценок пока нет
- GRS 890 900 GR 801 900Документ28 страницGRS 890 900 GR 801 900Osmar Franco Pires100% (23)
- What If Checklist 1 PDFДокумент16 страницWhat If Checklist 1 PDFREFINERY ENGINEERINGОценок пока нет
- SlurryFlo - Request For QuoteДокумент2 страницыSlurryFlo - Request For QuoteDener Bustamante PerezОценок пока нет
- 45 Export - Acetylene PlantДокумент8 страниц45 Export - Acetylene PlantBilel AzzouniОценок пока нет
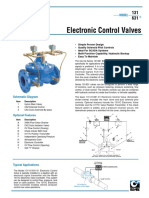
- Cla-Val Electronic Control ValvesДокумент6 страницCla-Val Electronic Control ValvesArelysSotilloОценок пока нет