Вам также может понравиться
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОт EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОценок пока нет
- Microsoft PowerPoint - ECM660 III Hyd Info Read-OnlyДокумент32 страницыMicrosoft PowerPoint - ECM660 III Hyd Info Read-OnlyJannie van Staden100% (2)
- 660III HYD CircuitДокумент32 страницы660III HYD CircuitaugustoОценок пока нет
- SM Bit Cla As Quadrant 2200 RCДокумент11 страницSM Bit Cla As Quadrant 2200 RCManuals CE & AgОценок пока нет
- Chapter 10 Rev 3 Rod ChangingДокумент13 страницChapter 10 Rev 3 Rod ChangingAnonymous 340A7vnwV1Оценок пока нет
- Chapt 6 RotationДокумент8 страницChapt 6 RotationManuelОценок пока нет
- Sistema Giro Spreader ElmeДокумент3 страницыSistema Giro Spreader ElmeHERNANDO A BECERRAОценок пока нет
- Trans PDFДокумент28 страницTrans PDFRamon CasillasОценок пока нет
- wh22 enДокумент12 страницwh22 enam0626554Оценок пока нет
- Hyundai R450LC-7 Pilot CircuitДокумент20 страницHyundai R450LC-7 Pilot CircuitHai VanОценок пока нет
- Ch9Rotation CircuitДокумент8 страницCh9Rotation CircuitManuelОценок пока нет
- Hydraulic SystemДокумент81 страницаHydraulic SystemMaritza Gabriela Arizabal MedinaОценок пока нет
- Linde - HPV Data and SpecificationsДокумент33 страницыLinde - HPV Data and SpecificationsxxshОценок пока нет
- SR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Документ40 страницSR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Rizal Abi100% (1)
- 900-DSII - 910-DS - 1200-DSIII - Hydraulic and Pneumatic System AdjustmentДокумент115 страниц900-DSII - 910-DS - 1200-DSIII - Hydraulic and Pneumatic System Adjustmentphuocloi82100% (3)
- Montacargas DP 100 - LL2SPEEDДокумент57 страницMontacargas DP 100 - LL2SPEEDJonny Zambrano MeraОценок пока нет
- Motion Control ValvesДокумент1 страницаMotion Control ValvesSLK Amg55Оценок пока нет
- Hyd0029 DX Control Valve KVMG 270Документ39 страницHyd0029 DX Control Valve KVMG 270Abdelrahman SharafОценок пока нет
- 150C VOLVO Steering.&.Hydraulic DiagramДокумент5 страниц150C VOLVO Steering.&.Hydraulic Diagramgabriel pomaОценок пока нет
- Hydraulic Pumps: Service Training Manual CM 760/780Документ7 страницHydraulic Pumps: Service Training Manual CM 760/780victor laraОценок пока нет
- Hydraulic Symbols: Service Training Manual CM 760/780Документ23 страницыHydraulic Symbols: Service Training Manual CM 760/780victor lara100% (1)
- Diamec U6 PHC Hydraulic SystemДокумент15 страницDiamec U6 PHC Hydraulic SystemEmanuel Nicolas Villarruel100% (5)
- Vna201a N15aДокумент31 страницаVna201a N15aLinh LyОценок пока нет
- Valve ActuatorsДокумент32 страницыValve ActuatorsAntoine lazarus MaomyОценок пока нет
- KVMG 400 Control ValveДокумент39 страницKVMG 400 Control Valvevitor santosОценок пока нет
- Chapt 6 AntijamДокумент6 страницChapt 6 AntijamManuelОценок пока нет
- Valvula Cetop 03Документ4 страницыValvula Cetop 03Jesús Guirao ValeroОценок пока нет
- Powershift Transmission PDFДокумент32 страницыPowershift Transmission PDFRamon Casillas100% (4)
- BH Cartridge Catalogue 2022 - 100 enДокумент35 страницBH Cartridge Catalogue 2022 - 100 enMartin NelsonОценок пока нет
- 05Документ64 страницы05LuisTocora100% (1)
- Ra 92003 PDFДокумент35 страницRa 92003 PDFAgus Yulfizar100% (1)
- Hydraulic Pumps: Service Training Manual ECM 720Документ10 страницHydraulic Pumps: Service Training Manual ECM 720victor laraОценок пока нет
- Guide To General Purpose Steam TurbinesДокумент7 страницGuide To General Purpose Steam TurbinessppramОценок пока нет
- Group 3 Pilot CircuitДокумент9 страницGroup 3 Pilot CircuitNv Thái100% (1)
- Flow Control Valves: Hydraulic ComponentsДокумент28 страницFlow Control Valves: Hydraulic ComponentsMohamed IbrahimОценок пока нет
- Breaker Piping InstallationДокумент11 страницBreaker Piping InstallationZawminhtunОценок пока нет
- ECM720 Train CompleteДокумент205 страницECM720 Train Completevitor santos100% (1)
- Conveyor Tensioning Device: TP501 Festo DidacticДокумент9 страницConveyor Tensioning Device: TP501 Festo DidacticGiang TônОценок пока нет
- Power Ladder of Komatsu HD 785-7 (30001-UP)Документ8 страницPower Ladder of Komatsu HD 785-7 (30001-UP)gire_3pich2005Оценок пока нет
- Return To Contents: Fi .6 Neutral Circuit, Lock R L, ATT I R Heavy LH T, FC Mode (Max Flow Cut)Документ6 страницReturn To Contents: Fi .6 Neutral Circuit, Lock R L, ATT I R Heavy LH T, FC Mode (Max Flow Cut)Victor Hugo MezquitaОценок пока нет
- Chapt 2 PumpsДокумент6 страницChapt 2 PumpsManuelОценок пока нет
- 005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSДокумент21 страница005 - Cat 6040AC - CAMP SIL BCS4 - Tank Pumps PMSJorby CuadrosОценок пока нет
- Hatlapa L9, L14Документ2 страницыHatlapa L9, L14haoОценок пока нет
- Cartridge Valves Technical Information Directional Valves DCV 03Документ12 страницCartridge Valves Technical Information Directional Valves DCV 03francis_15inОценок пока нет
- Hydraulic SystemДокумент29 страницHydraulic SystemCaliche Guerra100% (1)
- Stage 2 TDBFPДокумент56 страницStage 2 TDBFPvijaykrishnatenneti100% (2)
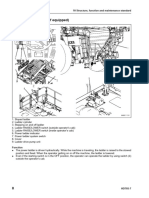
- Section 2 Structure and FunctionДокумент9 страницSection 2 Structure and FunctionJose SanchezОценок пока нет
- Hyundai 180-250D - Cutoff - AdjustmentДокумент3 страницыHyundai 180-250D - Cutoff - AdjustmentAaronОценок пока нет
- Hydraulic System PC 1250-11RДокумент5 страницHydraulic System PC 1250-11Rgire_3pich2005Оценок пока нет
- Carregadeira Hyundai 740 - 756Документ115 страницCarregadeira Hyundai 740 - 756Lucas Vieira100% (6)
- CHPT 4 FeedДокумент6 страницCHPT 4 FeedManuelОценок пока нет
- 006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemДокумент24 страницы006 - Cat-6040AC - CAMP-SIL-BCS4 - Servo SystemJorby CuadrosОценок пока нет
- A2F Series Piston PumpДокумент4 страницыA2F Series Piston PumplucasОценок пока нет
- © Festo Didactic GMBH & Co. KG, 02/2003 Subject To ChangeДокумент2 страницы© Festo Didactic GMBH & Co. KG, 02/2003 Subject To ChangecioranescuОценок пока нет
- R55-9 1Документ57 страницR55-9 1hungОценок пока нет
- TDS-3S Operating GuideДокумент20 страницTDS-3S Operating GuideSaidОценок пока нет
- Parker Hydraulic Piston Pump's CatalogueДокумент46 страницParker Hydraulic Piston Pump's CatalogueAthar HaiderОценок пока нет
- Calculations of Hydraulic CamДокумент2 страницыCalculations of Hydraulic CamIago SalvadorОценок пока нет
- Overview of 140T CraneДокумент163 страницыOverview of 140T Cranekr_abhijeet72356587100% (2)
- Level 2 - TR100 SA Allison CEC2 020710Документ83 страницыLevel 2 - TR100 SA Allison CEC2 020710Anonymous 340A7vnwV1100% (5)
- Home 800Документ1 страницаHome 800Anonymous 340A7vnwV1Оценок пока нет
- Level 2 - TR100 SA Hydraulic System Complete 020710Документ118 страницLevel 2 - TR100 SA Hydraulic System Complete 020710Anonymous 340A7vnwV1100% (2)
- Valve Set Mark KTA 50 BFДокумент1 страницаValve Set Mark KTA 50 BFAnonymous 340A7vnwV1Оценок пока нет
- Handover FromДокумент2 страницыHandover FromAnonymous 340A7vnwV1Оценок пока нет
- RDT Routine ServiceДокумент26 страницRDT Routine ServiceAnonymous 340A7vnwV1100% (1)
- RDT Routine ServiceДокумент32 страницыRDT Routine ServiceAnonymous 340A7vnwV1Оценок пока нет
- Valve Set Mark KTA 50 BFДокумент1 страницаValve Set Mark KTA 50 BFAnonymous 340A7vnwV1Оценок пока нет
- HelpДокумент1 страницаHelpAnonymous 340A7vnwV1Оценок пока нет
- S2000 Ddec Iv 170708Документ95 страницS2000 Ddec Iv 170708Anonymous 340A7vnwV1100% (4)
- Chapter 9 Rev2 Dust Collector CircuitsДокумент9 страницChapter 9 Rev2 Dust Collector CircuitsAnonymous 340A7vnwV1Оценок пока нет
- Celect Injector Adjustment 01-05Документ3 страницыCelect Injector Adjustment 01-055476493% (14)
- Shaft SinkingДокумент10 страницShaft SinkingAnonymous 340A7vnwV1Оценок пока нет
- Cummins STCДокумент2 страницыCummins STCAnonymous 340A7vnwV1100% (12)
- Chapter 5 Rev 3 Tramming CirucitsДокумент2 страницыChapter 5 Rev 3 Tramming CirucitsAnonymous 340A7vnwV1Оценок пока нет
- Cummins Celect Injector AdjustmentДокумент9 страницCummins Celect Injector AdjustmentAnonymous 340A7vnwV1Оценок пока нет
- Chapter 5 Rev 3 Tramming CirucitsДокумент4 страницыChapter 5 Rev 3 Tramming CirucitsAnonymous 340A7vnwV1Оценок пока нет
- Chapter 8 Rev 2 Air SystemДокумент12 страницChapter 8 Rev 2 Air SystemAnonymous 340A7vnwV1Оценок пока нет
- Chapter 1: General InformationДокумент26 страницChapter 1: General InformationAnonymous 340A7vnwV1Оценок пока нет
- Seal Oil SystemДокумент18 страницSeal Oil Systemnetygen1Оценок пока нет
- Pro-Seal Soap-Launcher Controller ManualДокумент31 страницаPro-Seal Soap-Launcher Controller ManualRodolfo Hernandez Perez100% (1)
- SwissgasSonimix 2106 Gas Dilution CalibratorДокумент2 страницыSwissgasSonimix 2106 Gas Dilution CalibratorДмитрий ТарасенкоОценок пока нет
- Swagelok Pressure Regulator MS-02-230Документ59 страницSwagelok Pressure Regulator MS-02-230Alejandro CanoОценок пока нет
- Airbus 30 A300 A310 Ice and RainДокумент48 страницAirbus 30 A300 A310 Ice and RainElijah Paul Merto100% (2)
- Swagelok Catalogs EN MS 02 230 PDFДокумент58 страницSwagelok Catalogs EN MS 02 230 PDFFerry BudiОценок пока нет
- Bharath GasДокумент74 страницыBharath GasRaghavendra RaguОценок пока нет
- Basic Vocational: HydraulicДокумент33 страницыBasic Vocational: HydraulicIbnu Awalla100% (1)
- Victor EDGE Outfits & Regulators Range Brochure (65-1104) - Mar2011lДокумент6 страницVictor EDGE Outfits & Regulators Range Brochure (65-1104) - Mar2011lconsultachОценок пока нет
- 0621 WATO EX-55,65 Service Manual - English - 20131025 PDFДокумент344 страницы0621 WATO EX-55,65 Service Manual - English - 20131025 PDFJesus HurtadoОценок пока нет
- Model S30 Metallic Design Level 1: Service & Operating ManualДокумент33 страницыModel S30 Metallic Design Level 1: Service & Operating ManualGilberto LucioОценок пока нет
- White Rodgers Furnace ControlsДокумент41 страницаWhite Rodgers Furnace ControlsRoshan PatelОценок пока нет
- Pressure Cooker TLE-8 August 29Документ3 страницыPressure Cooker TLE-8 August 29Gladez Lucaya Galagaran75% (4)
- # Air Conditioning - General:: Note For CPC Manual ModeДокумент30 страниц# Air Conditioning - General:: Note For CPC Manual Modejontis jasoliyaОценок пока нет
- CNG RegulatorДокумент9 страницCNG Regulatorsayem biswasОценок пока нет
- Linkmet Brochure May2022 - LrfaДокумент8 страницLinkmet Brochure May2022 - LrfaHidzir ShamsudinОценок пока нет
- Model SG-100 Plasma Spray Gun Operators Manual Rev HДокумент69 страницModel SG-100 Plasma Spray Gun Operators Manual Rev HAdamОценок пока нет
- 67c Series Bulletin 08 04 PDFДокумент12 страниц67c Series Bulletin 08 04 PDFnight wolfОценок пока нет
- 09sn70 Sputtering System Op - Maual - EngДокумент49 страниц09sn70 Sputtering System Op - Maual - EngMuhd Syahid MurtuzahОценок пока нет
- Chrysler AS Town Country Caravan Voyager 1994 Service Manual Fuel SystemДокумент114 страницChrysler AS Town Country Caravan Voyager 1994 Service Manual Fuel Systemsimple383Оценок пока нет
- SC 2K TwinControl Finishing ENG 2339331Документ108 страницSC 2K TwinControl Finishing ENG 2339331Jaelani Painting n Powder Coating WagnerОценок пока нет
- Solteq: GAS ABSORPTION UNIT (Model: BP 751-B)Документ10 страницSolteq: GAS ABSORPTION UNIT (Model: BP 751-B)MAIMUNATUN NAWAR MOHD YAZANОценок пока нет
- Manual de Usuario Tanke Binks 2 GalonesДокумент28 страницManual de Usuario Tanke Binks 2 GalonesEduardo Santana Del Angel HernandezОценок пока нет
- FRC 2016 Pneumatics Manual PDFДокумент23 страницыFRC 2016 Pneumatics Manual PDFJuan de Dios Alardín Hernández100% (1)
- 367 BGN 250 300 350 400 DSPGN MeДокумент148 страниц367 BGN 250 300 350 400 DSPGN Me8zkzzkypq4Оценок пока нет
- 56 Fogex ManualДокумент23 страницы56 Fogex ManualTito HassanОценок пока нет
- Bosch MW ManualДокумент59 страницBosch MW Manualsteynhen100% (7)
- 1.2 - OGSI-100 Manual 112010 PDFДокумент49 страниц1.2 - OGSI-100 Manual 112010 PDFDiego FontanaОценок пока нет
- D 2000 Series Manual PDFДокумент71 страницаD 2000 Series Manual PDFTakaОценок пока нет
- AG 900+ Modular Appli Data Sheet PAL-06-3979 PDFДокумент2 страницыAG 900+ Modular Appli Data Sheet PAL-06-3979 PDFNordson Adhesive Dispensing SystemsОценок пока нет