Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Recondition BatteryДокумент46 страницRecondition Batteryafic219473100% (1)
- 2014 - Solved Problems in Facility PlanningДокумент135 страниц2014 - Solved Problems in Facility Planninghshshdhd86% (7)
- Fiber Optic CablesДокумент24 страницыFiber Optic CablesARCC2030Оценок пока нет
- Graham Harman The Third TableДокумент12 страницGraham Harman The Third TablenotwernerherzogОценок пока нет
- What Is Drawing 2013Документ19 страницWhat Is Drawing 2013Brian Fay100% (1)
- Asteion MultiДокумент59 страницAsteion MultiIng. Arturo PreciadoОценок пока нет
- Integrated Cost and Risk Analysis Using Monte Carlo Simulation of A CPM ModelДокумент4 страницыIntegrated Cost and Risk Analysis Using Monte Carlo Simulation of A CPM ModelPavlos Vardoulakis0% (1)
- PayrollBatchLoader v4Документ158 страницPayrollBatchLoader v4MaheshОценок пока нет
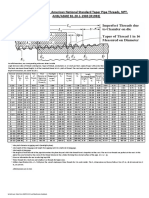
- NPT Thread Dimensions PDFДокумент1 страницаNPT Thread Dimensions PDFRamnandan MahtoОценок пока нет
- Pdca Cycle Problem SolvedДокумент3 страницыPdca Cycle Problem Solvedjose luisОценок пока нет
- Guidance On Mooring System Management Plans (MSMP)Документ39 страницGuidance On Mooring System Management Plans (MSMP)PJ Apostol Alpacas100% (4)
- Iso 7040Документ1 страницаIso 7040serzo75Оценок пока нет
- Resumen General 02Документ1 страницаResumen General 02Felipe FlorezОценок пока нет
- TLLДокумент2 страницыTLLFelipe FlorezОценок пока нет
- archibase.net.txtДокумент1 страницаarchibase.net.txtFelipe FlorezОценок пока нет
- Drawing: An Ambiguous Practice: Loughborough University Institutional RepositoryДокумент12 страницDrawing: An Ambiguous Practice: Loughborough University Institutional RepositoryFelipe FlorezОценок пока нет
- Drawing: An Ambiguous Practice: Loughborough University Institutional RepositoryДокумент12 страницDrawing: An Ambiguous Practice: Loughborough University Institutional RepositoryFelipe FlorezОценок пока нет
- Refractions (Bent Thinking) / FallaciesДокумент21 страницаRefractions (Bent Thinking) / FallaciesFelipe FlorezОценок пока нет
- Technical Reference Options and Adapters Volume 1 Apr84Документ501 страницаTechnical Reference Options and Adapters Volume 1 Apr84kgrhoadsОценок пока нет
- CV - Pramod For Store & Logistics..Документ2 страницыCV - Pramod For Store & Logistics..Anuj sainiОценок пока нет
- HARMAN Infinity Processing White PaperДокумент2 страницыHARMAN Infinity Processing White PaperSound Technology LtdОценок пока нет
- Paver BlockДокумент16 страницPaver BlockRavinder Singh100% (1)
- Vanguardia, Robert John T - Amte 125L - 1X - Aircraft Fuel Lines (Research)Документ5 страницVanguardia, Robert John T - Amte 125L - 1X - Aircraft Fuel Lines (Research)Robert VanguardiaОценок пока нет
- Iso 5294 1989Документ9 страницIso 5294 1989a.mursadinОценок пока нет
- Chapter 10 ExamДокумент10 страницChapter 10 ExamOngHongTeckОценок пока нет
- Need and Future of Electronics and Automation inДокумент21 страницаNeed and Future of Electronics and Automation inAjay Kumar VermaОценок пока нет
- Enzymes and Effects of PHДокумент4 страницыEnzymes and Effects of PHSeph Cordova50% (2)
- Roof Manual p10Документ1 страницаRoof Manual p10AllistairОценок пока нет
- Mixed Grabar b2Документ1 страницаMixed Grabar b2lynОценок пока нет
- Expansion Joint PDFДокумент7 страницExpansion Joint PDFPramit RajKarnikarОценок пока нет
- Aircraft Construction, Repair & Modification Mock Board Exam 10Документ5 страницAircraft Construction, Repair & Modification Mock Board Exam 10July TadeОценок пока нет
- Toyota 80 SeriesДокумент5 страницToyota 80 Seriesaagi_dОценок пока нет
- Hiab Knuckle Boom Articulating Cranes Spec 54f3f3Документ5 страницHiab Knuckle Boom Articulating Cranes Spec 54f3f3Quỳnh Như Nguyễn ThịОценок пока нет
- Fastner and Tooling Components. Fertrading Group Venezuela.Документ4 страницыFastner and Tooling Components. Fertrading Group Venezuela.Renso PiovesanОценок пока нет
- IBM Whitepaper OSIMMДокумент22 страницыIBM Whitepaper OSIMMKlaus DoernerОценок пока нет
- Vmware ManualДокумент512 страницVmware ManualMohd Safian ZakariaОценок пока нет
- CostingДокумент5 страницCosting83pankajОценок пока нет
- NIC Components NTC-T SeriesДокумент10 страницNIC Components NTC-T SeriesNICCompОценок пока нет