Вам также может понравиться
- Propiedades ElectricasДокумент3 страницыPropiedades ElectricasRojas Torres Lizbeth100% (1)
- Distancia Entre Dos PuntosДокумент25 страницDistancia Entre Dos PuntosYasira AularОценок пока нет
- Sistema Masa ResorteДокумент8 страницSistema Masa ResorteJorge Armando Sanchez SierraОценок пока нет
- Taller-5 Fisica Del Movimiento-Cuerpo Rigido-Junio 10-2015Документ7 страницTaller-5 Fisica Del Movimiento-Cuerpo Rigido-Junio 10-2015Eliud CuevasОценок пока нет
- Prueba DiagnosticaДокумент2 страницыPrueba DiagnosticaSixto Alvarado SullcaОценок пока нет
- Clase Volumen de Solidos de RevolucionДокумент5 страницClase Volumen de Solidos de RevolucionHugo Saritama ChérrezОценок пока нет
- 4°C T12 Sistemas MixtosДокумент2 страницы4°C T12 Sistemas MixtosEva CОценок пока нет
- Evaluación Diagnòstica Física 11 2023Документ2 страницыEvaluación Diagnòstica Física 11 2023TATIANA MARGARITA ROJAS AGAMEZОценок пока нет
- Estática I Sistema Tridimensional de Fuerza.Документ19 страницEstática I Sistema Tridimensional de Fuerza.Grecia CosmopolisОценок пока нет
- Clase 10 Dinámica III TorqueДокумент24 страницыClase 10 Dinámica III TorqueLyan Gonzalez100% (1)
- Equilibrio RotacionalДокумент30 страницEquilibrio RotacionalDANIEL VALERIOОценок пока нет
- Evaluación Diagnóstica de DinámicaДокумент2 страницыEvaluación Diagnóstica de DinámicaChampi RomanОценок пока нет
- Energía Cinética y PotencialДокумент12 страницEnergía Cinética y PotencialJuver HuaripataОценок пока нет
- Circuito Abierto PDFДокумент4 страницыCircuito Abierto PDFapolo_leninОценок пока нет
- Ejercicios Dinamica Rotacional 3Документ6 страницEjercicios Dinamica Rotacional 3reluq1Оценок пока нет
- Actividad 5Документ4 страницыActividad 5ElizabethReyesRiosОценок пока нет
- Ejercicios de Movimiento en Dos Dimensiones 202101Документ4 страницыEjercicios de Movimiento en Dos Dimensiones 202101Paulina Salas GalvánОценок пока нет
- La Banda de Möbius Es Una Superficie RegladaДокумент2 страницыLa Banda de Möbius Es Una Superficie RegladaEdson Hugo Rios QuiñonezОценок пока нет
- Ejercicios DinamicosДокумент3 страницыEjercicios DinamicosNelson AllaucaОценок пока нет
- Evaluacion Tecnología DIBUJO TECNICO 2020Документ3 страницыEvaluacion Tecnología DIBUJO TECNICO 2020Juan Pablo Moral FloresОценок пока нет
- Graficas Del MovimientoДокумент5 страницGraficas Del MovimientoAlex Huallpa IncaОценок пока нет
- Control de Lectura No. 4 - Revisión Del IntentoДокумент4 страницыControl de Lectura No. 4 - Revisión Del IntentoPaul MenciasОценок пока нет
- Capitulo III-Fuerza y Equilibrio-CEPREU-UPAO - Ppt.ppsДокумент45 страницCapitulo III-Fuerza y Equilibrio-CEPREU-UPAO - Ppt.ppsAnonymous tDTMhfОценок пока нет
- Fisica Taller TecsupДокумент9 страницFisica Taller TecsupErickChávezОценок пока нет
- FISICAelectivoДокумент119 страницFISICAelectivoalvaroecОценок пока нет
- Aplicacion Mezclas (EDO)Документ3 страницыAplicacion Mezclas (EDO)N Melissa A GarciaОценок пока нет
- Practica 12 Fisica 1 Cantidad de Movimiento LinealДокумент14 страницPractica 12 Fisica 1 Cantidad de Movimiento LinealJose AlonsoОценок пока нет
- Taller 2 Q1 2016-1Документ3 страницыTaller 2 Q1 2016-1Stiven AmadoОценок пока нет
- Actividad Repaso Encuentro Persecución GRAFICAS MRUVДокумент6 страницActividad Repaso Encuentro Persecución GRAFICAS MRUVCarlos TeránОценок пока нет
- EJERCICIO COMPARACION Diego CocaДокумент2 страницыEJERCICIO COMPARACION Diego CocaDiego CocaОценок пока нет
- Ensayo de TracciónДокумент8 страницEnsayo de TracciónLeonardo CuevaОценок пока нет
- HT 5-Ganalg - 1Документ2 страницыHT 5-Ganalg - 1sadat chavezОценок пока нет
- Magnitudes Escalares y VectorialesДокумент22 страницыMagnitudes Escalares y VectorialesAndrés OrtizОценок пока нет
- Practica5-Ondas Estacionarias VirtuallДокумент7 страницPractica5-Ondas Estacionarias VirtuallMichaell rivera hОценок пока нет
- Guia.1.trabajo Mecánico.11°Документ3 страницыGuia.1.trabajo Mecánico.11°monica suarezОценок пока нет
- Proyecto Funciones 2Документ5 страницProyecto Funciones 2Hulker HulkerОценок пока нет
- 03 Endurecimiento Por DispersiónДокумент24 страницы03 Endurecimiento Por DispersiónHEYDI SOLANGE HURTADO CALDERONОценок пока нет
- Experimento Cruz de MaltaДокумент2 страницыExperimento Cruz de Maltaseries24Оценок пока нет
- Induccion ElectromagneticaДокумент29 страницInduccion ElectromagneticaJimena GarciaОценок пока нет
- TrabajoДокумент9 страницTrabajoXiomara TorresОценок пока нет
- Examen de Introducción A La FisicaДокумент4 страницыExamen de Introducción A La FisicaMaryzza QuinterosОценок пока нет
- Evaluación de Transferencia de CalorДокумент3 страницыEvaluación de Transferencia de CalorKaren Nadxielli Ramirez Cabrera100% (1)
- Potencial Eléctrico y Trabajo EléctricoДокумент2 страницыPotencial Eléctrico y Trabajo Eléctricorufino sarmientoОценок пока нет
- 7.4 Integracion de Funciones Racionales Teoria y ProblemasДокумент25 страниц7.4 Integracion de Funciones Racionales Teoria y ProblemasAngel Arroyo CcochachiОценок пока нет
- Programa de Matemáticas Del Grado Noveno (9°) 2016 PDFДокумент3 страницыPrograma de Matemáticas Del Grado Noveno (9°) 2016 PDFJuan MogollonОценок пока нет
- Geometria Razones Trigonometricas Angulos Notables Sexto Grado 02 Al 04 de NoviembreДокумент12 страницGeometria Razones Trigonometricas Angulos Notables Sexto Grado 02 Al 04 de NoviembreGeraldine Yeny Tantachuco AriasОценок пока нет
- Problemario TrabajoДокумент3 страницыProblemario TrabajoBrando CadenasОценок пока нет
- FuerzasДокумент5 страницFuerzasBrenda BeltránОценок пока нет
- Cuadro Comparativo Entre Cinemática de Partículas y Cinética de Partículas - Rigel Didier López Wong Mecatrónica 3bДокумент8 страницCuadro Comparativo Entre Cinemática de Partículas y Cinética de Partículas - Rigel Didier López Wong Mecatrónica 3bRigelDidierLopezWong100% (1)
- Guía de Trabajo Física Grado 10° Dinámica (Fuerzas)Документ55 страницGuía de Trabajo Física Grado 10° Dinámica (Fuerzas)DIEGO FERNANDO BOTIAS RAMIREZОценок пока нет
- T1 EstaticaДокумент2 страницыT1 Estaticaemily milena acosta fasabiОценок пока нет
- Problemas Estatica MC Enero 18Документ37 страницProblemas Estatica MC Enero 18Adriana ReyesОценок пока нет
- Taller N°9Документ2 страницыTaller N°9Jorge SegoviaОценок пока нет
- Aplicación de Integrales en Ejercicios de Cinematica..Документ19 страницAplicación de Integrales en Ejercicios de Cinematica..Jorge NiñoОценок пока нет
- LABORATORIO VIRTUAL Factores Que Influyen en La Resistencia de Un ConductorДокумент14 страницLABORATORIO VIRTUAL Factores Que Influyen en La Resistencia de Un Conductorjhonatan arias0% (1)
- Uso Del Teorema de TalesДокумент7 страницUso Del Teorema de Talesjsq2009Оценок пока нет
- Introduccion A La MedicionДокумент7 страницIntroduccion A La MedicionsvimachxОценок пока нет
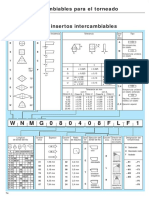
- Clasificación ISO de InsertosДокумент1 страницаClasificación ISO de InsertosCalvin ClaneОценок пока нет
- Guia 4 Torno CNCДокумент22 страницыGuia 4 Torno CNCEmmnuel MontañoОценок пока нет
- North: Katia, S.AДокумент5 страницNorth: Katia, S.AMargaritaAndradaОценок пока нет
- Naturaleza E Importancia de Los Centros de Trabajo: Procesos Industriales Area ManufacturaДокумент4 страницыNaturaleza E Importancia de Los Centros de Trabajo: Procesos Industriales Area ManufacturaCamila LopezОценок пока нет
- Revisión de Oficial Proyecto Harina de Quinua 1Документ177 страницRevisión de Oficial Proyecto Harina de Quinua 1andreita.12082019Оценок пока нет
- Remediacion de Suelos Contaminados Por HidrocarburosДокумент18 страницRemediacion de Suelos Contaminados Por HidrocarburosTefy SiñaОценок пока нет
- Cal Tipo EspecialДокумент7 страницCal Tipo EspecialEdward MéridaОценок пока нет
- Proyecto de Investigacion Del SilicioДокумент29 страницProyecto de Investigacion Del SilicioOrlando Chura TorresОценок пока нет
- Tuberias y Cajas 2021Документ41 страницаTuberias y Cajas 2021Jean Leon SatalayaОценок пока нет
- Procedure To Perform The Boiling Test EN12697-11Документ9 страницProcedure To Perform The Boiling Test EN12697-11RicardoОценок пока нет
- MANUAL DE BUENAS PRACTICAS DE MANUFACTURA - Docx FinalДокумент70 страницMANUAL DE BUENAS PRACTICAS DE MANUFACTURA - Docx Finaljohn D. SalazarОценок пока нет
- 01 Deformación T03 Laminación TFIIДокумент19 страниц01 Deformación T03 Laminación TFIIdesdentado30Оценок пока нет
- Libro BCP Curso Técnico 2006Документ71 страницаLibro BCP Curso Técnico 2006Fabio Diaz Castro100% (6)
- Optimizacion de La Cementacion para Zonas Depletadas Atraves Del Cemento LivianoДокумент52 страницыOptimizacion de La Cementacion para Zonas Depletadas Atraves Del Cemento LivianoModestoPacemaSemo100% (1)
- ER NiCrMo 3Документ1 страницаER NiCrMo 3Ariel Abrego GarciaОценок пока нет
- Sesion de La Tesis Aprendamos A ReciclarДокумент10 страницSesion de La Tesis Aprendamos A ReciclarCiro Lazaro AntunezОценок пока нет
- Desarrollo Histórico Del Proceso de ManufacturaДокумент5 страницDesarrollo Histórico Del Proceso de ManufacturaDiana GarciaОценок пока нет
- ForjaДокумент5 страницForjaSergio del MoralОценок пока нет
- AAM Albañilería Componentes y ConstrucciónДокумент36 страницAAM Albañilería Componentes y ConstrucciónANTHONY LUIS ZEVALLOS PORTILLOОценок пока нет
- 5 Tipos Más Comunes de Pruebas Destructivas para Soldadura - British Federal MexicoДокумент3 страницы5 Tipos Más Comunes de Pruebas Destructivas para Soldadura - British Federal MexicoJose Luis Valin RiveraОценок пока нет
- Soldadura - Seguridad IndustrialДокумент23 страницыSoldadura - Seguridad IndustrialDiegoAsquiОценок пока нет
- Concepto de Entalpía de Reacción EstándarДокумент9 страницConcepto de Entalpía de Reacción EstándarguiovanaОценок пока нет
- El Retorno de La Condicion Obrera RecupmataДокумент22 страницыEl Retorno de La Condicion Obrera Recupmatasilviavictoria645Оценок пока нет
- Trabajo Taller Evaluativo II CorteДокумент9 страницTrabajo Taller Evaluativo II Corteangela mariaОценок пока нет
- HT Mapelastic SmartДокумент6 страницHT Mapelastic SmartOscar AnicamaОценок пока нет
- Protocolo de Entrega - Escenario 3 - Grupo - 122Документ12 страницProtocolo de Entrega - Escenario 3 - Grupo - 122Karol PalenciaОценок пока нет
- 3M Instructivo para Empalmes Contraibles en Frio en Cables para Bombas SumergidasДокумент4 страницы3M Instructivo para Empalmes Contraibles en Frio en Cables para Bombas SumergidasClaudio Joaquin PérezОценок пока нет
- Mandos de Maquinas HidraulicasДокумент153 страницыMandos de Maquinas HidraulicasEyhandci Villena Grijalva100% (1)
- Equipos de Taller 2013 v.2Документ40 страницEquipos de Taller 2013 v.2tallercalafОценок пока нет
- Lum XUV 500 Refresh Euro6 2016 Es PDFДокумент260 страницLum XUV 500 Refresh Euro6 2016 Es PDFBrendalee PalmaОценок пока нет
- Madera, Materiales Cerámicos, Metales.Документ39 страницMadera, Materiales Cerámicos, Metales.mariaОценок пока нет
- Ejercicios Bloque 6 Carga FabrilДокумент9 страницEjercicios Bloque 6 Carga FabrilSOfiiz D LaUtherОценок пока нет
- Historia de La ManufacturaДокумент4 страницыHistoria de La ManufacturaTeam Bass PowerОценок пока нет