Вам также может понравиться
- BS 111 - Revision 6 - Final-01.05.2019 - 2Документ35 страницBS 111 - Revision 6 - Final-01.05.2019 - 2Vishnu Vandana33% (3)
- BS 128 R1 - Load Testing of Steel Girder Bridges 14 09 2021Документ13 страницBS 128 R1 - Load Testing of Steel Girder Bridges 14 09 2021thurram75% (4)
- BS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFДокумент23 страницыBS 111 Guidelines For Use of HSFG Bolts On Bridges Final PDFmahaveen100% (1)
- Fabrication Inspection of Bow String GirdersДокумент46 страницFabrication Inspection of Bow String GirdersHabib Ur Rahman100% (1)
- Guidelines For Installation, Inspection & Maintenance of Bridge BearingsДокумент45 страницGuidelines For Installation, Inspection & Maintenance of Bridge BearingsHabib Ur Rahman100% (2)
- Is 16651 - 2017Документ18 страницIs 16651 - 2017Sunny Rohilla100% (4)
- 2 - SANFIELD-Quality Manual For Elastomeric BearingsДокумент34 страницы2 - SANFIELD-Quality Manual For Elastomeric Bearingsghaghra bridge100% (5)
- Indian Railway Fabrication SpecificationДокумент51 страницаIndian Railway Fabrication Specificationghaghra bridge100% (9)
- BS 128 - Load Testing of Steel Girder Bridges PDFДокумент9 страницBS 128 - Load Testing of Steel Girder Bridges PDFSAURAV SRIVASTAVAОценок пока нет
- IRSM 39-2001 With Amendment 2016Документ39 страницIRSM 39-2001 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- IRC 83-4.2014 - Amendment No. 2 - Dec 2019 PDFДокумент4 страницыIRC 83-4.2014 - Amendment No. 2 - Dec 2019 PDFJayantОценок пока нет
- IRC Amendments - 2017 - 2020 PDFДокумент156 страницIRC Amendments - 2017 - 2020 PDFNilay Gandhi100% (1)
- IS 9417 - 2018 Welding of High Strength Steel Bars For Reinforced Concrete Construction - Recommendations (Second Revision)Документ17 страницIS 9417 - 2018 Welding of High Strength Steel Bars For Reinforced Concrete Construction - Recommendations (Second Revision)bala subramanyam100% (2)
- Concept of Camber and Method For Assembly of OwgsДокумент21 страницаConcept of Camber and Method For Assembly of OwgsARUN RAJ100% (3)
- Bs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Документ57 страницBs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Vvs RayuduОценок пока нет
- IRC 78 Part-2-2020Документ369 страницIRC 78 Part-2-2020Ashisa Ranjan Jena0% (1)
- Morth 2700 Wearing Coat and AppurtenancesДокумент7 страницMorth 2700 Wearing Coat and AppurtenancesRamesh100% (1)
- Amendment IRC-6 Oct 2019Документ5 страницAmendment IRC-6 Oct 2019Aayush Aggarwal0% (1)
- Temp ArrangementДокумент83 страницыTemp ArrangementShubam Mota100% (1)
- Is 14268 - 2022Документ16 страницIs 14268 - 2022Vijith Vijayan100% (1)
- IS 2911 Part 4 - 2013 PDFДокумент17 страницIS 2911 Part 4 - 2013 PDFAnshuman SinghОценок пока нет
- 1786 2012 New Ammendments PDFДокумент23 страницы1786 2012 New Ammendments PDFS RamakrishnaОценок пока нет
- Guidelines For Inspection & Maintenance of Bridge Bearings: BS-102 For Official Use OnlyДокумент11 страницGuidelines For Inspection & Maintenance of Bridge Bearings: BS-102 For Official Use OnlyAnirbanОценок пока нет
- RDSO Drawing ListДокумент42 страницыRDSO Drawing Listkaushik96040% (5)
- Is 13311 - 2Документ9 страницIs 13311 - 2Sravan KumarОценок пока нет
- Irs Welded Bridge CodeДокумент32 страницыIrs Welded Bridge Codeamawauce67% (3)
- HSFG BoltsДокумент36 страницHSFG BoltsSACHIN100% (4)
- IRS Concrete Bridge Code SummaryДокумент114 страницIRS Concrete Bridge Code Summaryankurshah1986100% (4)
- Amendment of IRC-SP-114-2019 - Aug 2019 PDFДокумент30 страницAmendment of IRC-SP-114-2019 - Aug 2019 PDFNilay Gandhi100% (2)
- List RDSO DrawingsДокумент52 страницыList RDSO Drawingsprasagnihotri75% (4)
- IRS 1997-Concrete-Bridge Code PDFДокумент137 страницIRS 1997-Concrete-Bridge Code PDFJoe Ps100% (3)
- BS 114 VER 2 IR RSI Ver 2 FinalДокумент57 страницBS 114 VER 2 IR RSI Ver 2 Finalselvam chidambaram100% (1)
- MoRTH Pile Section - 1100Документ23 страницыMoRTH Pile Section - 1100avisek_basu100% (1)
- Compendium For ROB by Indian RailwayДокумент184 страницыCompendium For ROB by Indian RailwayDPJAIN INFRASTRUCTUREОценок пока нет
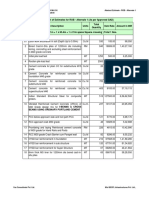
- RoB Cost Estimates For Alt - 1, 63m Bowstringer GirderДокумент10 страницRoB Cost Estimates For Alt - 1, 63m Bowstringer GirderHegdeVenugopal100% (1)
- Marth 1800 PrestressingДокумент17 страницMarth 1800 PrestressingRamesh100% (4)
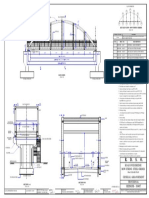
- 36m BowString PDFДокумент1 страница36m BowString PDFgoutammand100% (2)
- Irc 112.2020Документ256 страницIrc 112.2020jcmohinishenoy100% (2)
- Foundations explainedДокумент42 страницыFoundations explainedDilipKumarAkkaladevi0% (1)
- Format For Jack Efficiency TestДокумент1 страницаFormat For Jack Efficiency Test906rahul100% (1)
- Camber Measurement in Steel & PSC GirdersДокумент6 страницCamber Measurement in Steel & PSC GirdersRadha Krishnan100% (4)
- Is 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4MДокумент3 страницыIs 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4Mvasudeo_ee0% (1)
- Morth 3100 Reinforce EarthДокумент5 страницMorth 3100 Reinforce EarthRamesh67% (3)
- Is 13311 - 2 Ra 2018Документ9 страницIs 13311 - 2 Ra 2018fareeda67% (3)
- Staging System (Cribs)Документ5 страницStaging System (Cribs)Surya Gowtham100% (4)
- Indian Railways Unified Standard Schedule of Rates Analysis of Rates 2019Документ878 страницIndian Railways Unified Standard Schedule of Rates Analysis of Rates 2019Joy Das Mahapatra75% (4)
- 456 - Ammendment No. 3 Aug07Документ3 страницы456 - Ammendment No. 3 Aug07Ravi Singh0% (1)
- IRC 24-2010 Ammendment (Nov-17)Документ3 страницыIRC 24-2010 Ammendment (Nov-17)avisek_basuОценок пока нет
- Morth 2900 Pipe CulvertsДокумент5 страницMorth 2900 Pipe CulvertsRamesh100% (3)
- IRC78-2014 B-3 Appendix-9 Bi-Axial Load Testing of Piles - Draft 27-10-2017 PDFДокумент22 страницыIRC78-2014 B-3 Appendix-9 Bi-Axial Load Testing of Piles - Draft 27-10-2017 PDFHemant YesajiОценок пока нет
- GRANULAR SUB-BASE & BASE COURSE GRADING TABLESДокумент7 страницGRANULAR SUB-BASE & BASE COURSE GRADING TABLESBilal A Barbhuiya100% (1)
- Load Test For 17.136m span-ROB PDFДокумент9 страницLoad Test For 17.136m span-ROB PDFbrajeshОценок пока нет
- Guidelines For Composite Construction and Shear ConnectorsДокумент25 страницGuidelines For Composite Construction and Shear Connectorsradhakrishnang100% (1)
- Experimental Study of Concrete Filled Tubular Short ColumnsДокумент7 страницExperimental Study of Concrete Filled Tubular Short ColumnsAnonymous kw8Yrp0R5r100% (1)
- Composite Structure (31-38)Документ48 страницComposite Structure (31-38)Badri DadiОценок пока нет
- Chapter 4 STEEL-CONCRETE COMPOSITE TRUSS BRIDGEДокумент34 страницыChapter 4 STEEL-CONCRETE COMPOSITE TRUSS BRIDGEanhoangbacОценок пока нет
- Group #2 Members: 1. Kenneth Banaez 2. Aljun Bechaida 3. Habel D. MacasiДокумент47 страницGroup #2 Members: 1. Kenneth Banaez 2. Aljun Bechaida 3. Habel D. MacasiPeter Adrian NgoОценок пока нет
- RCC 1 PDFДокумент8 страницRCC 1 PDFNgọc TuyênОценок пока нет
- Irjet V4i2350 171121070636 PDFДокумент6 страницIrjet V4i2350 171121070636 PDFachmad yakusaОценок пока нет
- Study of Seismic and Wind Effect On Multi Storey R.C.C. Steel and Composite BuildingДокумент6 страницStudy of Seismic and Wind Effect On Multi Storey R.C.C. Steel and Composite BuildingAkshay DobleОценок пока нет
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Документ5 страницPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghОценок пока нет
- RURAL@Retail Fuel Station - Rural Model - V2.0Документ7 страницRURAL@Retail Fuel Station - Rural Model - V2.0erharsinghОценок пока нет
- URBAN@Retail Fuel Station - Urban Model - V3.0Документ8 страницURBAN@Retail Fuel Station - Urban Model - V3.0erharsinghОценок пока нет
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsДокумент24 страницыPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishОценок пока нет
- ds07 Bridges PDFДокумент16 страницds07 Bridges PDFerharsinghОценок пока нет
- Brochure 2019 HEДокумент12 страницBrochure 2019 HEerharsinghОценок пока нет
- Graco Bluelink TechnologyДокумент2 страницыGraco Bluelink TechnologyerharsinghОценок пока нет
- Painting DFT Rules-SSPC-PA-2Документ16 страницPainting DFT Rules-SSPC-PA-2Michael AlbuquerqueОценок пока нет
- AZZ1-36503 Metalizing Inserts and Facts - V2Документ2 страницыAZZ1-36503 Metalizing Inserts and Facts - V2erharsinghОценок пока нет
- Disclosure To Promote The Right To InformationДокумент15 страницDisclosure To Promote The Right To InformationPachyiappanОценок пока нет
- North West Rail Link Castle Hill Station Structure PlanДокумент32 страницыNorth West Rail Link Castle Hill Station Structure PlanerharsinghОценок пока нет
- Way Finding Signage TypesДокумент3 страницыWay Finding Signage TypeserharsinghОценок пока нет
- Hand Power ToolsДокумент35 страницHand Power ToolserharsinghОценок пока нет
- Paint Defects 1: (1) Cratering (2) Dust (Nibs) (3) Orange Peel (4) Sagging (5) Poor OpacityДокумент17 страницPaint Defects 1: (1) Cratering (2) Dust (Nibs) (3) Orange Peel (4) Sagging (5) Poor Opacityerharsingh100% (1)
- 04 GD&T IntroTutorialДокумент73 страницы04 GD&T IntroTutorialrust_02Оценок пока нет
- Preloaded Bolt Assemblies: Steel Industry Guidance NotesДокумент2 страницыPreloaded Bolt Assemblies: Steel Industry Guidance NotesaikalessОценок пока нет
- Horizontal Sheet Storage PDFДокумент1 страницаHorizontal Sheet Storage PDFerharsinghОценок пока нет
- Welding Symbols GuideДокумент17 страницWelding Symbols GuideZeeshan AnwarОценок пока нет
- WeldingДокумент17 страницWeldingerharsinghОценок пока нет
- Regulation of Wood Packaging Material in International Trade ISPM 15Документ22 страницыRegulation of Wood Packaging Material in International Trade ISPM 15erharsinghОценок пока нет
- Flammables and Combustible LiquidsДокумент23 страницыFlammables and Combustible LiquidserharsinghОценок пока нет
- USU SIGNAGE STANDARDSДокумент103 страницыUSU SIGNAGE STANDARDSerharsingh100% (1)
- CranesДокумент38 страницCranesSafetyboss100% (12)
- Welding Symbols GuideДокумент17 страницWelding Symbols GuideZeeshan AnwarОценок пока нет
- Design Guide for Signs in Wellington CityДокумент11 страницDesign Guide for Signs in Wellington CityerharsinghОценок пока нет
- Bullivants Fabricated HandbookДокумент80 страницBullivants Fabricated HandbookMarco ViniciusОценок пока нет
- Sheet Storage Solution Sheet Storage Solution: Deep Blue Deep OrangeДокумент1 страницаSheet Storage Solution Sheet Storage Solution: Deep Blue Deep OrangeerharsinghОценок пока нет
- Phased Array Ulatrasonic IntroductionДокумент31 страницаPhased Array Ulatrasonic Introductionerharsingh100% (1)
- Phased Array UlatrasonicДокумент12 страницPhased Array Ulatrasonicerharsingh100% (1)
- Reflection Paper About Educational Administration (Ivy M. Peralta)Документ1 страницаReflection Paper About Educational Administration (Ivy M. Peralta)Ivy peraltaОценок пока нет
- Mechanical Properties of Rna NanowiresДокумент4 страницыMechanical Properties of Rna NanowiresIJAR JOURNALОценок пока нет
- Wa0000.Документ6 страницWa0000.Sanuri YasaraОценок пока нет
- MSS Command ReferenceДокумент7 страницMSS Command Referencepaola tixeОценок пока нет
- Guidance On The Design Assessment and Strengthening of Masonry Parapets On Highway StructuresДокумент93 страницыGuidance On The Design Assessment and Strengthening of Masonry Parapets On Highway Structuresalan_jalil9365Оценок пока нет
- Form 2 Physics HandbookДокумент90 страницForm 2 Physics Handbookmosomifred29Оценок пока нет
- Pavement Design and Maintenance: Asset Management Guidance For Footways and Cycle RoutesДокумент60 страницPavement Design and Maintenance: Asset Management Guidance For Footways and Cycle RoutesGaneshmohiteОценок пока нет
- Dellal ISMJ 2010 Physical and TechnicalДокумент13 страницDellal ISMJ 2010 Physical and TechnicalagustinbuscagliaОценок пока нет
- Metamorphic differentiation explainedДокумент2 страницыMetamorphic differentiation explainedDanis Khan100% (1)
- India MedTech 23 CompendiumДокумент326 страницIndia MedTech 23 Compendiumudiptya_papai2007Оценок пока нет
- A LITTLE CHEMISTRY Chapter 2-1 and 2-2Документ5 страницA LITTLE CHEMISTRY Chapter 2-1 and 2-2Lexi MasseyОценок пока нет
- Agriculture DisciplineДокумент3 страницыAgriculture DisciplineUmair FaheemОценок пока нет
- DCIT 21 & ITECH 50 (John Zedrick Iglesia)Документ3 страницыDCIT 21 & ITECH 50 (John Zedrick Iglesia)Zed Deguzman100% (1)
- 27 of The Best Ever Sex Positions To Play DirtyДокумент1 страница27 of The Best Ever Sex Positions To Play DirtyFrankie CulbertsonОценок пока нет
- GE Oil & Gas Emails Discuss Earthing Cable SpecificationsДокумент6 страницGE Oil & Gas Emails Discuss Earthing Cable Specificationsvinsensius rasaОценок пока нет
- Verify File Integrity with MD5 ChecksumДокумент4 страницыVerify File Integrity with MD5 ChecksumSandra GilbertОценок пока нет
- Committees of UWSLДокумент10 страницCommittees of UWSLVanshika ChoudharyОценок пока нет
- 4045CA550 PowerTech PSS 4 5L Atlas Copco OEM Engine Stage V IntroductionДокумент9 страниц4045CA550 PowerTech PSS 4 5L Atlas Copco OEM Engine Stage V IntroductionSolomonОценок пока нет
- Study Guide For Kawabata's "Of Birds and Beasts"Документ3 страницыStudy Guide For Kawabata's "Of Birds and Beasts"BeholdmyswarthyfaceОценок пока нет
- Sociology Viva NotesДокумент4 страницыSociology Viva NotesTaniaОценок пока нет
- CHAPTER 7development StrategiesДокумент29 страницCHAPTER 7development StrategiesOngHongTeckОценок пока нет
- Lesson 4 - Learning AssessmentДокумент2 страницыLesson 4 - Learning AssessmentBane LazoОценок пока нет
- Testing ReadingДокумент11 страницTesting ReadingJoan Herbosa100% (1)
- Classroom Management StrategiesДокумент19 страницClassroom Management Strategiesalmors0% (1)
- Retool Your Linux Skills For Commercial UNIXДокумент19 страницRetool Your Linux Skills For Commercial UNIXPauloОценок пока нет
- Reviews On IC R 20Документ5 страницReviews On IC R 20javie_65Оценок пока нет
- Bachelor's in Logistics and Supply Chain ManagementДокумент2 страницыBachelor's in Logistics and Supply Chain ManagementKarunia 1414Оценок пока нет
- Recombinant Protein Production in E.coliДокумент23 страницыRecombinant Protein Production in E.coliSanjay KumarОценок пока нет
- Mario Resume (Updated)Документ2 страницыMario Resume (Updated)frontnisОценок пока нет
- CLASS PROPHECY 2018-2019: Edmarie C. AmbrosДокумент2 страницыCLASS PROPHECY 2018-2019: Edmarie C. AmbrosMarilou SolisОценок пока нет