Вам также может понравиться
- McCormick MC135 Power6 Tractor Operator Manual PDFДокумент15 страницMcCormick MC135 Power6 Tractor Operator Manual PDFfjjsjekdmme0% (1)
- McCormick MC135 Power6 Tractor Operator Manual PDFДокумент15 страницMcCormick MC135 Power6 Tractor Operator Manual PDFfjjsjekdmme0% (1)
- McCormick MC135 Power6 Tractor Operator Manual PDFДокумент15 страницMcCormick MC135 Power6 Tractor Operator Manual PDFfjjsjekdmme0% (1)
- McCormick MC135 Power6 Tractor Operator Manual PDFДокумент15 страницMcCormick MC135 Power6 Tractor Operator Manual PDFfjjsjekdmme0% (1)
- McCormick MC135 Power6 Tractor Operator Manual PDFДокумент15 страницMcCormick MC135 Power6 Tractor Operator Manual PDFfjjsjekdmme0% (1)
- Internship ReportДокумент28 страницInternship ReportSobia Jamil100% (3)
- McCormick XTX145 Tractor Operator Manual PDFДокумент16 страницMcCormick XTX145 Tractor Operator Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO DD112HF ASPHALT COMPACTOR Service Repair Manual PDFДокумент15 страницVOLVO DD112HF ASPHALT COMPACTOR Service Repair Manual PDFfjjsjekdmme100% (1)
- McCormick XTX145 Tractor Operator Manual PDFДокумент16 страницMcCormick XTX145 Tractor Operator Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO EC390 EXCAVATOR Service Repair Manual PDFДокумент18 страницVOLVO EC390 EXCAVATOR Service Repair Manual PDFfjjsjekdmme0% (1)
- VOLVO SD110 SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент18 страницVOLVO SD110 SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme75% (4)
- VOLVO SD70D SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент15 страницVOLVO SD70D SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme0% (1)
- TD-25M Extra: Engine CoolingДокумент7 страницTD-25M Extra: Engine CoolingJoshwa SimamoraОценок пока нет
- Fig 1. 331/47239 - Issue 1: V2 C2 CC/rev CC/revДокумент1 страницаFig 1. 331/47239 - Issue 1: V2 C2 CC/rev CC/revNikОценок пока нет
- 272c HidraulioДокумент4 страницы272c Hidraulioarmando vara chavez100% (1)
- Steering and hydraulic system checksДокумент14 страницSteering and hydraulic system checksSameh Mohamed100% (1)
- D5N Track-Type Tractor Hydraulic System Caterpillar: UsageДокумент6 страницD5N Track-Type Tractor Hydraulic System Caterpillar: UsageMohamed WahiebОценок пока нет
- VOLVO EC360C HR EC360CHR EXCAVATOR Service Repair Manual PDFДокумент19 страницVOLVO EC360C HR EC360CHR EXCAVATOR Service Repair Manual PDFfjjsjekdmme0% (1)
- VOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент15 страницVOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme100% (1)
- Required Manuals and Documentation: Honda Certified Used Cars 150 Point Inspection ChecklistДокумент2 страницыRequired Manuals and Documentation: Honda Certified Used Cars 150 Point Inspection ChecklistKaiser Shaikh100% (2)
- ZF 6HP21 ZF 6HP21X 6 SPEED RWD (Full Electronic Control) : BMW Code 1071 030 XXX BMW Code 1071 050 XXXДокумент6 страницZF 6HP21 ZF 6HP21X 6 SPEED RWD (Full Electronic Control) : BMW Code 1071 030 XXX BMW Code 1071 050 XXXToks Vilmantas100% (1)
- 938F Wheel Loader Transmission Systems OverviewДокумент23 страницы938F Wheel Loader Transmission Systems OverviewYudi setiawanОценок пока нет
- D155AX-5 Chapter 6 Hydraulic Fan CircuitДокумент12 страницD155AX-5 Chapter 6 Hydraulic Fan Circuithaimay118Оценок пока нет
- PDR PartsДокумент25 страницPDR PartsAbabsa KomatsuОценок пока нет
- Adjust Stand by PressДокумент5 страницAdjust Stand by PressKatarina KananiОценок пока нет
- WA80 WA100M 7 Operation ManualДокумент304 страницыWA80 WA100M 7 Operation Manualandres sanchez100% (1)
- 7 Hydraulic System, Digging, Handling, Grading Equipment, Misc Equipment-1 PDFДокумент561 страница7 Hydraulic System, Digging, Handling, Grading Equipment, Misc Equipment-1 PDFMichael Pearson BungcarasОценок пока нет
- Component Location 11Документ2 страницыComponent Location 11Smolovic Srdjan100% (1)
- Ef3602 9Документ2 страницыEf3602 9AwanОценок пока нет
- Volvo A40G Wiring Diagram WD207Документ3 страницыVolvo A40G Wiring Diagram WD207EDI HARTANTOОценок пока нет
- Ceck Main Presure & Lubricating Presure PDFДокумент4 страницыCeck Main Presure & Lubricating Presure PDFsigit prihantoОценок пока нет
- Dynapac CA 250 Operation: Box 504, SE-371 23 Karlskrona, Sweden Phone: +46 455 30 60 00, Fax: +46 455 30 60 30Документ28 страницDynapac CA 250 Operation: Box 504, SE-371 23 Karlskrona, Sweden Phone: +46 455 30 60 00, Fax: +46 455 30 60 30ErmiasОценок пока нет
- Aa10vg Rexroth PDFДокумент44 страницыAa10vg Rexroth PDFJonathan GiraldoОценок пока нет
- AlternatorДокумент2 страницыAlternatorMrAlbert2009Оценок пока нет
- Cooling Fan Motor, Charge Air Cooler, Checking/adjusting High RPMДокумент6 страницCooling Fan Motor, Charge Air Cooler, Checking/adjusting High RPMAli KuncoroОценок пока нет
- Pruebas y Ajustes Servo 14GДокумент15 страницPruebas y Ajustes Servo 14Gyeison100% (1)
- Información del sistema de frenos hidráulicoДокумент4 страницыInformación del sistema de frenos hidráulicoKenner MendezОценок пока нет
- Adjust Valves on Volvo L60FДокумент6 страницAdjust Valves on Volvo L60FAparecidaMarquesОценок пока нет
- A40g Dif Lock ManualДокумент4 страницыA40g Dif Lock ManualgОценок пока нет
- TD25M Crawler Dozer Diagnostic Data and Service PartsДокумент2 страницыTD25M Crawler Dozer Diagnostic Data and Service PartsDraganОценок пока нет
- Volvo L150 F, L180 F, L220 F BrochureДокумент36 страницVolvo L150 F, L180 F, L220 F Brochuresixin93551Оценок пока нет
- PM Parts For Dp30hs ForkliftДокумент1 страницаPM Parts For Dp30hs Forkliftclyde justine cayabanОценок пока нет
- TAD1641VEДокумент495 страницTAD1641VEtomasОценок пока нет
- Service Training Malaga 345C/365C/385C Hydraulic Excavators: Francis Apr 05Документ5 страницService Training Malaga 345C/365C/385C Hydraulic Excavators: Francis Apr 05Milorad Zelenovic100% (1)
- 6.hydraulic Pressure SpesificationДокумент3 страницы6.hydraulic Pressure SpesificationTLK ChannelОценок пока нет
- Sebh539010 S PC750-6 PPДокумент15 страницSebh539010 S PC750-6 PPmax100% (1)
- Generator Safety and Operation ManualДокумент78 страницGenerator Safety and Operation Manualcbeckdorf100% (1)
- CONTENTS Hyundai Excavator R55 9 Service 414pagesДокумент14 страницCONTENTS Hyundai Excavator R55 9 Service 414pagesJagmohan VydjaiОценок пока нет
- L150G Volvo transmission specificationsДокумент2 страницыL150G Volvo transmission specificationsHendry PardedeОценок пока нет
- Full Air Brake SystemДокумент81 страницаFull Air Brake SystemMuhamad RifkyОценок пока нет
- s125 - Manual de ServicioДокумент298 страницs125 - Manual de ServicioChristian Andy H. Chavez100% (1)
- Hydraulic Excavator R 906 Classic / R 916 Classic / R 926 ClassicДокумент6 страницHydraulic Excavator R 906 Classic / R 916 Classic / R 926 ClassicRiza DS100% (1)
- Pump UnitДокумент5 страницPump UnitAli ZerifiОценок пока нет
- Electronic Control Module 326DДокумент4 страницыElectronic Control Module 326DBaron KasoziОценок пока нет
- Important Information: Testing and AdjustingДокумент16 страницImportant Information: Testing and AdjustingDeyvi Cconocuyca Huallparimachi100% (1)
- General, Description Complate MachineДокумент2 страницыGeneral, Description Complate MachineMrAlbert2009Оценок пока нет
- Steering system descriptionДокумент81 страницаSteering system descriptionDaniel NavasОценок пока нет
- Operator Training16-35Документ21 страницаOperator Training16-35ODM rachmanzОценок пока нет
- 5 Brake PDFДокумент41 страница5 Brake PDFRobinson Espinosa100% (1)
- TT216E-00 CircitДокумент412 страницTT216E-00 Circitthuan100% (1)
- Salient Features:: Crawler DozerДокумент4 страницыSalient Features:: Crawler DozerSAFE EARTHMOVERSОценок пока нет
- SE3803 service info for measuring rear frame inclinationДокумент2 страницыSE3803 service info for measuring rear frame inclinationAli KuncoroОценок пока нет
- Liftlux Diesel TrainingДокумент77 страницLiftlux Diesel TrainingIvaylo Petkov100% (1)
- PC2000-8 Shop ManualДокумент1 348 страницPC2000-8 Shop ManualPeetОценок пока нет
- d7d Engine Shop Manual For Ec290amp240Документ93 страницыd7d Engine Shop Manual For Ec290amp240roccosoze78Оценок пока нет
- Wiring Diagram A15Документ2 страницыWiring Diagram A15vitor santosОценок пока нет
- Wa470 5 PDFДокумент12 страницWa470 5 PDFDino Oporto PrudencioОценок пока нет
- Belt Inspect Adjust Replace PDFДокумент4 страницыBelt Inspect Adjust Replace PDFnay hlaing SoeОценок пока нет
- Brake Wear 777Документ7 страницBrake Wear 777Kusuma JayaОценок пока нет
- D155ax-6 Sebm038800 PDFДокумент15 страницD155ax-6 Sebm038800 PDFM. Arpani Yoga PranataОценок пока нет
- Wa320 5Документ12 страницWa320 5Ahmet100% (3)
- Solenoid Valves: Systems OperationДокумент6 страницSolenoid Valves: Systems OperationMbahdiro KolenxОценок пока нет
- EH750-3 Hitachi Euclid Rigid Hauler Hydraulic Training 5th PartДокумент26 страницEH750-3 Hitachi Euclid Rigid Hauler Hydraulic Training 5th Partthan zaw win100% (1)
- VOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент20 страницVOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- 8Документ33 страницы8brunosamaeianОценок пока нет
- John Deere 4435, 4435 Hydro Combines Service Repair Manual PDFДокумент18 страницJohn Deere 4435, 4435 Hydro Combines Service Repair Manual PDFfjjsjekdmme100% (2)
- John Deere 4425 Combine Service Repair Manual PDFДокумент17 страницJohn Deere 4425 Combine Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFДокумент17 страницKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)
- McCormick ZTX230 Tractor Operator's Manual PDFДокумент17 страницMcCormick ZTX230 Tractor Operator's Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO EC150 LC EC150LC EXCAVATOR Service Repair Manual PDFДокумент15 страницVOLVO EC150 LC EC150LC EXCAVATOR Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO EC220D NL EC220DNL EXCAVATOR Service Repair Manual PDFДокумент22 страницыVOLVO EC220D NL EC220DNL EXCAVATOR Service Repair Manual PDFfjjsjekdmme100% (1)
- VOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFДокумент18 страницVOLVO EC235C LD EC235CLD EXCAVATOR Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFДокумент21 страницаVOLVO EC235C NL EC235CNL EXCAVATOR Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO SD77F SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент17 страницVOLVO SD77F SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO EC700B HR EC700BHR EXCAVATOR Service Repair Manual PDFДокумент17 страницVOLVO EC700B HR EC700BHR EXCAVATOR Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO SD116DX SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент18 страницVOLVO SD116DX SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- VOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFДокумент20 страницVOLVO SD116F SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmmeОценок пока нет
- GT3 Cup Technical HandbookДокумент83 страницыGT3 Cup Technical HandbookDVM97Оценок пока нет
- Load KenpaveДокумент1 страницаLoad KenpaveFernando Vaca OrtisОценок пока нет
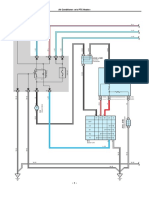
- Air Conditioner : J18 (A), J19 (B)Документ5 страницAir Conditioner : J18 (A), J19 (B)JOSEОценок пока нет
- Car Comparison Project 2Документ6 страницCar Comparison Project 2api-534846010Оценок пока нет
- HANGZHOU AUTOMOTIVE LIFT QUOTATIONДокумент10 страницHANGZHOU AUTOMOTIVE LIFT QUOTATIONOscar Daniel PorrasОценок пока нет
- F380A420AXP.24 S.N. 0037Документ72 страницыF380A420AXP.24 S.N. 0037ניקולאי איןОценок пока нет
- Maintenance Handbook: Handbook Electric Chain HoistДокумент8 страницMaintenance Handbook: Handbook Electric Chain Hoistcarlosnina25Оценок пока нет
- 797F Product Bulletin - TEJB9521Документ24 страницы797F Product Bulletin - TEJB9521Christian MontesОценок пока нет
- Warranty Administration: Service BulletinДокумент5 страницWarranty Administration: Service BulletinfghdОценок пока нет
- Timing Belt: Service and Repair Timing Belt Removal and InstallationДокумент4 страницыTiming Belt: Service and Repair Timing Belt Removal and InstallationJosé Carlos da silvaОценок пока нет
- UCE Service ManualДокумент220 страницUCE Service ManualAmitabhSaxena100% (1)
- EC120 500H Checks (MSM 05-22-00-6)Документ6 страницEC120 500H Checks (MSM 05-22-00-6)Latest RumorОценок пока нет
- Automotive: Technical Data SheetДокумент2 страницыAutomotive: Technical Data SheetRPM28XIОценок пока нет
- Marland ClutchДокумент2 страницыMarland ClutchHKC EQUIPEMENTSОценок пока нет
- Engineering and Capital Goods: January 2018Документ50 страницEngineering and Capital Goods: January 2018Ankush Soni KatailihaОценок пока нет
- Hydraulic Garage Jack: Operating Instructions & Parts ManualДокумент3 страницыHydraulic Garage Jack: Operating Instructions & Parts ManualALDON2Оценок пока нет
- Car Database PDFДокумент6 страницCar Database PDFashuОценок пока нет
- Srs Airbag Control System: SectionДокумент121 страницаSrs Airbag Control System: SectionhaiderОценок пока нет
- Yamatake Actuator 1Документ12 страницYamatake Actuator 1Carlos UchôaОценок пока нет
- Assignment #1Документ6 страницAssignment #1Deniz GüneşОценок пока нет
- Ma en-GBДокумент20 страницMa en-GBPatrik AlfredssonОценок пока нет
- DEH-1250MPG DEH-1250MP: Owner's Manual Manual de Instrucciones Manual Do ProprietárioДокумент80 страницDEH-1250MPG DEH-1250MP: Owner's Manual Manual de Instrucciones Manual Do ProprietárioMoezz Asif Research Associate-Faculty of Avionics EngineeringОценок пока нет
- Merlo Turbofarmer Modular Tf30 9 To Tf65 9 Service Manuals deДокумент30 страницMerlo Turbofarmer Modular Tf30 9 To Tf65 9 Service Manuals derickywilliams080102sxg99% (102)
- AUTOMOBILE ENGINEERING UNIT 3 - Braking Systems OverviewДокумент126 страницAUTOMOBILE ENGINEERING UNIT 3 - Braking Systems OverviewShubham GuptaОценок пока нет
- BARRACUDA 40 K BC-H9-C - ManualДокумент2 страницыBARRACUDA 40 K BC-H9-C - ManualLuiz PauloОценок пока нет
- FG Wilson p13.5-6 - GBДокумент4 страницыFG Wilson p13.5-6 - GBreacerxОценок пока нет
- D6R Ii Caterpillar Dozer Systems OperationДокумент7 страницD6R Ii Caterpillar Dozer Systems OperationBaron KasoziОценок пока нет