Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Embedded Systems Raj Kamal Note Chap2Документ19 страницEmbedded Systems Raj Kamal Note Chap2amsree07Оценок пока нет
- VDR Manual (Kotel) PDFДокумент101 страницаVDR Manual (Kotel) PDFPrinceBabuОценок пока нет
- PIC18F458PPTДокумент58 страницPIC18F458PPTdgkanade72Оценок пока нет
- Ett Catalog 2013 EnglishДокумент101 страницаEtt Catalog 2013 EnglishDev Iker100% (2)
- Unit-1 MPMCДокумент40 страницUnit-1 MPMCgunda manasaОценок пока нет
- Gujarat Technological UniversityДокумент2 страницыGujarat Technological UniversityRutu ThakkarОценок пока нет
- ACER Model 7299sl SvcManДокумент80 страницACER Model 7299sl SvcManAvr Electronica ChileОценок пока нет
- The Development of Robot Arm With Smartphone Control Using ArduinoДокумент8 страницThe Development of Robot Arm With Smartphone Control Using Arduinodavid frybergОценок пока нет
- Design of Electronic Stethoscope and Heart Rate Monitor For Remote Area ApplicationДокумент4 страницыDesign of Electronic Stethoscope and Heart Rate Monitor For Remote Area Applicationami oreverОценок пока нет
- AVR and C Programming FinalДокумент58 страницAVR and C Programming Finalzbhp zОценок пока нет
- Zigbee Based A Wireless Surveillance and Safety System For Mine Workers Based On ZigbeeДокумент5 страницZigbee Based A Wireless Surveillance and Safety System For Mine Workers Based On Zigbeechaitu3996Оценок пока нет
- A Wireless Infrastructure For Emergency Medical CareДокумент3 страницыA Wireless Infrastructure For Emergency Medical CareEditor IJRITCCОценок пока нет
- Service Manual: DVD RecieverДокумент28 страницService Manual: DVD RecieverclazarОценок пока нет
- Project 19 ReportДокумент53 страницыProject 19 ReportHUGO FERNEY RODRIGUEZ MUÑETONОценок пока нет
- Project Report - PIDДокумент45 страницProject Report - PIDRohit Khajuria0% (1)
- GSM Based Garbage Monitoring SystemДокумент6 страницGSM Based Garbage Monitoring SystemIJRASETPublications100% (1)
- Microprocessor Systems: Asst - Prof.Dr. Haldun SarnelДокумент82 страницыMicroprocessor Systems: Asst - Prof.Dr. Haldun SarnelEnesVSОценок пока нет
- 2014185 - Trần Vĩnh PhúcДокумент44 страницы2014185 - Trần Vĩnh PhúcogshdeptraiОценок пока нет
- Crystal Resonator and OscillatorДокумент4 страницыCrystal Resonator and OscillatorSatish MoorthyОценок пока нет
- MCZ CMK 5 - MFC ModelДокумент2 страницыMCZ CMK 5 - MFC ModelAbdul RasheedОценок пока нет
- Atmega16 Data Sheet PDFДокумент319 страницAtmega16 Data Sheet PDFEduardo PasochoaОценок пока нет
- St7263Bdx St7263Bhx St7263Bkx St7263BeДокумент145 страницSt7263Bdx St7263Bhx St7263Bkx St7263BeMarta_d_eОценок пока нет
- Sistim Minimum Dan Downloader at 89S52Документ6 страницSistim Minimum Dan Downloader at 89S52Syamsumardi GustiОценок пока нет
- Lab Plcomron Pcl1Документ8 страницLab Plcomron Pcl1Mohd FazliОценок пока нет
- Applsci 08 01320 v2Документ23 страницыApplsci 08 01320 v2Amit JainОценок пока нет
- FM774 1Документ24 страницыFM774 1scribd2002Оценок пока нет
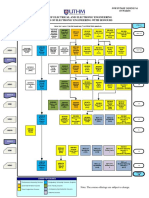
- Faculty of Electrical and Electronic Engineering Bachelor of Electronic Engineering With HonoursДокумент6 страницFaculty of Electrical and Electronic Engineering Bachelor of Electronic Engineering With HonoursSyarfa ZahirahОценок пока нет
- Adi Smart Wearable Healthcare Device SolutionsДокумент8 страницAdi Smart Wearable Healthcare Device SolutionsBiswajit PaulОценок пока нет
- Operation Manual Afms 3000 PDFДокумент44 страницыOperation Manual Afms 3000 PDFsolomonienОценок пока нет
- 01 Mik EngДокумент34 страницы01 Mik EngrbokisОценок пока нет