Вам также может понравиться
- Guide to Shell and Tube Heat Exchangers Layout and DesignДокумент23 страницыGuide to Shell and Tube Heat Exchangers Layout and DesignMurugan VeluОценок пока нет
- Shell and Tube Ref - AnandДокумент6 страницShell and Tube Ref - Anand7761430Оценок пока нет
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourДокумент64 страницыAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarОценок пока нет
- Typical Exchanger & Reboiler Piping-BNДокумент12 страницTypical Exchanger & Reboiler Piping-BNManan100% (2)
- Heat ExchangerДокумент6 страницHeat ExchangeralokbdasОценок пока нет
- What Are The Types of Heat ExchangersДокумент9 страницWhat Are The Types of Heat Exchangersjr gajelesОценок пока нет
- Heat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesДокумент8 страницHeat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesAravind MuthiahОценок пока нет
- Forced Air Cooled Transformer GuideДокумент12 страницForced Air Cooled Transformer GuideRizal BachtiarОценок пока нет
- ProjectДокумент24 страницыProjectSantosh Kumar HottaОценок пока нет
- Introduction to Shell and Tube Heat ExchangersДокумент11 страницIntroduction to Shell and Tube Heat ExchangersHashem HomadyОценок пока нет
- Heat Exchangers, Strainers and SeperatorsДокумент12 страницHeat Exchangers, Strainers and SeperatorsJaveed A. Khan100% (1)
- Shell-and-Tube Heat Exchanger: Pick The Right Side: Allocating Fluids in A Tubular Exchanger Demands CareДокумент4 страницыShell-and-Tube Heat Exchanger: Pick The Right Side: Allocating Fluids in A Tubular Exchanger Demands CareOvaisОценок пока нет
- Heat Exchanger Piping DesignДокумент24 страницыHeat Exchanger Piping DesignManan100% (2)
- Basic Construction of Shell & Tube Heat ExchangersДокумент12 страницBasic Construction of Shell & Tube Heat ExchangerslatshareОценок пока нет
- Shell and Tube Heat ExchangersДокумент10 страницShell and Tube Heat ExchangersA KhapreОценок пока нет
- Document 1Документ4 страницыDocument 1SAMARTHОценок пока нет
- Designing Spiral Heat ExchangerДокумент10 страницDesigning Spiral Heat Exchangerak100% (5)
- Part.a.classification of Heat ExchangersДокумент11 страницPart.a.classification of Heat ExchangersAhmed GadОценок пока нет
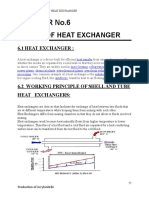
- Chapter No.6: Design of Heat ExchangerДокумент35 страницChapter No.6: Design of Heat ExchangerGlacier RamkissoonОценок пока нет
- Design Practices-ReboilerДокумент7 страницDesign Practices-Reboileragarwalashwin32100% (1)
- Presentation For Shell & Tub Heat ExchangerДокумент33 страницыPresentation For Shell & Tub Heat ExchangerHoa Hoang PhuОценок пока нет
- 18 Heat ExchangersДокумент6 страниц18 Heat ExchangersJoshua EvansОценок пока нет
- Heat ExchangerДокумент9 страницHeat ExchangerChrissa Villaflores GanitОценок пока нет
- Double Pipe Heat ExchangerДокумент5 страницDouble Pipe Heat ExchangerSheb LorenoОценок пока нет
- Shell and Tube Heat ExchangerДокумент4 страницыShell and Tube Heat Exchangerasim zeeshanОценок пока нет
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Документ30 страницInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerОценок пока нет
- Shell and Tube Heat Exchanger Design ConsiderationsДокумент55 страницShell and Tube Heat Exchanger Design ConsiderationsCc12 22tОценок пока нет
- TEMA Terminology:: o o o o oДокумент5 страницTEMA Terminology:: o o o o oNathanianОценок пока нет
- Efficient Chilled Water Piping Systems ExplainedДокумент48 страницEfficient Chilled Water Piping Systems Explainedryxor-mrbl100% (1)
- Heat Exchanger Design - ProcessДокумент42 страницыHeat Exchanger Design - Processalokbdas100% (1)
- 3.1 Heat ExchangersДокумент76 страниц3.1 Heat Exchangersraghu_iictОценок пока нет
- MaintenanceДокумент2 страницыMaintenanceṂṏḣḁṃṁḝḋ Ṃḝtwḁlly ṎṂḁrОценок пока нет
- Heat Exchanger ClasificationДокумент55 страницHeat Exchanger ClasificationNikhil Sawant100% (1)
- Surface Condenser Design and OperationДокумент7 страницSurface Condenser Design and OperationJesús Santiago QuijadaОценок пока нет
- Tech Sheet 133Документ3 страницыTech Sheet 133alvaedison00Оценок пока нет
- Power plant condensers: types, working principle and advantagesДокумент7 страницPower plant condensers: types, working principle and advantagesMustafam98Оценок пока нет
- Classification of Shell-And-Tube Heat ExchangersДокумент12 страницClassification of Shell-And-Tube Heat ExchangerslumengentiunОценок пока нет
- HTED Shell and Tube H.ex. 2020Документ68 страницHTED Shell and Tube H.ex. 2020Vinesh KumarОценок пока нет
- Shell and Tube Heat Exchanger - WikipediaДокумент5 страницShell and Tube Heat Exchanger - Wikipediabinok19Оценок пока нет
- Air-Cooled Heat Exchangers: LectureДокумент39 страницAir-Cooled Heat Exchangers: LectureBaraa Shurbaji No 111Оценок пока нет
- Simple Double-Pipe Heat Exchanger GuideДокумент2 страницыSimple Double-Pipe Heat Exchanger GuideharisОценок пока нет
- Heat Exchanger - StudyДокумент22 страницыHeat Exchanger - StudyDedy WindiyantoОценок пока нет
- Shell and Tube Heat Exchangers GuideДокумент16 страницShell and Tube Heat Exchangers Guidemohamad ltefОценок пока нет
- Support LocationsДокумент12 страницSupport LocationsdasubhaiОценок пока нет
- Drop Through The Exchanger, Which Can Result in HigherДокумент6 страницDrop Through The Exchanger, Which Can Result in Higherjoana_vibar100% (1)
- Classificazione TEMAДокумент9 страницClassificazione TEMASami TalmoudiОценок пока нет
- 3 Fluid Heat ExchangerДокумент19 страниц3 Fluid Heat ExchangerAswini RoutОценок пока нет
- Reservoir Design Solutions for Mobile EquipmentДокумент7 страницReservoir Design Solutions for Mobile EquipmentSympatyagaОценок пока нет
- Designing AND Optimization OF A Shell and Tube Heat ExchangerДокумент8 страницDesigning AND Optimization OF A Shell and Tube Heat ExchangerAyush SinghОценок пока нет
- Shell and Tube Heat ExchangerДокумент112 страницShell and Tube Heat Exchangerramesh pokhrel100% (3)
- Recent Trend in Heat ExchangerДокумент9 страницRecent Trend in Heat Exchangersai100% (1)
- Heat Exchangers V1 16-10-2019Документ72 страницыHeat Exchangers V1 16-10-2019Bal krishna srivastava100% (1)
- Test of A Tubular CondenserДокумент9 страницTest of A Tubular CondenserDevin Bea0% (1)
- Experiment No. 6 Heat Transfer in A Shell and Tube Heat ExchangerДокумент26 страницExperiment No. 6 Heat Transfer in A Shell and Tube Heat ExchangerFeAnZe 14Оценок пока нет
- Basics of Shell and Tube Heat Exchangers With PDFДокумент12 страницBasics of Shell and Tube Heat Exchangers With PDFtruong cong truc100% (1)
- Ped PPT 31Документ5 страницPed PPT 31Axit PatelОценок пока нет
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversОт EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversРейтинг: 5 из 5 звезд5/5 (2)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОт EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshОценок пока нет
- Piping QuestionnaireДокумент68 страницPiping Questionnairesteepa22100% (1)
- General Commands: Sr. Number TitleДокумент9 страницGeneral Commands: Sr. Number Titlesteepa22Оценок пока нет
- Prog IDSДокумент10 страницProg IDSsteepa22Оценок пока нет
- T330ANL1BДокумент1 страницаT330ANL1Bsteepa22Оценок пока нет
- IFC Diagnostics - InstructionsДокумент10 страницIFC Diagnostics - Instructionssteepa22Оценок пока нет
- Modify attributes across multiple drawingsДокумент7 страницModify attributes across multiple drawingssteepa22Оценок пока нет
- IsoPackage AssemblyДокумент4 страницыIsoPackage Assemblysteepa22Оценок пока нет
- The Tamilnadu Nurses and Midwives Council No-140, Jayaprakash Narayanan Maligai, Santhome High RoadДокумент1 страницаThe Tamilnadu Nurses and Midwives Council No-140, Jayaprakash Narayanan Maligai, Santhome High Roadsteepa22Оценок пока нет
- 12c Risorans SetupДокумент18 страниц12c Risorans Setupsteepa22Оценок пока нет
- 12c Risorans SetupДокумент18 страниц12c Risorans Setupsteepa22Оценок пока нет
- T330ANL1BДокумент1 страницаT330ANL1Bsteepa22Оценок пока нет
- Piping Export ConfigДокумент4 страницыPiping Export Configsteepa22Оценок пока нет
- Airlines and DestinationsДокумент8 страницAirlines and Destinationssteepa22Оценок пока нет
- Manual For SmartPlant 3D HangersДокумент12 страницManual For SmartPlant 3D Hangerssteepa22Оценок пока нет
- Fired HeatersДокумент17 страницFired Heaterssteepa22Оценок пока нет
- Cooling Water TowersДокумент7 страницCooling Water Towerssteepa22Оценок пока нет
- Please Modify The Red Fields! Pipesupportdefinitionclass: PartclasstypeДокумент31 страницаPlease Modify The Red Fields! Pipesupportdefinitionclass: Partclasstypesteepa22Оценок пока нет
- Jacketed PipingДокумент4 страницыJacketed Pipingsteepa22Оценок пока нет
- 300+ TOP PIPING Engineering Interview Questions and Answers PDF PIPING Engineering Interview QuestionsДокумент20 страниц300+ TOP PIPING Engineering Interview Questions and Answers PDF PIPING Engineering Interview Questionssteepa22100% (1)
- Polymer End Groups Analyzed by NMR, MS and IRДокумент6 страницPolymer End Groups Analyzed by NMR, MS and IRsteepa22Оценок пока нет
- 14 Major Changes in ASME B 31Документ2 страницы14 Major Changes in ASME B 31QiuniuОценок пока нет
- Hose Economy Depends Highly On AgricultureДокумент24 страницыHose Economy Depends Highly On Agriculturesteepa22Оценок пока нет
- AO ° or Deg NPT ° C ° F API DET Astm DIAДокумент4 страницыAO ° or Deg NPT ° C ° F API DET Astm DIAsteepa22Оценок пока нет
- Cooling Water TowersДокумент10 страницCooling Water Towerssteepa22Оценок пока нет
- General Piping DesignДокумент32 страницыGeneral Piping DesignS_hassan_16Оценок пока нет
- Support SpanДокумент1 страницаSupport Spansteepa22Оценок пока нет
- 300+ TOP PIPING Engineering Interview Questions and Answers PDF PIPING Engineering Interview QuestionsДокумент20 страниц300+ TOP PIPING Engineering Interview Questions and Answers PDF PIPING Engineering Interview Questionssteepa22100% (1)
- Column Plant LayoutДокумент7 страницColumn Plant Layoutsteepa22Оценок пока нет
- Column Plant LayoutДокумент9 страницColumn Plant Layoutsteepa22Оценок пока нет
- QUIZ - FinalsДокумент5 страницQUIZ - FinalsFelsie Jane PenasoОценок пока нет
- BS Iec 61643-32-2017 - (2020-05-04 - 04-32-37 Am)Документ46 страницBS Iec 61643-32-2017 - (2020-05-04 - 04-32-37 Am)Shaiful ShazwanОценок пока нет
- SafeCargo PDFДокумент76 страницSafeCargo PDFSyukry MaulidyОценок пока нет
- Pearce v. FBI Agent Doe 5th Circuit Unpublished DecisionДокумент6 страницPearce v. FBI Agent Doe 5th Circuit Unpublished DecisionWashington Free BeaconОценок пока нет
- SPIE/COS Photonics Asia Abstract Submission Guidelines: Important DatesДокумент1 страницаSPIE/COS Photonics Asia Abstract Submission Guidelines: Important Dates李健民Оценок пока нет
- Cobas B 123 POC System: Instructions For Use, Version 13.0 Software Version 4.17Документ354 страницыCobas B 123 POC System: Instructions For Use, Version 13.0 Software Version 4.17zelОценок пока нет
- Final Eligible Voters List North Zone 2017 118 1Документ12 страницFinal Eligible Voters List North Zone 2017 118 1Bilal AhmedОценок пока нет
- HE Vibration AnalysisДокумент8 страницHE Vibration AnalysisWade ColemanОценок пока нет
- AirROC T35 D45 D50 Tech SpecДокумент4 страницыAirROC T35 D45 D50 Tech SpecmdelvallevОценок пока нет
- Simple Mortgage DeedДокумент6 страницSimple Mortgage DeedKiran VenugopalОценок пока нет
- Relocation Guide Version 5.6 - New BrandingДокумент29 страницRelocation Guide Version 5.6 - New BrandingEndika AbiaОценок пока нет
- List of Non-Scheduled Urban Co-Operative Banks: Sr. No. Bank Name RO Name Head Office Address PincodeДокумент65 страницList of Non-Scheduled Urban Co-Operative Banks: Sr. No. Bank Name RO Name Head Office Address PincodemanojОценок пока нет
- VISIONARCHДокумент3 страницыVISIONARCHJHON YDUR REMEGIOОценок пока нет
- IELTS Writing Task 1 Combined Graphs Line Graph and Table 1Документ6 страницIELTS Writing Task 1 Combined Graphs Line Graph and Table 1Sugeng RiadiОценок пока нет
- Noam Chomsky Propaganda Modela Critical EvaluationДокумент24 страницыNoam Chomsky Propaganda Modela Critical Evaluationsatyanarayana vuyyapuОценок пока нет
- Comparison Between India and ChinaДокумент92 страницыComparison Between India and Chinaapi-3710029100% (3)
- Install MATV Distribution SystemДокумент7 страницInstall MATV Distribution SystemDong VanraОценок пока нет
- ABE College Manila. 2578 Legarda Avenue Sampaloc, ManilaДокумент11 страницABE College Manila. 2578 Legarda Avenue Sampaloc, ManilaRonalie SustuedoОценок пока нет
- Official Sponsorship LetterДокумент3 страницыOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Acetanilide C H Nhcoch: Aniline Acetic Acid Reactor Filter Crystallizer Centrifuge DryerДокумент4 страницыAcetanilide C H Nhcoch: Aniline Acetic Acid Reactor Filter Crystallizer Centrifuge DryerAnonymous 4hx84J3Оценок пока нет
- A Review of Bharat Nirman ProgrammeДокумент3 страницыA Review of Bharat Nirman Programmevivek559Оценок пока нет
- Section E Self Assessment Checklist For Metal Control StandardsДокумент2 страницыSection E Self Assessment Checklist For Metal Control StandardsMohammed Ishak100% (1)
- Manufacturing of Turbo GenratorsДокумент27 страницManufacturing of Turbo Genratorspavan6754Оценок пока нет
- Lab 8 Introduction To XML: Exercise 1Документ4 страницыLab 8 Introduction To XML: Exercise 1HasanОценок пока нет
- 2021-2022 Reopening Plan 2.0Документ22 страницы2021-2022 Reopening Plan 2.0Dan LehrОценок пока нет
- m100 Stopswitch ManualДокумент12 страницm100 Stopswitch ManualPatrick TiongsonОценок пока нет
- PROFILITE 60 EC Suspended 09 130 3001-01-830 Product Datasheet enДокумент4 страницыPROFILITE 60 EC Suspended 09 130 3001-01-830 Product Datasheet enGabor ZeleyОценок пока нет
- 0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFДокумент3 страницы0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFHOD (MVGR Civil)Оценок пока нет
- The Bedford Clanger May 2013 (The Beer Issue)Документ12 страницThe Bedford Clanger May 2013 (The Beer Issue)Erica RoffeОценок пока нет
- Carino v. Insular Govt 212 U.S. 449 (1909)Документ3 страницыCarino v. Insular Govt 212 U.S. 449 (1909)Wendy PeñafielОценок пока нет