Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Aplikasi 2Документ7 страницAplikasi 2ANGGY MAULANA JOHN WINARAОценок пока нет
- Comparison Steel ShapeДокумент80 страницComparison Steel ShapeRaditya PurnamahadiОценок пока нет
- Daya Dukung - Pondasi DangkalДокумент34 страницыDaya Dukung - Pondasi DangkalRaditya PurnamahadiОценок пока нет
- Hilti Stock BoltsДокумент38 страницHilti Stock BoltsmaniaxpdfОценок пока нет
- Aplikasi 2Документ7 страницAplikasi 2ANGGY MAULANA JOHN WINARAОценок пока нет
- Aplikasi 49Документ5 страницAplikasi 49Raditya PurnamahadiОценок пока нет
- AISC13th - Bolt Edge Distance PDFДокумент1 страницаAISC13th - Bolt Edge Distance PDFRaditya PurnamahadiОценок пока нет
- Kebutuhan Material LightingДокумент2 страницыKebutuhan Material LightingRaditya PurnamahadiОценок пока нет
- Spec NovДокумент3 страницыSpec NovSEDDIGHI55Оценок пока нет
- 2011 UscДокумент907 страниц2011 UscRaditya PurnamahadiОценок пока нет
- Office Building Lumen CalculationДокумент6 страницOffice Building Lumen CalculationRaditya PurnamahadiОценок пока нет
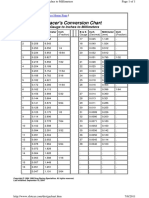
- Racer's Conversion Chart: Gauge To Inches To MillimetersДокумент1 страницаRacer's Conversion Chart: Gauge To Inches To MillimetersRaditya PurnamahadiОценок пока нет
- Drawing Retaining Wall Scope UIP XIДокумент4 страницыDrawing Retaining Wall Scope UIP XIRaditya PurnamahadiОценок пока нет
- Aisc Manual 13th Part6Документ96 страницAisc Manual 13th Part6Raditya PurnamahadiОценок пока нет
- PIP STE05121 - Anchor Bolt Design GuideДокумент55 страницPIP STE05121 - Anchor Bolt Design Guidenistiana100% (4)
- Aisc Manual 13th Part7Документ90 страницAisc Manual 13th Part7Raditya PurnamahadiОценок пока нет
- 39 Excel 2003 MacrosДокумент63 страницы39 Excel 2003 Macrosstjon1954Оценок пока нет
- Anchor Bolt Design CriteriaДокумент42 страницыAnchor Bolt Design CriteriaRaditya Purnamahadi100% (2)
- TL - Vol. IV - Tower ErectionДокумент155 страницTL - Vol. IV - Tower Erectionobayapalli100% (8)
- Storage Tanks CalculationsДокумент21 страницаStorage Tanks Calculationsjimallen21288% (26)
- Storage Tank Design Calculations - Seismic Design & Overturning Moment - by Abdel Halim GalalaДокумент10 страницStorage Tank Design Calculations - Seismic Design & Overturning Moment - by Abdel Halim Galalamarkfgt57% (7)
- Tank FoundationsДокумент83 страницыTank Foundationsdroates100% (17)
- T/L TowersДокумент72 страницыT/L TowersEngr Imtiaz Hussain Gilani100% (1)
- AISC13th - Bolt Edge DistanceДокумент1 страницаAISC13th - Bolt Edge DistanceRaditya PurnamahadiОценок пока нет
- Astm F436M PDFДокумент1 страницаAstm F436M PDFRaditya PurnamahadiОценок пока нет
- Design of Retaining Wall: S.No W, LB X, FT M W XДокумент1 страницаDesign of Retaining Wall: S.No W, LB X, FT M W XYOSEMITEROCKОценок пока нет
- Tank FoundationsДокумент83 страницыTank Foundationsdroates100% (17)
- LRFD TablasДокумент3 страницыLRFD TablasFlorencio SandovalОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)