Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- References ASEAN2Документ3 страницыReferences ASEAN2M IrwaniОценок пока нет
- Run Down Program Swara Kharisma BBPVP-BDGДокумент1 страницаRun Down Program Swara Kharisma BBPVP-BDGMario KonsachristianОценок пока нет
- Questions Marked With An AsteriskДокумент3 страницыQuestions Marked With An AsteriskMario KonsachristianОценок пока нет
- Factory Layout SKI Update 0823Документ1 страницаFactory Layout SKI Update 0823Mario KonsachristianОценок пока нет
- Describing Jobs and ObjectsДокумент10 страницDescribing Jobs and ObjectsMario KonsachristianОценок пока нет
- Chief Chemical EngineerДокумент4 страницыChief Chemical EngineerMario KonsachristianОценок пока нет
- Laporan Praktikum Kimia Fisika Massa Jenis Dan Viskositas CairanДокумент6 страницLaporan Praktikum Kimia Fisika Massa Jenis Dan Viskositas CairanMario KonsachristianОценок пока нет
- Group Member: - Benediktus Richardo. F - M. Andhika Arya - M. Ramadhan - Raihan AlfaridziДокумент11 страницGroup Member: - Benediktus Richardo. F - M. Andhika Arya - M. Ramadhan - Raihan AlfaridziMario KonsachristianОценок пока нет
- Gamsis - Flow ChartДокумент1 страницаGamsis - Flow ChartMario KonsachristianОценок пока нет
- Group Member: - Benediktus Richardo. F - M. Andhika. Arya - M. Ramadhan - Raihan AlfaridziДокумент2 страницыGroup Member: - Benediktus Richardo. F - M. Andhika. Arya - M. Ramadhan - Raihan AlfaridziMario KonsachristianОценок пока нет
- Design of Two Way SlabДокумент180 страницDesign of Two Way SlabGino Paolo ObsiomaОценок пока нет
- Salt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmДокумент4 страницыSalt Solution Larutan Garam Lead (II) Oxide Powder Serbuk Plumbum (II) Oksida 50 CM of 1.0 Moldm Nitric Acid 50 CM Asid Nitrik 1.0 MoldmTENGKU AHMAD NAQIUDDIN BIN TENGKU NADZUAN MoeОценок пока нет
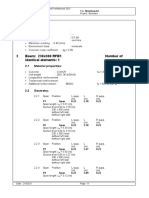
- Structural Calculation Sheet ExampleДокумент7 страницStructural Calculation Sheet ExampleTomilola AkinyemiОценок пока нет
- SCRДокумент5 страницSCRpramod_tryОценок пока нет
- Super CAL HTДокумент2 страницыSuper CAL HTNandakumarОценок пока нет
- Deva - Metal Alloy BearingsДокумент28 страницDeva - Metal Alloy BearingsBrandonОценок пока нет
- PenciilДокумент3 страницыPenciiltooba naeemОценок пока нет
- 22ESC144 - Module 4-Introduction To Mechanical Engg - 2022-23Документ22 страницы22ESC144 - Module 4-Introduction To Mechanical Engg - 2022-23Sudheer Kini100% (1)
- Chapter 4 Carbon and Its CompoundsДокумент44 страницыChapter 4 Carbon and Its CompoundsKaran Raj SinghОценок пока нет
- Domedeco PrintДокумент3 страницыDomedeco PrintDevi KhoirudinОценок пока нет
- Comparison of Mineral Wool Vs Calcium Silicate Pipe SectionsДокумент9 страницComparison of Mineral Wool Vs Calcium Silicate Pipe SectionsPhan Công ChiếnОценок пока нет
- PDS Hempatex Hi-Build 46330 en-GBДокумент2 страницыPDS Hempatex Hi-Build 46330 en-GBSARAVANAОценок пока нет
- Q.1 Write Short Answers of The Following Questions: Ghazali Guess Chemistry 1 10thДокумент9 страницQ.1 Write Short Answers of The Following Questions: Ghazali Guess Chemistry 1 10thAwais AliОценок пока нет
- Appendix C.26 D: Single Cell RCC Box Culvert of Size 2 X 3 (U/S & D/S Pitching)Документ7 страницAppendix C.26 D: Single Cell RCC Box Culvert of Size 2 X 3 (U/S & D/S Pitching)Bilal Ahmed Barbhuiya100% (1)
- Studies On Alkyd Cross Linkable Acrylic Hybrid Emulsion For Coating ApplicationДокумент11 страницStudies On Alkyd Cross Linkable Acrylic Hybrid Emulsion For Coating Applicationichsan hakimОценок пока нет
- Audit AssignmentДокумент17 страницAudit AssignmentYeamin HossainОценок пока нет
- Lectuer-11 EvaporatorДокумент41 страницаLectuer-11 EvaporatorAurenio RibeiroОценок пока нет
- Sect 11a P Welding DocumДокумент31 страницаSect 11a P Welding DocumRajeev KumarОценок пока нет
- Checkup On Chapter 9: Questions Revision ChecklistДокумент2 страницыCheckup On Chapter 9: Questions Revision ChecklistShahid Ur RehmanОценок пока нет
- Machine Wash Warm Medium Iron Setting Do Not Bleach Do Not Dry Clean Do Not Tumble Dry Wash Colors SeparatelyДокумент1 страницаMachine Wash Warm Medium Iron Setting Do Not Bleach Do Not Dry Clean Do Not Tumble Dry Wash Colors SeparatelyLizwan Cosmas ChambulilaОценок пока нет
- Aluminium PhosphateДокумент3 страницыAluminium PhosphateanoopstudieОценок пока нет
- WAX AddetivesДокумент16 страницWAX AddetivesAlbert GhobrialОценок пока нет
- Material Balance Without ReactionДокумент6 страницMaterial Balance Without ReactionparuselviОценок пока нет
- Applications of PaintsДокумент30 страницApplications of Paintsneha bishtОценок пока нет
- THESIS - C. JAYASREE - Jayasree ChakkamalayathДокумент282 страницыTHESIS - C. JAYASREE - Jayasree ChakkamalayathraviОценок пока нет
- Quality of Work Life KesoramДокумент76 страницQuality of Work Life KesoramyourstruelyudayОценок пока нет
- Debris House Kerala: Submitted By: Priti Kocheta 5 SemДокумент15 страницDebris House Kerala: Submitted By: Priti Kocheta 5 Sempriti kochetaОценок пока нет
- Cotton Trash ProjectДокумент30 страницCotton Trash Projectapi-318706036Оценок пока нет
- Katalog Honeywell GabunganДокумент8 страницKatalog Honeywell GabunganAnugrah FebrinoОценок пока нет