Вам также может понравиться
- 1.1.1 PID For DEMINERALIZED WATER TREATMENT SYSTEMДокумент12 страниц1.1.1 PID For DEMINERALIZED WATER TREATMENT SYSTEMShilu GhoshОценок пока нет
- Ingles Manual DL22Документ134 страницыIngles Manual DL22ThomasОценок пока нет
- Vinay Kumar CeinaДокумент8 страницVinay Kumar CeinaarunОценок пока нет
- Στεγνωτηριο SiemensДокумент10 страницΣτεγνωτηριο Siemensfofia_Оценок пока нет
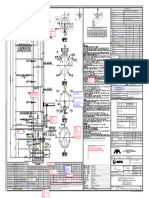
- Johan Castberg: PT TTДокумент9 страницJohan Castberg: PT TTFarshid KhoshkarОценок пока нет
- NetEngine 8000 F1A-8H20Q Quick Installation Guide 02Документ1 страницаNetEngine 8000 F1A-8H20Q Quick Installation Guide 02Shahed IsrarОценок пока нет
- Diagrama Celular ChinoДокумент19 страницDiagrama Celular ChinoWilinton Pisso33% (3)
- Ira6000 8000 Series-CdДокумент427 страницIra6000 8000 Series-Cdluongnam100% (1)
- Pilares Que Nacen en NIVEL 0.0 y Mueren en NIVEL 3.0 Hormigón: H-21 Acero en Barras: AH-420 Acero en Estribos: AH-420Документ1 страницаPilares Que Nacen en NIVEL 0.0 y Mueren en NIVEL 3.0 Hormigón: H-21 Acero en Barras: AH-420 Acero en Estribos: AH-420Edwin Henrry Tarifa MercierОценок пока нет
- External Factors Driving Growth of Cloud Kitchen IndustryДокумент17 страницExternal Factors Driving Growth of Cloud Kitchen IndustrypremОценок пока нет
- BC-6800 Fluidic DiagramДокумент24 страницыBC-6800 Fluidic DiagramFENGОценок пока нет
- IIT2021040 POE C1 Assignment1Документ8 страницIIT2021040 POE C1 Assignment1Aditya ExtraОценок пока нет
- D-650 Service Manual AmalgamadorДокумент2 страницыD-650 Service Manual AmalgamadorPenny MartiОценок пока нет
- Aviation Technical TrainingДокумент95 страницAviation Technical TrainingJuliusОценок пока нет
- Data Shhet For Floodlighting Masts Design Data: Internal NormalizationДокумент3 страницыData Shhet For Floodlighting Masts Design Data: Internal Normalizationbrome2014Оценок пока нет
- COVID Vaccination PlanДокумент230 страницCOVID Vaccination PlanHNN100% (1)
- CloudEngine 12816 Switch Quick Installation GuideДокумент1 страницаCloudEngine 12816 Switch Quick Installation GuideriyasathsafranОценок пока нет
- KIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFДокумент1 страницаKIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFVarunn VelОценок пока нет
- KIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFДокумент1 страницаKIA B03 L&T A - BW L1 SPD 1174 1 - Comments PDFVarunn VelОценок пока нет
- Welcome Welcome: To The Pureit Family To The Pureit FamilyДокумент2 страницыWelcome Welcome: To The Pureit Family To The Pureit FamilyRameshYadavОценок пока нет
- 5802002614_WIRING_GENSET_WITHOUT_BOX_TIER_4B_B_13_NO_20_Документ1 страница5802002614_WIRING_GENSET_WITHOUT_BOX_TIER_4B_B_13_NO_20_cesar saavedra saavedraОценок пока нет
- Citizen CL-S700 Parts ListДокумент71 страницаCitizen CL-S700 Parts ListKlema HanisОценок пока нет
- Product Space Places and SpacesДокумент1 страницаProduct Space Places and SpacesswastajirahmadiОценок пока нет
- Plano Chasis Vm330Документ1 страницаPlano Chasis Vm330D FernandezОценок пока нет
- Aasia Bibi Case Judgement in UrduДокумент57 страницAasia Bibi Case Judgement in UrduFarhan Imaan85% (13)
- 2011 WABCO Product CatalogДокумент143 страницы2011 WABCO Product Catalogrrosa_996272Оценок пока нет
- P&id Demineralized Water DistributionДокумент1 страницаP&id Demineralized Water DistributionAjeng OctaviaОценок пока нет
- Arthrocare - Coblator Ii - User ManualДокумент32 страницыArthrocare - Coblator Ii - User ManualColleen WalkerОценок пока нет
- Model 72400 Servo Controlled Piston Pump: Parts InformationДокумент20 страницModel 72400 Servo Controlled Piston Pump: Parts InformationhidraulicavarginhadivulgacaoОценок пока нет
- Ir2020 Circuit DiagramДокумент36 страницIr2020 Circuit Diagramluis1984bolОценок пока нет
- Enq-439-Drainage R01Документ6 страницEnq-439-Drainage R01abdullah sahibОценок пока нет
- Petronas Carigali SDN BHD: Document Review StatusДокумент1 страницаPetronas Carigali SDN BHD: Document Review StatusMohd KhaidirОценок пока нет
- Gue Brochure - Optione v8Документ2 страницыGue Brochure - Optione v8José LeandroОценок пока нет
- Brand Ambassador HandbookДокумент84 страницыBrand Ambassador HandbookArdan DevineОценок пока нет
- Top View Section X-X: Design DataДокумент1 страницаTop View Section X-X: Design DatakishoreОценок пока нет
- Pop-44860-006 Rev2 0Документ2 страницыPop-44860-006 Rev2 0edward blancoОценок пока нет
- 8.1 Worksheet Polar CoordinatesДокумент3 страницы8.1 Worksheet Polar CoordinatesRonnieMaeMaullionОценок пока нет
- 109-003 A-2.001 Cross SectionДокумент1 страница109-003 A-2.001 Cross Sectionlaoba2333333Оценок пока нет
- Kia B03 L&T A - BW L1 SPD 1171 2 PDFДокумент1 страницаKia B03 L&T A - BW L1 SPD 1171 2 PDFVarunn VelОценок пока нет
- 4274-CD-VD-LG201000019D1004001 - US CommentedДокумент1 страница4274-CD-VD-LG201000019D1004001 - US CommentedUnmesh ShuklaОценок пока нет
- Canon Eos-1v SCHДокумент38 страницCanon Eos-1v SCHClément SaillantОценок пока нет
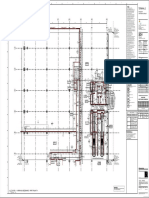
- Tagged - QB0024-SD-DH-ACD-B1-101-MASTER PLANДокумент1 страницаTagged - QB0024-SD-DH-ACD-B1-101-MASTER PLANAsmir MemicОценок пока нет
- AMEC Future of OilsandsДокумент16 страницAMEC Future of OilsandsForexFFОценок пока нет
- Arooz Ki Mustanad Kataab PDFДокумент249 страницArooz Ki Mustanad Kataab PDFakhtarnaqviОценок пока нет
- Function: Samsung ProprietaryДокумент4 страницыFunction: Samsung ProprietarySergio ErickОценок пока нет
- Second Floor Beam DetailingДокумент1 страницаSecond Floor Beam DetailingSri Rama ChandОценок пока нет
- 1691873504-Brochure Pavani Royale - Availaible - 07!08!2023Документ5 страниц1691873504-Brochure Pavani Royale - Availaible - 07!08!2023miraj ahmedОценок пока нет
- CW 9348298rДокумент2 страницыCW 9348298rAndres PachecoОценок пока нет
- Drawing 1.Документ1 страницаDrawing 1.tiyaniОценок пока нет
- Kel. Pisangcandi Kec. Sukun: Jl. MentengДокумент1 страницаKel. Pisangcandi Kec. Sukun: Jl. Mentengarpan gugstiawanОценок пока нет
- CodaДокумент2 страницыCodaSucrose BoyОценок пока нет
- Hebo CatalogДокумент73 страницыHebo Cataloglibanpires100% (1)
- Algorithmic ModellingДокумент180 страницAlgorithmic ModellingTamara PopovicОценок пока нет
- Architectural Modeling RhinoДокумент56 страницArchitectural Modeling RhinoБиљана Загорчић100% (4)
- Architectural Modeling RhinoДокумент56 страницArchitectural Modeling RhinoБиљана Загорчић100% (4)
- Architectural Modeling RhinoДокумент56 страницArchitectural Modeling RhinoБиљана Загорчић100% (4)
- Grundfosliterature UPA Homebooster PDFДокумент28 страницGrundfosliterature UPA Homebooster PDFStefan DumitruОценок пока нет
- Motorreductores BaldorДокумент52 страницыMotorreductores BaldorADRIAN MENDEZ RICARIOОценок пока нет
- Engine Crankshaft Deflection MeasurementДокумент9 страницEngine Crankshaft Deflection MeasurementVannex MensidorОценок пока нет
- Valmet Tissue Services Offering CatalogueДокумент190 страницValmet Tissue Services Offering CataloguenotengofffОценок пока нет
- A Mechanical Engineer's Handbook by ONGCДокумент303 страницыA Mechanical Engineer's Handbook by ONGCShantanu Dutta100% (13)
- Ansi B3.1-1992Документ10 страницAnsi B3.1-1992ahmad hafizОценок пока нет
- Inspection and Maintenance of Mechanical Power Presses: National Safety Council Data Sheet 603 Rev. July 2004Документ9 страницInspection and Maintenance of Mechanical Power Presses: National Safety Council Data Sheet 603 Rev. July 2004Emrah AkcayОценок пока нет
- Instrucciones de Operación y Montaje SMCP 63x75Документ138 страницInstrucciones de Operación y Montaje SMCP 63x75gytomanОценок пока нет
- PPL Manual R3 - Hull 2023 - ChainДокумент418 страницPPL Manual R3 - Hull 2023 - ChainMohamed SharaweyОценок пока нет
- Slewing Bearings by Liebherr: Application-Optimised, Reliable and RobustДокумент24 страницыSlewing Bearings by Liebherr: Application-Optimised, Reliable and Robustrobson2015Оценок пока нет
- Multistage Pump Disassembly GuideДокумент24 страницыMultistage Pump Disassembly GuideHishamSayedОценок пока нет
- Kubota Bx2200d TransmissionДокумент18 страницKubota Bx2200d TransmissionbisklimpkitОценок пока нет
- Usha-Fan-Catalogue Pg-34 PDFДокумент40 страницUsha-Fan-Catalogue Pg-34 PDFmuthakkerОценок пока нет
- Conveying MasterДокумент90 страницConveying MasterYen NguyenОценок пока нет
- Conveyor Components PDFДокумент139 страницConveyor Components PDFNurОценок пока нет
- Ep - Three Phase Medium Voltage Slipring Motors 22.03.2012 PDFДокумент44 страницыEp - Three Phase Medium Voltage Slipring Motors 22.03.2012 PDFClaudiu FatuОценок пока нет
- Manual Waartsila PDFДокумент374 страницыManual Waartsila PDFoficialv80% (20)
- SWD USF CSW Catalog PDFДокумент20 страницSWD USF CSW Catalog PDFChakSiuManОценок пока нет
- Dynamic Filter Press ManualДокумент23 страницыDynamic Filter Press ManualMobeen MurtazaОценок пока нет
- Ram BrochureДокумент12 страницRam BrochureGOWTHAMОценок пока нет
- ServiceДокумент36 страницServiceigusukОценок пока нет
- 098 Grease TroubleshootingДокумент2 страницы098 Grease TroubleshootingyoesseoyОценок пока нет
- Ump Fan-Air Om Manual - Rev Dec 2014Документ12 страницUmp Fan-Air Om Manual - Rev Dec 2014api-252481722Оценок пока нет
- En Cat RD2 010 PDFДокумент136 страницEn Cat RD2 010 PDFJi Hwan ParkОценок пока нет
- PR 6423/.. Series: Eddy Current Displacement SensorДокумент4 страницыPR 6423/.. Series: Eddy Current Displacement SensorMohamad YusufОценок пока нет
- SK and SK-MK Series With Mechanical Seal or Magnetic Coupling Self-Priming, Delivering GasДокумент32 страницыSK and SK-MK Series With Mechanical Seal or Magnetic Coupling Self-Priming, Delivering Gasrene almonacidОценок пока нет
- Root Cause Analysis: Motivation, Process, Tools, and PerspectivesДокумент15 страницRoot Cause Analysis: Motivation, Process, Tools, and Perspectives3320021100% (2)
- Dokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFДокумент23 страницыDokumen - Tips - Caterpillar Cat 420d Backhoe Loader Prefix FDP Service Repair Manual fdp07199 18399 1594410712 PDFHugo PinedaОценок пока нет
- 750-180 OM Boiler Feed Systems 10-08Документ23 страницы750-180 OM Boiler Feed Systems 10-08Sumit ChaurasiaОценок пока нет
- Laporan Reliability PLTD Suppa - Maret 2021Документ125 страницLaporan Reliability PLTD Suppa - Maret 2021Safriadi KadirОценок пока нет