Вам также может понравиться
- Inf Ufc 85Документ13 страницInf Ufc 85Luciano Montellano Abasto100% (2)
- AnimDessin2 User Guide 01Документ2 страницыAnimDessin2 User Guide 01rendermanuser100% (1)
- Production of AcetaldehydeДокумент24 страницыProduction of AcetaldehydeAhmed Hassan RashedОценок пока нет
- Methanol Production Plant DesignДокумент47 страницMethanol Production Plant DesignJitendra Patidar100% (1)
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionОт EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionРейтинг: 5 из 5 звезд5/5 (1)
- Simulation Heat Transfer Convection Fired HeatersДокумент8 страницSimulation Heat Transfer Convection Fired HeatersPedro DiazОценок пока нет
- The Role of Needs Analysis in Adult ESL Programme Design: Geoffrey BrindleyДокумент16 страницThe Role of Needs Analysis in Adult ESL Programme Design: Geoffrey Brindleydeise krieser100% (2)
- 3-Waves of RoboticsДокумент2 страницы3-Waves of RoboticsEbrahim Abd El HadyОценок пока нет
- Analysis and Design of Well FoundationДокумент40 страницAnalysis and Design of Well Foundationdhanabal100% (1)
- Formaldehyde Manufacturing Technologies:: CH OH+1/2O Hcho+H O (Partial Oxidation)Документ6 страницFormaldehyde Manufacturing Technologies:: CH OH+1/2O Hcho+H O (Partial Oxidation)Anonymous TWPx49OrwОценок пока нет
- 1.project FullДокумент75 страниц1.project FullKolliparaDeepakОценок пока нет
- Analysis Synthesis and Design of Chemical Processes Third Edition T LДокумент5 страницAnalysis Synthesis and Design of Chemical Processes Third Edition T LUzair Wahid0% (1)
- Manufacture of Formaldehyde From Methanol-LibreДокумент51 страницаManufacture of Formaldehyde From Methanol-LibreHamdan YusoffОценок пока нет
- Manufacture of Formaldehyde From MethanolДокумент2 страницыManufacture of Formaldehyde From Methanolrabiya saeedОценок пока нет
- Ullmanns Encyclopedia FormaldehydeДокумент34 страницыUllmanns Encyclopedia Formaldehydebana8866Оценок пока нет
- Formaldehyde From MethanolДокумент6 страницFormaldehyde From MethanolAleem AhmedОценок пока нет
- Edz 1Документ14 страницEdz 1Joshua Peter Evangelista CadoyОценок пока нет
- Formaldehyde UllmannsДокумент34 страницыFormaldehyde UllmannsEduardo Cayser100% (2)
- Aspen Simulation of Production of FormaldehydeДокумент19 страницAspen Simulation of Production of FormaldehydeTan Yong ChaiОценок пока нет
- 2019 - ECN - Boon - Reversible Deactivation of Gamma-Alumina - Catalysis CommДокумент6 страниц2019 - ECN - Boon - Reversible Deactivation of Gamma-Alumina - Catalysis CommNMDОценок пока нет
- Formaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigДокумент12 страницFormaldehyde Synthesis From Methanol Over Silver Catalysts: Min Qian, M.A. Liauw, G. EmigKrishna DangiОценок пока нет
- Arrieta Ethylene GlycolДокумент8 страницArrieta Ethylene GlycolNguyen VietОценок пока нет
- Production: Ethers, Aliphatic)Документ6 страницProduction: Ethers, Aliphatic)Harsh ShahОценок пока нет
- Production of AmmoniaДокумент4 страницыProduction of AmmoniaadeelrehmanОценок пока нет
- Ferrari 2001Документ9 страницFerrari 2001BoywsaОценок пока нет
- Modeling of Industrial Formaldehyde AbsorbersДокумент19 страницModeling of Industrial Formaldehyde AbsorbersNguyen Thanh SangОценок пока нет
- Methanol Production From Syngas Reactor DesignДокумент48 страницMethanol Production From Syngas Reactor DesignJasonNtsako100% (2)
- Role of Acids in The Degradation of Alkanolamine During Co2Документ7 страницRole of Acids in The Degradation of Alkanolamine During Co2cargscribОценок пока нет
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationДокумент9 страницSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatОценок пока нет
- FInal PROJECT ReactoareДокумент25 страницFInal PROJECT ReactoareNico BvОценок пока нет
- PERP Program - Formaldehyde and Derivatives New Report AlertДокумент9 страницPERP Program - Formaldehyde and Derivatives New Report AlertArjunLohanОценок пока нет
- Methanol Synthesis From SyngasДокумент3 страницыMethanol Synthesis From SyngasSylvia SimonОценок пока нет
- Absorption of Formaldehyde in WaterДокумент135 страницAbsorption of Formaldehyde in WaterBer GuzОценок пока нет
- Product Description Formaldehyde 1Документ3 страницыProduct Description Formaldehyde 1BigbearBigbearОценок пока нет
- Formaldehyde ProjectДокумент51 страницаFormaldehyde ProjectArun Ebenezer63% (8)
- Deactivation of A Cuo-Zno-Al O / O Catalyst in The Synthesis of Dimethyl EtherДокумент10 страницDeactivation of A Cuo-Zno-Al O / O Catalyst in The Synthesis of Dimethyl EtheryahyaОценок пока нет
- 2022 One Step Dimethyl Ether (DME) Synthesis HALДокумент13 страниц2022 One Step Dimethyl Ether (DME) Synthesis HALruchijainswmОценок пока нет
- Reactor Design For Methanol SynthesisДокумент12 страницReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- Paper 5Документ12 страницPaper 5Payam ParvasiОценок пока нет
- Assessment of Solvent Degradation Within A Global Process Model of Post-Combustion CO CaptureДокумент6 страницAssessment of Solvent Degradation Within A Global Process Model of Post-Combustion CO Capturecosmicbabe_2000Оценок пока нет
- Ethylene Glycol Production From Synthesis GasДокумент2 страницыEthylene Glycol Production From Synthesis Gaspre11111Оценок пока нет
- CO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SДокумент6 страницCO Abatement Through A Methanol Production Process: C H E M I C A L E N G I N E E R I N G T R A N S A C T I O N SShahrizatSmailKassimОценок пока нет
- DMFДокумент7 страницDMFJeff HowardОценок пока нет
- CET 1112 012 Dynamic Simulation Sweetening Process Natural GasДокумент6 страницCET 1112 012 Dynamic Simulation Sweetening Process Natural GasRebwar Nori JanОценок пока нет
- Hydrogenation of Fatty Acid Methyl Esters To FattyДокумент9 страницHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaОценок пока нет
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionДокумент13 страницResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1Оценок пока нет
- Acetaldehyde Methods 2520of 2520 ProductionДокумент6 страницAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- Production of Formalin From Methanol: BackgroundДокумент8 страницProduction of Formalin From Methanol: BackgroundDeri PermanaОценок пока нет
- Selective Oxidation of Methylal As A New Catalytic Route To Concentrated FormaldehydeДокумент5 страницSelective Oxidation of Methylal As A New Catalytic Route To Concentrated FormaldehydeAnonymous vWSYmPОценок пока нет
- Methanol SynthesisДокумент14 страницMethanol SynthesisArias AlbertoОценок пока нет
- 05 Chapter2Документ115 страниц05 Chapter2Aaron AsneОценок пока нет
- 2008-04 COLOHydroAromatic MustangДокумент10 страниц2008-04 COLOHydroAromatic MustangGarry DavidОценок пока нет
- Gum Formation PDFДокумент10 страницGum Formation PDFChemistsОценок пока нет
- Fertiliser Manufacturing Processes and Its Environmental ProblemsДокумент69 страницFertiliser Manufacturing Processes and Its Environmental ProblemsAulizar MarioОценок пока нет
- Engineering FALL 1999 Case Study Project Production of MTBE From MethanolДокумент3 страницыEngineering FALL 1999 Case Study Project Production of MTBE From MethanolReyОценок пока нет
- Microporous and Mesoporous Materials: Haiyan Song, Gang Li, Xiangsheng WangДокумент5 страницMicroporous and Mesoporous Materials: Haiyan Song, Gang Li, Xiangsheng WangLuis TNОценок пока нет
- A New Method of Low-Temperature Methanol SynthesisДокумент4 страницыA New Method of Low-Temperature Methanol SynthesisCarlos Alfonzo Calderón RiveroОценок пока нет
- Kinetics of The Partial Oxidation of MethanolДокумент16 страницKinetics of The Partial Oxidation of MethanolmagierezОценок пока нет
- Surge Tank: Gas Sweetening ProcessesДокумент5 страницSurge Tank: Gas Sweetening ProcessesAjaykumarОценок пока нет
- FormaldehydeДокумент15 страницFormaldehydeBishal LamichhaneОценок пока нет
- Slurry Phase Reactor Technology For DME Direct SynthesisДокумент13 страницSlurry Phase Reactor Technology For DME Direct SynthesischusnuhОценок пока нет
- Hydroformylation: Fundamentals, Processes, and Applications in Organic SynthesisОт EverandHydroformylation: Fundamentals, Processes, and Applications in Organic SynthesisОценок пока нет
- Nanoporous Catalysts for Biomass ConversionОт EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoОценок пока нет
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesОт EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesОценок пока нет
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОт EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОценок пока нет
- Change ManagementДокумент9 страницChange ManagementHassaanОценок пока нет
- Change Management 3Документ41 страницаChange Management 3HassaanОценок пока нет
- Assessment Brief 03: Subject Code and TitleДокумент5 страницAssessment Brief 03: Subject Code and TitleHassaanОценок пока нет
- CommunicationДокумент1 страницаCommunicationHassaanОценок пока нет
- Change Management 2Документ3 страницыChange Management 2HassaanОценок пока нет
- PLL Algorithms (Permutation of Last Layer) : Algorithm Presentation FormatДокумент2 страницыPLL Algorithms (Permutation of Last Layer) : Algorithm Presentation Formatamin124010Оценок пока нет
- PLL AlgorithmsДокумент6 страницPLL AlgorithmsHassaanОценок пока нет
- Coal Potential in PakistanДокумент77 страницCoal Potential in PakistanWaqas A. QureshiОценок пока нет
- Lec 6Документ5 страницLec 6Abderrahim HAMDAOUIОценок пока нет
- Electrochemical Reduction of Co TO Methane in Methanol at Low TemperatureДокумент2 страницыElectrochemical Reduction of Co TO Methane in Methanol at Low TemperatureHassaanОценок пока нет
- SRO 571 UpdatedДокумент1 страницаSRO 571 UpdatediqbaljuttОценок пока нет
- Valve Tray Rating Data Registered To: Hassaan, Hass KG-TOWER® Software V 5.2Документ1 страницаValve Tray Rating Data Registered To: Hassaan, Hass KG-TOWER® Software V 5.2HassaanОценок пока нет
- Ac 100Документ1 страницаAc 100HassaanОценок пока нет
- HMB For Preheat TrainДокумент8 страницHMB For Preheat TrainHassaanОценок пока нет
- Off Gas Main TS To Stabilizer L NapДокумент1 страницаOff Gas Main TS To Stabilizer L NapHassaanОценок пока нет
- F-100 DSДокумент4 страницыF-100 DSHassaanОценок пока нет
- Atmospheric Storage Tanks Venting Required API 2000 (6th ED 2009)Документ18 страницAtmospheric Storage Tanks Venting Required API 2000 (6th ED 2009)ganeshdhageОценок пока нет
- Vessel Capacity (Tons) Agitator Type Coolin/Heating System Service Product TypeДокумент1 страницаVessel Capacity (Tons) Agitator Type Coolin/Heating System Service Product TypeHassaanОценок пока нет
- Aspen Plus User ModelsДокумент339 страницAspen Plus User Modelskiny81100% (1)
- Torrent - WSCC - Windows System Control Center 7.0.5.7 Commercial (x64 x86) - TeamOS - Team OS - Your Only Destination To Custom OS !!Документ5 страницTorrent - WSCC - Windows System Control Center 7.0.5.7 Commercial (x64 x86) - TeamOS - Team OS - Your Only Destination To Custom OS !!moustafaОценок пока нет
- Lalkitab Varshphal Chart PDFДокумент6 страницLalkitab Varshphal Chart PDFcalvinklein_22ukОценок пока нет
- SKF CMSS2200 PDFДокумент2 страницыSKF CMSS2200 PDFSANTIAGOОценок пока нет
- Research Paper On N Queen ProblemДокумент7 страницResearch Paper On N Queen Problemxvrdskrif100% (1)
- Aerated Concrete Production Using Various Raw MaterialsДокумент5 страницAerated Concrete Production Using Various Raw Materialskinley dorjee100% (1)
- AT ChapIДокумент48 страницAT ChapIvigneshwaranbeОценок пока нет
- Social Science PedagogyДокумент4 страницыSocial Science PedagogyrajendraОценок пока нет
- Gilbert Cell Design PDFДокумент22 страницыGilbert Cell Design PDFvysОценок пока нет
- Puratattva No 41Документ3 страницыPuratattva No 41ultimategoonОценок пока нет
- Tourism PlanningДокумент36 страницTourism PlanningAvegael Tonido Rotugal100% (1)
- Certified Vendors As of 9 24 21Документ19 страницCertified Vendors As of 9 24 21Micheal StormОценок пока нет
- Tensile Strength of Ferro Cement With Respect To Specific SurfaceДокумент3 страницыTensile Strength of Ferro Cement With Respect To Specific SurfaceheminОценок пока нет
- A12 CanSat Technlology Forclimate Monitoring PDFДокумент10 страницA12 CanSat Technlology Forclimate Monitoring PDFDany PABON VILLAMIZARОценок пока нет
- List of Important Books of PhysicsДокумент6 страницList of Important Books of PhysicsAbubakar Mughal0% (1)
- PLASSON UK July 2022 Price Catalogue v1Документ74 страницыPLASSON UK July 2022 Price Catalogue v1Jonathan Ninapaytan SanchezОценок пока нет
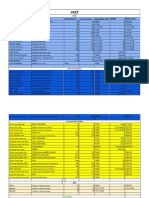
- Jazz PrepaidДокумент4 страницыJazz PrepaidHoney BunnyОценок пока нет
- AZ 103T00A ENU TrainerHandbook PDFДокумент403 страницыAZ 103T00A ENU TrainerHandbook PDFlongvietmt100% (2)
- VPZ M BrochureДокумент2 страницыVPZ M BrochuresundyaОценок пока нет
- Abstract Cohort 1 Clin Psych FZ 20220323Документ31 страницаAbstract Cohort 1 Clin Psych FZ 20220323Azizah OthmanОценок пока нет
- LITERARY THEORY BY TERRY EAGLETON NotesДокумент6 страницLITERARY THEORY BY TERRY EAGLETON NotesPrachi SharmaОценок пока нет
- Manual - Rapid Literacy AssessmentДокумент16 страницManual - Rapid Literacy AssessmentBaldeo PreciousОценок пока нет
- Describe an English lesson you enjoyed.: 多叔逻辑口语,中国雅思口语第一品牌 公共微信: ddielts 新浪微博@雅思钱多多Документ7 страницDescribe an English lesson you enjoyed.: 多叔逻辑口语,中国雅思口语第一品牌 公共微信: ddielts 新浪微博@雅思钱多多Siyeon YeungОценок пока нет
- Pre Intermediate Talking ShopДокумент4 страницыPre Intermediate Talking ShopSindy LiОценок пока нет
- Power Quality Lab Manual (EE-801)Документ12 страницPower Quality Lab Manual (EE-801)ASHU KОценок пока нет
- The Genius of Marie Curie Shohini GhoseДокумент4 страницыThe Genius of Marie Curie Shohini GhoseMarta HrynyovskaОценок пока нет