Вам также может понравиться
- US4538684 Repair Shallow LeakДокумент7 страницUS4538684 Repair Shallow LeakrabeemhОценок пока нет
- Siled Sept. 8, 1966: T, N. NccomeДокумент5 страницSiled Sept. 8, 1966: T, N. NccomeliОценок пока нет
- US4523397Документ6 страницUS4523397PUVAN TSTОценок пока нет
- USRE29603Документ7 страницUSRE29603PUVAN TSTОценок пока нет
- US4721147Документ9 страницUS4721147AdailsonОценок пока нет
- United States PatentДокумент8 страницUnited States PatentClaudinei MayerОценок пока нет
- United States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000Документ8 страницUnited States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000qamarVEXОценок пока нет
- United States Patent 19Документ9 страницUnited States Patent 19Claudinei MayerОценок пока нет
- Us4252504 PDFДокумент7 страницUs4252504 PDFAhmed EltemsahОценок пока нет
- US6581308Документ5 страницUS6581308PUVAN TSTОценок пока нет
- United States Patent (19) : Ashford Et AlДокумент8 страницUnited States Patent (19) : Ashford Et AlErik OblitasОценок пока нет
- US4753444Документ5 страницUS4753444Hadi KoraniОценок пока нет
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Документ16 страницUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liОценок пока нет
- Us3432107 PDFДокумент3 страницыUs3432107 PDFasssssОценок пока нет
- Us 5988287Документ14 страницUs 5988287mohammadreza91Оценок пока нет
- Vernier Caliper PatentДокумент9 страницVernier Caliper Patentmeinard angelesОценок пока нет
- US4043847Документ4 страницыUS4043847MahnooshОценок пока нет
- US4483464Документ6 страницUS4483464Joao LemesОценок пока нет
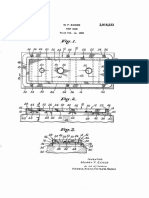
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOДокумент3 страницыDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokОценок пока нет
- United States PatentДокумент6 страницUnited States PatentDaikinllcОценок пока нет
- Hawkins US5011035Документ5 страницHawkins US5011035gobinath VPОценок пока нет
- US4160132Документ6 страницUS4160132majid.javadi.1993Оценок пока нет
- WhiskДокумент4 страницыWhisklorehak586Оценок пока нет
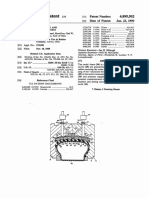
- US4893426Документ7 страницUS4893426Jean DelaronciereОценок пока нет
- Iii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772Документ10 страницIii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772abodolkuhaaОценок пока нет
- Tài liệu5Документ12 страницTài liệu5Hoàng ĐứcОценок пока нет
- Us 3690255Документ5 страницUs 3690255wewewewОценок пока нет
- United States Patent: (45) July 4, 1972Документ4 страницыUnited States Patent: (45) July 4, 1972Lidya SimatupangОценок пока нет
- Dec. 13, 1960 I, Tubbs 2,964,084: Z2S SLДокумент5 страницDec. 13, 1960 I, Tubbs 2,964,084: Z2S SLstv ravaОценок пока нет
- Buckstay SystemДокумент15 страницBuckstay SystemAssistente Engenharia HNRОценок пока нет
- A BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Документ5 страницA BY - 4 The: May 23, 1961 B. J. Parmele 2,985,391Eloquent EloquentОценок пока нет
- Us5361479 PDFДокумент5 страницUs5361479 PDFmohammadreza91Оценок пока нет
- Na-Varsics: United States PatentДокумент10 страницNa-Varsics: United States PatentMMОценок пока нет
- Rat Hole DiggerДокумент4 страницыRat Hole DiggerDarshan MakwanaОценок пока нет
- United States Patent (19) : Gazalel, 72 8Документ7 страницUnited States Patent (19) : Gazalel, 72 8Mihai RobertОценок пока нет
- US5145692Документ14 страницUS5145692Rohan KulkarniОценок пока нет
- A. Q. Cotterman 3,211,887Документ6 страницA. Q. Cotterman 3,211,887ELM EngenhariaОценок пока нет
- United States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005Документ9 страницUnited States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005DaikinllcОценок пока нет
- US2823701Документ3 страницыUS2823701Ator VastatinОценок пока нет
- US4405260Документ7 страницUS4405260dedypunyaОценок пока нет
- Us6230368 PDFДокумент9 страницUs6230368 PDFSantoshОценок пока нет
- US4335764Документ7 страницUS4335764Jorge ArbelaezОценок пока нет
- United States PatentДокумент5 страницUnited States PatentAyu NurizzaОценок пока нет
- United States PatentДокумент7 страницUnited States Patentwmgb249529Оценок пока нет
- United States Patent (19) : (54) Coating Device For Coating OfaДокумент10 страницUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraОценок пока нет
- Piston Compressor PatentДокумент4 страницыPiston Compressor PatentKenneth ManuelОценок пока нет
- Manufacturing Method For Cooling Channels - PatentsДокумент5 страницManufacturing Method For Cooling Channels - PatentsAbhi KrishОценок пока нет
- III.I.I.I.I.I.III: United States Patent (19) 11 Patent Number: 5,192,059Документ3 страницыIII.I.I.I.I.I.III: United States Patent (19) 11 Patent Number: 5,192,059Xkarr RastaОценок пока нет
- United States Patent: AlterДокумент5 страницUnited States Patent: Alter9887845454Оценок пока нет
- United States Patent (113,565,212: 3. AFE No. 1969 3,454,131 7/1969 Johnson....................... 182/115Документ5 страницUnited States Patent (113,565,212: 3. AFE No. 1969 3,454,131 7/1969 Johnson....................... 182/115Jesus Antonio Esquivel HernandezОценок пока нет
- United States PatentДокумент5 страницUnited States PatentJagannathan ArumugamОценок пока нет
- Bassick Mfg. Co. v. R. M. Hollingshead Co. Rogers v. Alemite Corporation, 298 U.S. 415 (1936)Документ8 страницBassick Mfg. Co. v. R. M. Hollingshead Co. Rogers v. Alemite Corporation, 298 U.S. 415 (1936)Scribd Government DocsОценок пока нет
- R. M. Hardgrove: Filed July 1, 1955Документ4 страницыR. M. Hardgrove: Filed July 1, 1955RakaiPikatanОценок пока нет
- Tensioning StripsДокумент11 страницTensioning StripssuksesОценок пока нет
- US2900999-metal SealДокумент3 страницыUS2900999-metal Sealasen tsaiОценок пока нет
- United States Patent (191: Beales Et Al. (45) Date of Patent: Sep. 23, 1997Документ13 страницUnited States Patent (191: Beales Et Al. (45) Date of Patent: Sep. 23, 1997Amit PatelОценок пока нет
- Nov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantДокумент7 страницNov. 21, 1961 C, H, Burnside 3,009,385: Method of Loading A Rocket Motor With Solid PropellantSeenu CnuОценок пока нет
- EP0824153B1Документ9 страницEP0824153B1Dhaval patelОценок пока нет
- US2182002Документ5 страницUS2182002Jhonnatan E Avendaño FlorezОценок пока нет
- 45 Years Recovery Boiler Co-Operation in FinlandДокумент168 страниц45 Years Recovery Boiler Co-Operation in FinlandMiguel Kühnert FrichenbruderОценок пока нет
- Afpa Audit Guideline Final Mark Up Jan 2013 PDFДокумент19 страницAfpa Audit Guideline Final Mark Up Jan 2013 PDFMiguel Kühnert FrichenbruderОценок пока нет
- Boilermaker Province British Columbia PDFДокумент379 страницBoilermaker Province British Columbia PDFCarlos MolinaОценок пока нет
- Lecture 15: Application of Refractory MaterialsДокумент7 страницLecture 15: Application of Refractory MaterialsMiguel Kühnert FrichenbruderОценок пока нет
- Corrosion of Water Walls and Superheaters in Wte MSW PlantsДокумент114 страницCorrosion of Water Walls and Superheaters in Wte MSW Plantsvijay_nani124Оценок пока нет
- Soot Blower Lance Tube CorrosionДокумент11 страницSoot Blower Lance Tube CorrosionMiguel Kühnert FrichenbruderОценок пока нет
- Common Mechanisms Leading To Failures Steam GenДокумент25 страницCommon Mechanisms Leading To Failures Steam GenlanrodcmОценок пока нет
- TP1050ENДокумент13 страницTP1050ENKarel Sanchez HernandezОценок пока нет
- Vaccum Test MethodДокумент4 страницыVaccum Test MethodMahmud AlamОценок пока нет
- A Study On The Dyeing of CDP (Cation Dyeable Polyester) - Silk Knitted Fabrics With Disperse Type Cation Dyes - Acid Dyes - Ko.enДокумент18 страницA Study On The Dyeing of CDP (Cation Dyeable Polyester) - Silk Knitted Fabrics With Disperse Type Cation Dyes - Acid Dyes - Ko.enniloy mominОценок пока нет
- Presentation Domsjö FabrikerДокумент20 страницPresentation Domsjö FabrikerlyoufОценок пока нет
- Latex CompoundingДокумент3 страницыLatex Compoundingvimalpoly75% (4)
- Composite Slab ReportДокумент10 страницComposite Slab ReportAhmed Moustafa AboelelaОценок пока нет
- ASME B18.9 TabДокумент2 страницыASME B18.9 TabmarceloОценок пока нет
- 1 PDFДокумент1 страница1 PDFRavikanthОценок пока нет
- 4.5 Three Stage Oil-Grit Interceptor - 201804100736435698Документ1 страница4.5 Three Stage Oil-Grit Interceptor - 201804100736435698bladeliger22Оценок пока нет
- QUIZ 2 Landfill AnswersДокумент4 страницыQUIZ 2 Landfill AnswersSigmund SiyОценок пока нет
- Floating and Trunnion Mounted Ball ValvesДокумент24 страницыFloating and Trunnion Mounted Ball ValvesEHT pipeОценок пока нет
- Laporan KP (Baru)Документ97 страницLaporan KP (Baru)Bedry NurhadiОценок пока нет
- Thermal Plasma Treatment of Mobile Phone Waste Under Reduced ConditionДокумент8 страницThermal Plasma Treatment of Mobile Phone Waste Under Reduced Conditionhariprasadr5199Оценок пока нет
- API 570 Piping InspectionДокумент35 страницAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Lab Report8Документ5 страницLab Report8wanjiaОценок пока нет
- Powders and GranuleswhatДокумент47 страницPowders and GranuleswhatJezreel JavierОценок пока нет
- Thermochemistry Lesson PlanДокумент3 страницыThermochemistry Lesson PlanStephenie Nilus Richard KulaОценок пока нет
- Final Exam ReviewДокумент20 страницFinal Exam ReviewSARABIA, ARVIN JR.Оценок пока нет
- Excess Air (Metal Oxide Catalyst) ProcessДокумент14 страницExcess Air (Metal Oxide Catalyst) ProcessJuarez ReisОценок пока нет
- Orme 4 2023 (1) 44Документ1 страницаOrme 4 2023 (1) 44Dominic YuvanОценок пока нет
- An Overview of Silicone SoftenerДокумент3 страницыAn Overview of Silicone SoftenersiliconemanОценок пока нет
- CO2 Injection in CBMДокумент14 страницCO2 Injection in CBMmhuf89Оценок пока нет
- Ampere's Circuit Law and Its ApplicationДокумент16 страницAmpere's Circuit Law and Its Applicationdineshsilambam2305Оценок пока нет
- Dynamic Recrystalization and Grain Growth Behavior of 20SiMn Low Carbon Alloy SteelДокумент5 страницDynamic Recrystalization and Grain Growth Behavior of 20SiMn Low Carbon Alloy Steelpratik charkhawalaОценок пока нет
- Dod HDBK 263Документ76 страницDod HDBK 263Asif HamidОценок пока нет
- Metals and Non-Metals Notes - RemovedДокумент15 страницMetals and Non-Metals Notes - RemovedCyber Atharv100% (1)
- Tinuvin 400-DW (N) : Technical Data SheetДокумент3 страницыTinuvin 400-DW (N) : Technical Data SheetYavuz CelikОценок пока нет
- Epa Calculation For TowersДокумент11 страницEpa Calculation For Towersfadil3m2422Оценок пока нет
- Question Booklet Serial Number Question Booklet Alpha CodeДокумент16 страницQuestion Booklet Serial Number Question Booklet Alpha Codetvineeth0% (1)
- Fertilizer Computations UpdatedДокумент27 страницFertilizer Computations UpdatedArlanosaurus100% (1)