Вам также может понравиться
- Análisis de Hierro y Sodio en galletas usando AA Varian 240 FSДокумент31 страницаAnálisis de Hierro y Sodio en galletas usando AA Varian 240 FSHernan Santiago Effio Lara100% (7)
- Informe Concentracion Gravimetrica Tecsup 2Документ12 страницInforme Concentracion Gravimetrica Tecsup 2juanОценок пока нет
- Laboratorio 3 Cinetica de Flotacion (1) - 2Документ4 страницыLaboratorio 3 Cinetica de Flotacion (1) - 2Elizabeth LupacaОценок пока нет
- Procedimientos de CianuracionДокумент65 страницProcedimientos de CianuracionDavid NeyraОценок пока нет
- Laboratorio de PCM II N - 4 y 5Документ20 страницLaboratorio de PCM II N - 4 y 5Joan PaoloОценок пока нет
- Flotación de minerales Pb-ZnДокумент8 страницFlotación de minerales Pb-ZnAdrian Chacchi LuqueОценок пока нет
- PRACTICA Nro. 6 (CIANURACION)Документ7 страницPRACTICA Nro. 6 (CIANURACION)jdanny57100% (2)
- Laboratorio de Procesamiento de Minerales N 12Документ13 страницLaboratorio de Procesamiento de Minerales N 12Freddy ZuñigaОценок пока нет
- Laboratorio 5 - Hidro Del OroДокумент22 страницыLaboratorio 5 - Hidro Del OroJoseph Junior Jahuira TaparaОценок пока нет
- Lab8 HidrofinalДокумент15 страницLab8 HidrofinalTania Fiorela Rivas Canchanya100% (1)
- Hoja de Trabajo - TALLER 9 - MoliendaДокумент5 страницHoja de Trabajo - TALLER 9 - MoliendaLuis Enrique Surco FalconОценок пока нет
- Informe 5Документ23 страницыInforme 5Yesica RiveraОценок пока нет
- Laboratorio de Procesamiento de Minerales #12Документ17 страницLaboratorio de Procesamiento de Minerales #12Michael Alexander Baltazar CondorОценок пока нет
- Laboratorio 10Документ13 страницLaboratorio 10Angel HernandezОценок пока нет
- Informe 2 HidrometalurgiaДокумент12 страницInforme 2 Hidrometalurgialeslie casaicoОценок пока нет
- Laboratorio de PCM II N - 8Документ15 страницLaboratorio de PCM II N - 8Joan PaoloОценок пока нет
- Muestreo - Informe 6 - Analisis de MoliendabilidadДокумент12 страницMuestreo - Informe 6 - Analisis de MoliendabilidadLuisJoaquínAguilarChávezОценок пока нет
- Hidro 2Документ16 страницHidro 2Anonymous QSr25WOCОценок пока нет
- Hidrometalurgia - Laboratorio 14Документ4 страницыHidrometalurgia - Laboratorio 14Joseph ArgumeОценок пока нет
- Operaciones de Servicios de Planta - LAB - 01Документ27 страницOperaciones de Servicios de Planta - LAB - 01Jerson Fernando Arroyo BaldarragoОценок пока нет
- Laboratorio 2Документ18 страницLaboratorio 2Devora Miluska AlfaroОценок пока нет
- Taller Laboratorio 1a PDFДокумент9 страницTaller Laboratorio 1a PDFwendel aragonОценок пока нет
- Cianuración oro agitaciónДокумент5 страницCianuración oro agitaciónJose Carlos YvОценок пока нет
- Cuestionario DE LAB N 4 TRITURACIONДокумент5 страницCuestionario DE LAB N 4 TRITURACIONjose luis mori perez100% (1)
- Informe N° 2 de Laboratorio de Procesamiento de Minerales IДокумент16 страницInforme N° 2 de Laboratorio de Procesamiento de Minerales IJorge Castro100% (1)
- Laboratorio 6. CIANURACIÓN POR AGITACIÓN DE UN MINERAL AURÍFEROДокумент9 страницLaboratorio 6. CIANURACIÓN POR AGITACIÓN DE UN MINERAL AURÍFEROHector Suarez RiosОценок пока нет
- Lixiviación en columna de mineral oxidado de cobreДокумент20 страницLixiviación en columna de mineral oxidado de cobrehermelindaОценок пока нет
- Informe Separacion 7Документ10 страницInforme Separacion 7Flor De Maria Mamani ParilloОценок пока нет
- Procesamiento de Minerales II LAB 11Документ13 страницProcesamiento de Minerales II LAB 11Cristhian Valentin50% (2)
- Cuestionario-Molienda Lab 9Документ9 страницCuestionario-Molienda Lab 9Carlos Condori RomeroОценок пока нет
- Laboratorio 7 EntregarДокумент22 страницыLaboratorio 7 EntregarJoseph Junior Jahuira TaparaОценок пока нет
- Lab 05 Lab YacimientoДокумент5 страницLab 05 Lab YacimientoBlanca Mariela Ccari Cuenta100% (1)
- ..........................docxДокумент8 страниц..........................docxJosé Antonio ChipaОценок пока нет
- Hidro 1Документ13 страницHidro 1Yesica RiveraОценок пока нет
- Fundición de oro piritosoДокумент13 страницFundición de oro piritosoeduardoОценок пока нет
- Evaluación de Acidez en La Lixiviación de Minerales de CobreДокумент13 страницEvaluación de Acidez en La Lixiviación de Minerales de CobreIvonneRossyParianYallicoОценок пока нет
- Informe 5 Flotación de Minerales de CobreДокумент17 страницInforme 5 Flotación de Minerales de Cobrealextito_10_10Оценок пока нет
- Laboratorio 8 PDFДокумент17 страницLaboratorio 8 PDFDalton Einsten DarwinОценок пока нет
- Lab 01Документ14 страницLab 01Pilar Acosta DavilaОценок пока нет
- Laboratorio N°1 - Introducción A La LixiviaciónДокумент12 страницLaboratorio N°1 - Introducción A La LixiviaciónLizbeth Maguiña100% (1)
- Laboratorio de Procesos Metalúrgicos N3Документ13 страницLaboratorio de Procesos Metalúrgicos N3Michael Alexander Baltazar CondorОценок пока нет
- Negociacion y Seleccion de ProveedoresДокумент14 страницNegociacion y Seleccion de ProveedoresXiomiBellQuispeRiveraОценок пока нет
- Laboratorio de Procesos de Minerales IДокумент14 страницLaboratorio de Procesos de Minerales IAngel HernandezОценок пока нет
- 1196721669-Laboratorio 3 y 4Документ13 страниц1196721669-Laboratorio 3 y 4luiguiОценок пока нет
- Laboratorio 5 ConmiДокумент5 страницLaboratorio 5 ConmiRenato Mauricio Yucra PurguayaОценок пока нет
- Calderas vapor nivel agua destilación reflujo lazos controlДокумент2 страницыCalderas vapor nivel agua destilación reflujo lazos controlAlexandra MolinaОценок пока нет
- Informe 14Документ9 страницInforme 14Joan PaoloОценок пока нет
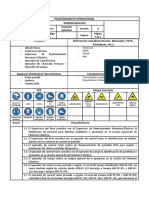
- Procedimiento Operacional Normalización Flotacion SelectivaДокумент3 страницыProcedimiento Operacional Normalización Flotacion SelectivaTHIAGO FLORESОценок пока нет
- Análisis de Metales Mediante FIASДокумент16 страницAnálisis de Metales Mediante FIASAngel Bernabe HuallpaОценок пока нет
- Trituracion Convertido Editado PDFДокумент22 страницыTrituracion Convertido Editado PDFNicole Flores GenebrozoОценок пока нет
- Procesos Metalúrgicos: Calcinación Y Tostación de MineralesДокумент11 страницProcesos Metalúrgicos: Calcinación Y Tostación de MineralesLito Saul Fernandez QuispeОценок пока нет
- Informe N°01 PDFДокумент29 страницInforme N°01 PDFSheyla Maybee Yantas EspirituОценок пока нет
- PCM 15Документ18 страницPCM 15guiovanaОценок пока нет
- Lab 01 Conc. MineralesДокумент15 страницLab 01 Conc. MineralesDanthe VergaraОценок пока нет
- Flotación Selectiva InformeДокумент9 страницFlotación Selectiva InformeGracce VilcaОценок пока нет
- Laboratorio N°05: Operaciones en Servicios de PlantaДокумент17 страницLaboratorio N°05: Operaciones en Servicios de PlantaHecho A ManoОценок пока нет
- Preguntas InnovacionДокумент5 страницPreguntas InnovacionLito Saul Fernandez QuispeОценок пока нет
- CUESTIONARIOДокумент2 страницыCUESTIONARIOOsvaldo HuamaniОценок пока нет
- Practica 10Документ7 страницPractica 10Eduardo Daniel Ortiz TorresОценок пока нет
- Lab 11 GeometalurgiaДокумент8 страницLab 11 GeometalurgiaCristhian CcariОценок пока нет
- PCM 11 Flotacion de Minerales Polimetalicos PDFДокумент15 страницPCM 11 Flotacion de Minerales Polimetalicos PDFHumberto Onias Mendoza MacedoОценок пока нет
- Prueba de Laboratario de FlotacionДокумент6 страницPrueba de Laboratario de FlotacionJerson Ramos HuertaОценок пока нет
- React IvoДокумент28 страницReact IvoDavid NeyraОценок пока нет
- Preparacion de Soluciones de CobreДокумент1 страницаPreparacion de Soluciones de CobreDavid NeyraОценок пока нет
- Metsim Circuito CerradoДокумент5 страницMetsim Circuito CerradoDavid NeyraОценок пока нет
- Tesis UnsaДокумент79 страницTesis UnsaDavid NeyraОценок пока нет
- 5.2 Espesamiento y FiltraciónДокумент6 страниц5.2 Espesamiento y FiltraciónDavid NeyraОценок пока нет
- 4.1 La Flotación de MineralesДокумент14 страниц4.1 La Flotación de MineralesDavid NeyraОценок пока нет
- CAPÍTULO II OroДокумент63 страницыCAPÍTULO II OroNataniel Linares Gutiérrez89% (9)
- Charla de seguridad sobre duchas de emergencia en laboratoriosДокумент5 страницCharla de seguridad sobre duchas de emergencia en laboratoriosDavid NeyraОценок пока нет
- Balance de Bolas Molino 4x5Документ8 страницBalance de Bolas Molino 4x5David NeyraОценок пока нет
- Capitulo IV Volumetria CobreДокумент22 страницыCapitulo IV Volumetria CobreDavid NeyraОценок пока нет
- Eficiencia Zarandas FacilitoДокумент3 страницыEficiencia Zarandas FacilitoDavid NeyraОценок пока нет
- 2.1 TrituraciónДокумент11 страниц2.1 TrituraciónJuan F Mamani CОценок пока нет
- 3.2 Clasificadores de Espirales o HelicoidalesДокумент3 страницы3.2 Clasificadores de Espirales o HelicoidalesDavid NeyraОценок пока нет
- Estandarizacion de Tiosulfato de SodioДокумент2 страницыEstandarizacion de Tiosulfato de SodioDavid NeyraОценок пока нет
- Modo Operatorio y Estandarización - CuДокумент3 страницыModo Operatorio y Estandarización - CuDavid NeyraОценок пока нет
- Lixiviacion de Cobre - Vii CicloДокумент21 страницаLixiviacion de Cobre - Vii CicloDavid Neyra100% (4)
- Cianuracion Analisis QuimicosДокумент8 страницCianuracion Analisis QuimicosDavid NeyraОценок пока нет
- Vat Leaching X Cianuración Orcopampa ConvensiónДокумент14 страницVat Leaching X Cianuración Orcopampa ConvensiónDavid NeyraОценок пока нет
- 5.1. Concentración GravimétricaДокумент5 страниц5.1. Concentración GravimétricaDavid NeyraОценок пока нет
- Fundamentos Teoricos de La CianuracionДокумент37 страницFundamentos Teoricos de La CianuracionDavid Neyra100% (1)
- Tareas para El Primer NivelДокумент11 страницTareas para El Primer NivelJuancito ZcОценок пока нет
- Preparación Mécanica de MuestrasДокумент1 страницаPreparación Mécanica de MuestrasDavid NeyraОценок пока нет
- Tesis UnsaДокумент79 страницTesis UnsaDavid NeyraОценок пока нет
- React IvoДокумент28 страницReact IvoDavid NeyraОценок пока нет
- Cianuro de SodioДокумент138 страницCianuro de SodioDavid NeyraОценок пока нет
- Cianuro de SodioДокумент2 страницыCianuro de SodioDavid NeyraОценок пока нет
- Cianuración Por AgitaciónДокумент12 страницCianuración Por AgitaciónDavid NeyraОценок пока нет
- Material y Metodos AmbientalДокумент5 страницMaterial y Metodos AmbientalJuanPercyMonzonDavilaОценок пока нет
- Curso Gratis de Aplicaciones Estadísticas. Aulaclic. 4 - VARIABLES ALEATORIAS Y DISTRIBUCIONES DE PROBABILIDADДокумент5 страницCurso Gratis de Aplicaciones Estadísticas. Aulaclic. 4 - VARIABLES ALEATORIAS Y DISTRIBUCIONES DE PROBABILIDADwioxvrОценок пока нет
- Tratados Limitrofes de PanamáДокумент12 страницTratados Limitrofes de PanamáHaruhi SamОценок пока нет
- UntitledДокумент53 страницыUntitledSandra CruzОценок пока нет
- Black Friday: A SoloДокумент47 страницBlack Friday: A SolopauccaponcianoОценок пока нет
- Educación y ContrahegemoníaДокумент17 страницEducación y ContrahegemoníaPancho Hernandhernandez Hernandez Diaz100% (1)
- Análisis de viabilidad económica de proyectos de inversiónДокумент5 страницAnálisis de viabilidad económica de proyectos de inversiónAlfredo De Jesus Cordova AbarcaОценок пока нет
- EXPERIMENTO Fuente de AmoniacoДокумент3 страницыEXPERIMENTO Fuente de AmoniacokiomОценок пока нет
- Práctica 3 RobóticaДокумент34 страницыPráctica 3 Robóticacharleseli123Оценок пока нет
- Programa Nacional de Telecomunicaciones-Pronatel: Gilat Networks Perú S.A. RUC: 20600386442Документ13 страницPrograma Nacional de Telecomunicaciones-Pronatel: Gilat Networks Perú S.A. RUC: 20600386442Luis Merino CaballeroОценок пока нет
- XXX Seguridad Industrial Tarea 3Документ5 страницXXX Seguridad Industrial Tarea 3patricio caceresОценок пока нет
- PeroxidasasДокумент18 страницPeroxidasasJesús SolísОценок пока нет
- Taller 9 - Distrib Bivar y GraficosДокумент3 страницыTaller 9 - Distrib Bivar y Graficosjuanita mendezОценок пока нет
- PD 11 Sist de Part - Choques 2023-I Fis 1Документ4 страницыPD 11 Sist de Part - Choques 2023-I Fis 1DAIVID JHUNIOR ALELUYA UNCHUPAICOОценок пока нет
- Folleto de Motivación Actividad 5Документ2 страницыFolleto de Motivación Actividad 5Luisa Fernanda SanCortes0% (1)
- Sesión 7 OFI Dinámica Durante Costos LC 2023Документ8 страницSesión 7 OFI Dinámica Durante Costos LC 2023Leonela PortocarreroОценок пока нет
- Escuela de comunicaciones militaresДокумент22 страницыEscuela de comunicaciones militaresMiguel Angel Cordoba BlancoОценок пока нет
- Foros virtuales aprendizajeДокумент2 страницыForos virtuales aprendizajeNora MarquezОценок пока нет
- Anexo 6 - Achatarramiento o RecicladoДокумент34 страницыAnexo 6 - Achatarramiento o RecicladocarzanteОценок пока нет
- Desintegracion Social en NicaraguaДокумент18 страницDesintegracion Social en NicaraguaVanessa Ijzm Pineda57% (7)
- Cuando Complique El Collar, Piense en El Perro - Documentación Técnica 1Документ5 страницCuando Complique El Collar, Piense en El Perro - Documentación Técnica 1Cesar MedinaОценок пока нет
- Simulacion de Yacimientos 1Документ27 страницSimulacion de Yacimientos 1Anderson SuarezОценок пока нет
- 1.1. Vision de La PlaneaciónДокумент35 страниц1.1. Vision de La Planeaciónxavier castañedaОценок пока нет
- Directorio XXXXДокумент9 страницDirectorio XXXXHugo Antonio Enamorado LadinoОценок пока нет
- SISCONTДокумент27 страницSISCONTJess CormanОценок пока нет
- Geografía Sem4Документ17 страницGeografía Sem4cubjerhct1Оценок пока нет
- Trabajo de InvestigaciónДокумент16 страницTrabajo de Investigaciónpeterhernand45489494Оценок пока нет
- Comentario A El Ente y La EsenciaДокумент5 страницComentario A El Ente y La EsenciaJuan Nicolas TrainiОценок пока нет
- Metodología de la enseñanza de la literaturaДокумент6 страницMetodología de la enseñanza de la literaturaProfr Jorge Alberto PiñeyroОценок пока нет
- FasoresДокумент11 страницFasoresYunior DagaОценок пока нет