Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- HRS VS CRSДокумент6 страницHRS VS CRSHumberto GalvezОценок пока нет
- Astm A659-06 PDFДокумент3 страницыAstm A659-06 PDFHumberto GalvezОценок пока нет
- United States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Документ348 страницUnited States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Humberto GalvezОценок пока нет
- 2-14-1387871444-18. Manage-Taguchi-Aneesh - Chintaman - Gangal PDFДокумент14 страниц2-14-1387871444-18. Manage-Taguchi-Aneesh - Chintaman - Gangal PDFHumberto GalvezОценок пока нет
- ASTM Designations For Steel Properties PDFДокумент5 страницASTM Designations For Steel Properties PDFHumberto GalvezОценок пока нет
- AWS - Welding SymbolsДокумент1 страницаAWS - Welding SymbolsAli Saifullizan IsmailОценок пока нет
- S 2687 References Election Guides Sheet Coil FinalДокумент4 страницыS 2687 References Election Guides Sheet Coil FinalJosé Carlos GarBadОценок пока нет
- United States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Документ5 страницUnited States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Humberto GalvezОценок пока нет
- Down FileДокумент11 страницDown FileSantiago Cuichán VelascoОценок пока нет
- Astm A568 PDFДокумент28 страницAstm A568 PDFNguyen Phuong Son100% (1)
- United States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Документ5 страницUnited States Steel Corporation - Application Considerations - Steel Designations - 2016-06-23Humberto GalvezОценок пока нет
- NEMA Ratings and IP Cross Reference PDFДокумент2 страницыNEMA Ratings and IP Cross Reference PDFAdolfo EyzaguirreОценок пока нет
- Astm A 1011M PDFДокумент8 страницAstm A 1011M PDFJuan CarlosОценок пока нет
- Torque Value GuideДокумент2 страницыTorque Value GuideSaurabh KaushikОценок пока нет
- Environmental Conditions and The Appropriate:: Enclosure TypesДокумент32 страницыEnvironmental Conditions and The Appropriate:: Enclosure TypesHumberto GalvezОценок пока нет
- Environmental Conditions and The Appropriate:: Enclosure TypesДокумент32 страницыEnvironmental Conditions and The Appropriate:: Enclosure TypesHumberto GalvezОценок пока нет
- Torque-Tension Chart For A307 Gr5 Gr8 Gr9 PDFДокумент1 страницаTorque-Tension Chart For A307 Gr5 Gr8 Gr9 PDFStephanie ScottОценок пока нет
- Large L-Handles: Front-Mount Locking Shown 6.00 152.4Документ1 страницаLarge L-Handles: Front-Mount Locking Shown 6.00 152.4Humberto GalvezОценок пока нет
- Yokogawa SyncДокумент40 страницYokogawa SyncHumberto Galvez100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Auto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineДокумент24 страницыAuto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineDinesh Kumar100% (1)
- Texa Daf Dmci MefiДокумент12 страницTexa Daf Dmci Mefiinforlex100% (2)
- The Electric Motor and Its ApplicationsДокумент336 страницThe Electric Motor and Its ApplicationsRommel100% (1)
- Diseño de Caja Acustica Bajos 18sound IPAL Double 18Документ26 страницDiseño de Caja Acustica Bajos 18sound IPAL Double 18omarquisperojas100% (1)
- Hastelloy C276 Lap Joint Flange 900LB 900# CLASS900Документ2 страницыHastelloy C276 Lap Joint Flange 900LB 900# CLASS900Yilia WangОценок пока нет
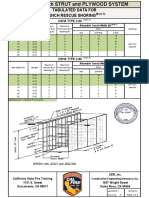
- Shoring With Strut and PlywoodДокумент13 страницShoring With Strut and Plywoodlance lancelottiОценок пока нет
- Bioplastic IncДокумент11 страницBioplastic IncMikaella Manzano33% (3)
- PresntionДокумент1 страницаPresntionAbdullah MohamedОценок пока нет
- 75 Lb. and 100 Lb. Carbon Dioxide CylindersДокумент1 страница75 Lb. and 100 Lb. Carbon Dioxide Cylindersshibushine1085Оценок пока нет
- Palladian and Baroque: The Difference BetweenДокумент2 страницыPalladian and Baroque: The Difference BetweenCandace AguilarОценок пока нет
- 2017 Market RatesДокумент57 страниц2017 Market RatesALEXОценок пока нет
- GRE Pipe Testing MethodДокумент3 страницыGRE Pipe Testing MethodVanaa MohanОценок пока нет
- Soal Pts Bing Kelas 10 Sem 2Документ8 страницSoal Pts Bing Kelas 10 Sem 2Nor AnnisaОценок пока нет
- Sikalastic 632 R PDFДокумент4 страницыSikalastic 632 R PDFDan BermasОценок пока нет
- Rachmada Wishnu Putra Adinova - MILLINGДокумент20 страницRachmada Wishnu Putra Adinova - MILLINGRachmada WishnuОценок пока нет
- Th-130 Universal Hardness TesterДокумент2 страницыTh-130 Universal Hardness TesterJuan CarlosОценок пока нет
- Technical Data Sheet Eurobent Nt-35 (Zakładka)Документ1 страницаTechnical Data Sheet Eurobent Nt-35 (Zakładka)Dannyamil AriasОценок пока нет
- Electricians GuideДокумент296 страницElectricians Guidemaeid75% (4)
- QA450Документ126 страницQA450Аленка Дерзкова100% (2)
- Resume ArifinДокумент9 страницResume Arifinapi-27411749100% (1)
- Quotation For Interior Works (GROUND FLOOR) S.N Description Size Qty SQR/RFT Rate AmountДокумент6 страницQuotation For Interior Works (GROUND FLOOR) S.N Description Size Qty SQR/RFT Rate AmountArjun Pakanewar100% (1)
- Fusing Equipment: Kearney Fuse LinksДокумент8 страницFusing Equipment: Kearney Fuse LinksjorgeflorescoaguilaОценок пока нет
- Metal Plus (Model 1412) : Written By: Brook DrummДокумент30 страницMetal Plus (Model 1412) : Written By: Brook DrummEmmanuel LeggeriОценок пока нет
- Joisted or Load Bearing Masonry ConstructionДокумент10 страницJoisted or Load Bearing Masonry Constructionbernard barnedoОценок пока нет
- Ut Universal ThermostatsДокумент4 страницыUt Universal ThermostatsTanveer ShaikhОценок пока нет
- Resume 2010Документ5 страницResume 2010Jeric LausinОценок пока нет
- 23) CDS Pouring Concrete UWДокумент2 страницы23) CDS Pouring Concrete UWho wa chowОценок пока нет
- Accepted CommunicationsДокумент7 страницAccepted CommunicationsRaul PozoОценок пока нет
- Bromma OhfДокумент30 страницBromma OhfMohd Rizalman100% (2)
- Heatcraft Condensing UnitsДокумент12 страницHeatcraft Condensing UnitsValentin LupascuОценок пока нет