Вам также может понравиться
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Pump Inspection HandbookДокумент16 страницPump Inspection Handbookyoonchankim0911100% (2)
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideОт EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideРейтинг: 5 из 5 звезд5/5 (1)
- Persatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)Документ19 страницPersatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)HaryadiОценок пока нет
- NPSH Calculations For Reciprocating PumpДокумент1 страницаNPSH Calculations For Reciprocating PumpMadan YadavОценок пока нет
- Pump Check List (P-2)Документ8 страницPump Check List (P-2)Kayra Riri ChirulОценок пока нет
- API vs ANSI Pumps: Key Differences Explained in 40 CharactersДокумент9 страницAPI vs ANSI Pumps: Key Differences Explained in 40 CharactersRogerОценок пока нет
- Impeller and Centrifugal Pump OutputДокумент2 страницыImpeller and Centrifugal Pump Outputejzuppelli8036Оценок пока нет
- Making Sense of Pump Testing Standards - How Understanding Standards Can Impact The Bottom Line PDFДокумент24 страницыMaking Sense of Pump Testing Standards - How Understanding Standards Can Impact The Bottom Line PDF1sympatyagaОценок пока нет
- ASME B73 Pump Standards OverviewДокумент16 страницASME B73 Pump Standards Overviewdang2172014Оценок пока нет
- Reading A Pump Curve: Pump Name and SpeedДокумент4 страницыReading A Pump Curve: Pump Name and SpeedganeshanОценок пока нет
- Write Up On PumpsДокумент74 страницыWrite Up On PumpsGopal Reddy100% (1)
- Pumps CentrifugalДокумент44 страницыPumps CentrifugalEhab Abowarda100% (1)
- Mechanical Seals (Compatibility Mode)Документ81 страницаMechanical Seals (Compatibility Mode)mechanikyОценок пока нет
- ANSI HI 1 6 2000 M104 HI 1-6 PreДокумент9 страницANSI HI 1 6 2000 M104 HI 1-6 PreyuchiayiОценок пока нет
- SEO-OPTIMIZED TITLEДокумент3 страницыSEO-OPTIMIZED TITLEwado11Оценок пока нет
- Centrifugal Pump Performance Test ProcedureДокумент7 страницCentrifugal Pump Performance Test Proceduresamuraivicky100% (1)
- Mechanical Seal PDFДокумент30 страницMechanical Seal PDFJp RaoОценок пока нет
- AS/ISO 9906:2018 pump performance standard now in effectДокумент3 страницыAS/ISO 9906:2018 pump performance standard now in effecter_bhavinОценок пока нет
- Schedule Large Vertical TurbineДокумент1 страницаSchedule Large Vertical TurbineGodwin ChagotaОценок пока нет
- BS en Iso 9905-1998+a1-2011Документ72 страницыBS en Iso 9905-1998+a1-2011Tasawwur TahirОценок пока нет
- Centrifugal pump maintenance scheduleДокумент3 страницыCentrifugal pump maintenance schedulemhnmndrkОценок пока нет
- Vertical Turbine PumpsДокумент171 страницаVertical Turbine PumpsAnonymous CMS3dL1T100% (1)
- API 610 Centrifugal Pump SpecsДокумент9 страницAPI 610 Centrifugal Pump Specsmsmechcore50% (2)
- NPSH - Net Positive Suction HeadДокумент12 страницNPSH - Net Positive Suction HeadhbithoОценок пока нет
- Diaphragm Pumps SOWДокумент30 страницDiaphragm Pumps SOWalliancemarine2011Оценок пока нет
- Vertical Turbine PumpДокумент28 страницVertical Turbine Pumpkarthikraja21Оценок пока нет
- Discharge Recirculation and CavitationДокумент2 страницыDischarge Recirculation and Cavitationdk4monjure100% (1)
- Centrifugal PumpsДокумент30 страницCentrifugal PumpsNitish NairОценок пока нет
- Process Equipment, Plant Layout and Piping Design – Part 4 Rotating Equipment DesignДокумент34 страницыProcess Equipment, Plant Layout and Piping Design – Part 4 Rotating Equipment DesignJohn Lexmar LeynesОценок пока нет
- Mechanical Seal StudyДокумент16 страницMechanical Seal StudySulaiman Kadher KОценок пока нет
- Design of Impeller Blade by Varying Blades and Type of Blades Using Analytical PDFДокумент11 страницDesign of Impeller Blade by Varying Blades and Type of Blades Using Analytical PDFasrikalyanОценок пока нет
- Boiler Feed Pump New 1Документ39 страницBoiler Feed Pump New 1789krishnaОценок пока нет
- Previews HI 9 6 1 2012 PreДокумент12 страницPreviews HI 9 6 1 2012 Prearundhamodharan4294Оценок пока нет
- Centrifugal Pumps PresentationДокумент28 страницCentrifugal Pumps Presentationprasoon_eilОценок пока нет
- B5010-RP 697 Main 2019-12-18 4th Ballot - 01 PDFДокумент241 страницаB5010-RP 697 Main 2019-12-18 4th Ballot - 01 PDFBaher Elsheikh80% (5)
- Form I-1 Centrifugal Pump Data SheetДокумент4 страницыForm I-1 Centrifugal Pump Data SheetJohnОценок пока нет
- Maintenance of PumpsДокумент22 страницыMaintenance of PumpsBhaumik Bhuva100% (2)
- IOCL Centrifugal Pump SpecificationДокумент19 страницIOCL Centrifugal Pump Specificationdheeraj1993100% (1)
- Ansi Hi Pumps Standards 2006pdf PDFДокумент12 страницAnsi Hi Pumps Standards 2006pdf PDFAbhi NandanaОценок пока нет
- Effect of Viscosity On PumpsДокумент4 страницыEffect of Viscosity On PumpsChemkhiОценок пока нет
- 1 - Pump BasicДокумент46 страниц1 - Pump BasicriinОценок пока нет
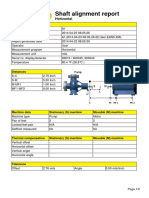
- Shaft Alignment Report Horizontal MeasurementДокумент2 страницыShaft Alignment Report Horizontal MeasurementfjalzinaОценок пока нет
- Gear Drive Manual No. 702Документ38 страницGear Drive Manual No. 702MaintenanceОценок пока нет
- Shaft DeflectionДокумент91 страницаShaft Deflectioneng_moh04100% (1)
- JIS B 8313-1981 End Suction Centrifugal PumpДокумент25 страницJIS B 8313-1981 End Suction Centrifugal PumpTsani TsaniОценок пока нет
- Root Cause Analysis of Multistage Pump Shaft Crack Using ODS and FEAДокумент42 страницыRoot Cause Analysis of Multistage Pump Shaft Crack Using ODS and FEAmariomatoОценок пока нет
- Vertical Pump IOMДокумент76 страницVertical Pump IOMBhaskar ReddyОценок пока нет
- Centrifugal Pumps Vibration Causes and LimitsДокумент5 страницCentrifugal Pumps Vibration Causes and LimitsTheophilus ThistlerОценок пока нет
- Iso 13631 Compresseur N 1Документ7 страницIso 13631 Compresseur N 1mostefa brahimiОценок пока нет
- API 610 Pump Selection and Curve EvaluationДокумент4 страницыAPI 610 Pump Selection and Curve EvaluationbbmokshОценок пока нет
- Sample quality assurance plan for shell and tube heat exchangersДокумент8 страницSample quality assurance plan for shell and tube heat exchangersAjit Patil100% (1)
- HIS 1 4 Centrifugal Pumps Installation OperationДокумент66 страницHIS 1 4 Centrifugal Pumps Installation OperationSherif Adel100% (1)
- Pumpapi675presentation 150805065440 Lva1 App6891 PDFДокумент42 страницыPumpapi675presentation 150805065440 Lva1 App6891 PDFsanthoshkumarplОценок пока нет
- 2,4 Pipes&PumpsДокумент226 страниц2,4 Pipes&PumpsShankar Angappan100% (1)
- Fundamentals of API Rotordynamic RequirementsДокумент15 страницFundamentals of API Rotordynamic RequirementsJim Bohni100% (2)
- Reciprocating Compressor Testing GuideДокумент10 страницReciprocating Compressor Testing GuideS DasОценок пока нет
- My NotesДокумент15 страницMy NotesThe Servant of Allah SWTОценок пока нет
- CompressorДокумент17 страницCompressorLipika GayenОценок пока нет
- Centrifugal Compressor TestingДокумент10 страницCentrifugal Compressor TestingBalasubramanian CОценок пока нет
- Image Processing For Radiographic Films of Weld InspectionДокумент7 страницImage Processing For Radiographic Films of Weld InspectionMahmoud AbdullahОценок пока нет
- Image Processing For Radiographic Films of Weld InspectionДокумент7 страницImage Processing For Radiographic Films of Weld InspectionMahmoud AbdullahОценок пока нет
- American Machinist Gear Book Logue 1922 PDFДокумент377 страницAmerican Machinist Gear Book Logue 1922 PDFAbhi NandanaОценок пока нет
- 5a MSS SP 67 Butterfly ValvesДокумент19 страниц5a MSS SP 67 Butterfly ValvessghinausОценок пока нет
- QMS P 007 Procedure For Magnetic Particle Testing Revision 0Документ18 страницQMS P 007 Procedure For Magnetic Particle Testing Revision 0Mohamed Tarek Hamam100% (3)
- Ansi Hi Pumps Standards 2006pdf PDFДокумент12 страницAnsi Hi Pumps Standards 2006pdf PDFAbhi NandanaОценок пока нет
- Image Processing For Radiographic Films of Weld InspectionДокумент7 страницImage Processing For Radiographic Films of Weld InspectionMahmoud AbdullahОценок пока нет
- Ensayo de Ultrasonido Industrial Astm1444 PDFДокумент12 страницEnsayo de Ultrasonido Industrial Astm1444 PDFBetzabethZuñigaОценок пока нет
- American Machinist Gear Book Logue 1922Документ50 страницAmerican Machinist Gear Book Logue 1922Abhi NandanaОценок пока нет
- Dynamic BalancingДокумент1 страницаDynamic BalancingAbhi NandanaОценок пока нет
- ISO6892Документ5 страницISO6892jeridОценок пока нет
- Dynamic BalancingДокумент1 страницаDynamic BalancingAbhi NandanaОценок пока нет
- Toc Mechanical-Shock PDFДокумент6 страницToc Mechanical-Shock PDFAbhi NandanaОценок пока нет
- Dynamic Balancing of Centrifugal Pump ImpellerДокумент5 страницDynamic Balancing of Centrifugal Pump ImpellerChoochart Thongnark100% (1)
- ISO vibration standards guideДокумент6 страницISO vibration standards guidebirserОценок пока нет
- AHRI Guideline G IP 2016Документ11 страницAHRI Guideline G IP 2016Muhammad IqbaalОценок пока нет
- Lecture NotesДокумент140 страницLecture NotesRavi GajenthranОценок пока нет
- A479 02Документ8 страницA479 02Anna SullivanОценок пока нет
- GearologyДокумент132 страницыGearologyRyley McCarthyОценок пока нет
- Welcome: Bahasa Inggris Teknik I Ahmad Nusi, S. PD., M. PDДокумент11 страницWelcome: Bahasa Inggris Teknik I Ahmad Nusi, S. PD., M. PDAsril SalongОценок пока нет
- ISO 11957 1996 en PreviewДокумент5 страницISO 11957 1996 en PreviewHoang TraОценок пока нет
- Science8 Q2 Module3 (Week6)Документ30 страницScience8 Q2 Module3 (Week6)Mary Grace Lemon100% (1)
- TP 03: Technique D'optimisation PSOДокумент3 страницыTP 03: Technique D'optimisation PSOCEM Yelle N centreОценок пока нет
- Time Signature - WikipediaДокумент17 страницTime Signature - WikipediaDiana GhiusОценок пока нет
- Modeling and Control of 2-DOF Robot ArmДокумент8 страницModeling and Control of 2-DOF Robot ArmOtter OttersОценок пока нет
- B. Solving Quadratic EquationsДокумент23 страницыB. Solving Quadratic EquationsHasnain -GamerОценок пока нет
- Treatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationДокумент8 страницTreatment of Electroplating Wastewater Containing Cu2+, ZN 2+ and CR (VI) by ElectrocoagulationAnonymous ZAr1RKОценок пока нет
- Lecture 01Документ18 страницLecture 01priyasonu049Оценок пока нет
- Nov. AbwДокумент50 страницNov. Abwjbyarkpawolo70Оценок пока нет
- Z 80 HelptopicsДокумент5 страницZ 80 HelptopicsEverly NОценок пока нет
- Molecular Cell Biology Lodish 7th Edition Solutions ManualДокумент8 страницMolecular Cell Biology Lodish 7th Edition Solutions ManualmarisorbornewwssОценок пока нет
- Manuscript 123Документ46 страницManuscript 123Datuzuharto Sultan100% (1)
- Modular Forms Exam - Homework RewriteДокумент2 страницыModular Forms Exam - Homework RewritejhqwhgadsОценок пока нет
- D Lucky Labeling of Graphs PDFДокумент6 страницD Lucky Labeling of Graphs PDFtony augustineОценок пока нет
- Programming structures if, for and while loopsДокумент16 страницProgramming structures if, for and while loopsFrancisco AristizabalОценок пока нет
- Waterproof BoxДокумент129 страницWaterproof BoxVenkata Narayana BoddapatiОценок пока нет
- Mste 3.0 Plane Geometry Hand OutsДокумент8 страницMste 3.0 Plane Geometry Hand OutsJasmine MartinezОценок пока нет
- Energy Criteria in GRIHA PDFДокумент71 страницаEnergy Criteria in GRIHA PDFAnisha Prakash100% (1)
- Coordinated Interference Management (Low-Frequency TDD) (5G RAN6.1 - Draft A)Документ28 страницCoordinated Interference Management (Low-Frequency TDD) (5G RAN6.1 - Draft A)VVLОценок пока нет
- QAP - LT Panel PDFДокумент8 страницQAP - LT Panel PDFAkshay Ajay100% (2)
- Design of LQR Controller For The Inverted Pendulum: Lili Wan, Juan Lei, Hongxia WuДокумент5 страницDesign of LQR Controller For The Inverted Pendulum: Lili Wan, Juan Lei, Hongxia WuVictor PassosОценок пока нет
- Writing Iap Smarten Up in Maths Age 7 8Документ38 страницWriting Iap Smarten Up in Maths Age 7 8lphoune100% (1)
- Brake SystemДокумент19 страницBrake SystemSudarshan NepalОценок пока нет
- BMW M5 ConfigurationДокумент12 страницBMW M5 ConfigurationprasadОценок пока нет
- WPS PQR CompressedДокумент5 страницWPS PQR CompressedBalaje MantravadiОценок пока нет
- L - 1 - INTRO - Well LoggingДокумент47 страницL - 1 - INTRO - Well LoggingSaaeed Ali100% (1)
- AdvancesДокумент328 страницAdvanceshanumsj123Оценок пока нет
- Thermocouple Wire Reference Guide: WWW - Omega.co - Uk +44 (0) 161 777 6611 WWW - Omega.co - Uk +44 (0) 161 777 6611Документ1 страницаThermocouple Wire Reference Guide: WWW - Omega.co - Uk +44 (0) 161 777 6611 WWW - Omega.co - Uk +44 (0) 161 777 6611Mohamed MaltiОценок пока нет
- MMW Module 2.2 (Part 2)Документ6 страницMMW Module 2.2 (Part 2)ROJE DANNELL GALVANОценок пока нет
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОт EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОценок пока нет
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successОт EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Build Your Own Electric Vehicle, Third EditionОт EverandBuild Your Own Electric Vehicle, Third EditionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeОт EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeРейтинг: 4 из 5 звезд4/5 (130)
- The Grid: The Fraying Wires Between Americans and Our Energy FutureОт EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureРейтинг: 3.5 из 5 звезд3.5/5 (48)
- Implementing an Integrated Management System (IMS): The strategic approachОт EverandImplementing an Integrated Management System (IMS): The strategic approachРейтинг: 5 из 5 звезд5/5 (2)
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksОт EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksОценок пока нет
- Industrial Piping and Equipment Estimating ManualОт EverandIndustrial Piping and Equipment Estimating ManualРейтинг: 5 из 5 звезд5/5 (7)
- The Rare Metals War: the dark side of clean energy and digital technologiesОт EverandThe Rare Metals War: the dark side of clean energy and digital technologiesРейтинг: 5 из 5 звезд5/5 (2)
- ISO 50001: A strategic guide to establishing an energy management systemОт EverandISO 50001: A strategic guide to establishing an energy management systemОценок пока нет
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОт EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОценок пока нет
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesОт EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertРейтинг: 3 из 5 звезд3/5 (2)
- Solar Electricity Basics: Powering Your Home or Office with Solar EnergyОт EverandSolar Electricity Basics: Powering Your Home or Office with Solar EnergyРейтинг: 5 из 5 звезд5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionОт EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionРейтинг: 4.5 из 5 звезд4.5/5 (16)