Вам также может понравиться
- Cat C-13 Valve LashДокумент6 страницCat C-13 Valve LashEwgeny100% (5)
- 8-215 2007 PDFДокумент224 страницы8-215 2007 PDFEduardo Torres100% (1)
- Engine Valve Lash - Inspect - Adjust c9Документ3 страницыEngine Valve Lash - Inspect - Adjust c9Antonio78% (9)
- 2007 Mack Engine: Tune-UpДокумент92 страницы2007 Mack Engine: Tune-UpEduardo Torres100% (1)
- 3306 Valve AdjustmentДокумент3 страницы3306 Valve Adjustmentferdyak194% (18)
- Engine Valve Lash ADJUST C27 C32Документ5 страницEngine Valve Lash ADJUST C27 C32manu luvunga100% (1)
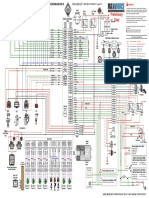
- Preliminary Copy: Chassis Electrical Circuit Diagram Manual Electrical System Troubleshooting GuideДокумент2 страницыPreliminary Copy: Chassis Electrical Circuit Diagram Manual Electrical System Troubleshooting GuideEduardo Torres100% (1)
- Pruebas y Ajustes C27 and C32 GeneratorДокумент5 страницPruebas y Ajustes C27 and C32 GeneratorMuhammad Ary safarta100% (1)
- Caterpillar c6.6Документ23 страницыCaterpillar c6.6Marcos Astete Egoavil75% (4)
- Mack Identification ChasisДокумент21 страницаMack Identification ChasisEduardo TorresОценок пока нет
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
- Mbe 4000 DiagramaДокумент4 страницыMbe 4000 DiagramaEduardo TorresОценок пока нет
- 78 Dt400e DT250E ManualДокумент18 страниц78 Dt400e DT250E Manualdisgustipate0% (1)
- Engine Valve Lash PDFДокумент4 страницыEngine Valve Lash PDFJose PichinteОценок пока нет
- Kyehyun Park - Drawing and Painting Beautiful Flowers - Discover Techniques For Creating Realistic Florals and Plants in Pencil and Watercolor-Quarry Books (2022)Документ334 страницыKyehyun Park - Drawing and Painting Beautiful Flowers - Discover Techniques For Creating Realistic Florals and Plants in Pencil and Watercolor-Quarry Books (2022)Krutika Sapkal94% (18)
- Engine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesДокумент5 страницEngine Valve Lash - Inspect/Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesRidho Bagus Fitriyanto100% (1)
- Adjust Valve Lash 777EДокумент3 страницыAdjust Valve Lash 777EAgung WicaksonoОценок пока нет
- Engine Valve Lash - Inspect - AdjustДокумент5 страницEngine Valve Lash - Inspect - AdjustVictor NunezОценок пока нет
- Piping Presentation - PpsДокумент61 страницаPiping Presentation - PpsVijayabaraniОценок пока нет
- Yanmar 4tne88 TNE Series PDFДокумент15 страницYanmar 4tne88 TNE Series PDFluna281068Оценок пока нет
- Taller Repuestos 2014Документ167 страницTaller Repuestos 2014Eduardo Torres100% (1)
- PDFДокумент9 страницPDFTimmyJuriОценок пока нет
- Cat C11-C13-C15-C18 MANUAL DE CALIBRACIONESДокумент27 страницCat C11-C13-C15-C18 MANUAL DE CALIBRACIONESclaudio80% (5)
- ISB Fault Codes: A Complete List of All Dodge Cummins Codes For ISB Diesel EnginesДокумент2 страницыISB Fault Codes: A Complete List of All Dodge Cummins Codes For ISB Diesel EnginesEduardo TorresОценок пока нет
- Valve Lash C13Документ4 страницыValve Lash C13Jose F Rivera Morales100% (1)
- Seatex DPS 132 User's ManualДокумент96 страницSeatex DPS 132 User's ManualilgarОценок пока нет
- 950H - Ajuste de Luz de VálvulasДокумент4 страницы950H - Ajuste de Luz de VálvulasRenato Assis da Silva100% (2)
- ISB Fault Codes: A Complete List of All ISM Codes For Cummins Diesel Engines With EGR SystemsДокумент5 страницISB Fault Codes: A Complete List of All ISM Codes For Cummins Diesel Engines With EGR SystemsEduardo TorresОценок пока нет
- Math5 Q4 Mod11 OrganizingDataInTabularFormAndPresentingThemInALineGraph V1Документ45 страницMath5 Q4 Mod11 OrganizingDataInTabularFormAndPresentingThemInALineGraph V1ronaldОценок пока нет
- Sebf 8269 Привод 3408Документ16 страницSebf 8269 Привод 3408mohamed hamedОценок пока нет
- BS Iso 21573-1-2014Документ32 страницыBS Iso 21573-1-2014Salafi MhmdОценок пока нет
- Celect Codes: A Complete List of All Celect Fault Codes For The Cummins EcmДокумент3 страницыCelect Codes: A Complete List of All Celect Fault Codes For The Cummins EcmEduardo TorresОценок пока нет
- AA02193C STRG Pin Wear Checks and SizesДокумент8 страницAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteОценок пока нет
- Especificaciones de Biela CaterpillarДокумент2 страницыEspecificaciones de Biela CaterpillarYubiangel Celeste Perugini Parababith100% (1)
- Python PPTДокумент13 страницPython PPTSagar Tewatia63% (8)
- Ajuste Valvulas Motor 336DДокумент5 страницAjuste Valvulas Motor 336Djuan sebastianОценок пока нет
- Datos de Reparacion de Motor Caterpillar c6.6Документ21 страницаDatos de Reparacion de Motor Caterpillar c6.6Marcos Astete EgoavilОценок пока нет
- Toyota 1kz TДокумент5 страницToyota 1kz TGeraldineHuayanay100% (2)
- Engine Mecanical System PDFДокумент99 страницEngine Mecanical System PDFErkki IsokangasОценок пока нет
- Informacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297Документ13 страницInformacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297hector100% (3)
- Regulagem de Válvulas (C15 C18)Документ3 страницыRegulagem de Válvulas (C15 C18)caiocunhaconquistaОценок пока нет
- 1 Mbe4000 06aДокумент38 страниц1 Mbe4000 06azahar222Оценок пока нет
- Folga Valvula c9Документ4 страницыFolga Valvula c9Victor NoschangОценок пока нет
- Spesifikasi Conrod C6.4Документ3 страницыSpesifikasi Conrod C6.4JebrodОценок пока нет
- Torques Motor M2 112Документ6 страницTorques Motor M2 112Yolanda Porras RendónОценок пока нет
- 1HD-T 2Документ37 страниц1HD-T 2HERMAWAN100% (2)
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyДокумент9 страницChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryОценок пока нет
- D10T Valve LAsh AdjustДокумент3 страницыD10T Valve LAsh AdjustSyahdiОценок пока нет
- Engine Valve Lash - Inspect AdjustДокумент3 страницыEngine Valve Lash - Inspect AdjustRay CapriОценок пока нет
- Service Bulletin 1107: Checking and Adjusting BacklashДокумент5 страницService Bulletin 1107: Checking and Adjusting BacklashCesar Casachagua DavilaОценок пока нет
- Engine Mechanical System: Timing System - Timing ChainДокумент11 страницEngine Mechanical System: Timing System - Timing ChainoliОценок пока нет
- Testing & Adjusting Valve Lash C18Документ4 страницыTesting & Adjusting Valve Lash C18Sapar SouzaОценок пока нет
- File 94catalogo SumitomoДокумент28 страницFile 94catalogo SumitomoJaime Arreola100% (1)
- Bawn 004Документ4 страницыBawn 004sike1977Оценок пока нет
- 1 GRДокумент11 страниц1 GRGanbileg BatbilegОценок пока нет
- Ring Piston C6.4Документ3 страницыRing Piston C6.4JebrodОценок пока нет
- Manual: 292 Engine Kt-150 SeriesДокумент20 страницManual: 292 Engine Kt-150 SeriesSuwan Noo ThomsonОценок пока нет
- Deethanizer Reflux Pump InfoДокумент5 страницDeethanizer Reflux Pump InfoarasОценок пока нет
- Engine Valve Lash - Inspect Adjust (SENR9939-32)Документ3 страницыEngine Valve Lash - Inspect Adjust (SENR9939-32)Guido Emanuel SteinbachОценок пока нет
- Timing BeltДокумент8 страницTiming BeltSteve FosterОценок пока нет
- Adjust Valve C9Документ3 страницыAdjust Valve C9JebrodОценок пока нет
- 324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsДокумент5 страниц324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsjhonОценок пока нет
- A6E511201029M05Документ7 страницA6E511201029M05padapo3086Оценок пока нет
- KGE1000Ti Service ManualДокумент41 страницаKGE1000Ti Service Manualmarksmods100% (1)
- Workshop Manual 700 SupplementДокумент8 страницWorkshop Manual 700 SupplementDelwyn Roseval (oudekrijger)Оценок пока нет
- Tohnichi Maintenance of Torque ToolsДокумент24 страницыTohnichi Maintenance of Torque ToolsLeire MeigaОценок пока нет
- Calibracion de Valvulas 966H - 01Документ5 страницCalibracion de Valvulas 966H - 01Freddy QuispeОценок пока нет
- Engine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenДокумент5 страницEngine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenaliОценок пока нет
- Engine Valve Lash - Inspect/AdjustДокумент4 страницыEngine Valve Lash - Inspect/AdjustHrvoje ŠkaricaОценок пока нет
- 1kz Te Banda de MotorДокумент5 страниц1kz Te Banda de MotorTaller Energy EnergyОценок пока нет
- Connecting Rod - Inspect: Shutdown SIS Previous ScreenДокумент4 страницыConnecting Rod - Inspect: Shutdown SIS Previous ScreenbejoythomasОценок пока нет
- Engine Valve Lash - Inspect/Adjust: C-9 Engine For Caterpillar Built MachinesДокумент4 страницыEngine Valve Lash - Inspect/Adjust: C-9 Engine For Caterpillar Built MachinesdayanaОценок пока нет
- C-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesДокумент4 страницыC-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDamien LEGRANDОценок пока нет
- Electronic Unit Injector - Adjust: SMCS - 1290-025Документ2 страницыElectronic Unit Injector - Adjust: SMCS - 1290-025Vago Si BeerОценок пока нет
- 38mt Service PartsДокумент1 страница38mt Service PartsEduardo TorresОценок пока нет
- 24SI Service Parts J180 MountДокумент1 страница24SI Service Parts J180 MountEduardo TorresОценок пока нет
- Celect Plus Faults: A Complete List of All Celect Plus Codes For The Cummins Celect ECMДокумент3 страницыCelect Plus Faults: A Complete List of All Celect Plus Codes For The Cummins Celect ECMEduardo TorresОценок пока нет
- KSAA 27 Ene 12 PDFДокумент124 страницыKSAA 27 Ene 12 PDFEduardo TorresОценок пока нет
- 3204 Long BlocksДокумент2 страницы3204 Long BlocksEduardo TorresОценок пока нет
- 8235 PB-8857 Tornillos Msriposas...Документ56 страниц8235 PB-8857 Tornillos Msriposas...Eduardo TorresОценок пока нет
- Advanced Technology: Absorbed GLДокумент2 страницыAdvanced Technology: Absorbed GLEduardo TorresОценок пока нет
- American Chrome Product Catalog 5398Документ140 страницAmerican Chrome Product Catalog 5398Eduardo TorresОценок пока нет
- Computers & GeosciencesДокумент17 страницComputers & Geosciencesfrancarlos de la cruz chuquimangoОценок пока нет
- TomatoДокумент19 страницTomatoaravind kishanОценок пока нет
- Sorting in ALV Using CL - SALV - TABLE - SAP Fiori, SAP HANA, SAPUI5, SAP Netweaver Gateway Tutorials, Interview Questions - SAP LearnersДокумент4 страницыSorting in ALV Using CL - SALV - TABLE - SAP Fiori, SAP HANA, SAPUI5, SAP Netweaver Gateway Tutorials, Interview Questions - SAP LearnerssudhОценок пока нет
- Q2. Answer The Following Questions by Referring To The Tables Given Below. (15 Marks)Документ3 страницыQ2. Answer The Following Questions by Referring To The Tables Given Below. (15 Marks)ammar abbasОценок пока нет
- Automatic Power Factor Detection and CorДокумент53 страницыAutomatic Power Factor Detection and CorAshritaОценок пока нет
- Manual Xtable EXCEL LinkДокумент7 страницManual Xtable EXCEL LinkElena Alexandra BeladanОценок пока нет
- Laboratory Investigations On The Causes of Road Failures Constructed AlongДокумент8 страницLaboratory Investigations On The Causes of Road Failures Constructed AlongMulugeta DessieОценок пока нет
- E 1354 - 02 - Rtezntqtmdm - PDFДокумент18 страницE 1354 - 02 - Rtezntqtmdm - PDFdelta lab sangliОценок пока нет
- Anatomy of GallbladderДокумент14 страницAnatomy of GallbladderSamridhi DawadiОценок пока нет
- HCHEM Notes Enthalpy Entropy and Free EnergyДокумент5 страницHCHEM Notes Enthalpy Entropy and Free Energy^passwordОценок пока нет
- D-Intro To Programming With RAPTORДокумент13 страницD-Intro To Programming With RAPTORmarkecbОценок пока нет
- DYA Series 2018Документ22 страницыDYA Series 2018Abo MohammedОценок пока нет
- Quarter I Subject: GENERAL Mathematics Date: - Content Standard Performance Standard Learning Competency M11GM-Ia-4Документ4 страницыQuarter I Subject: GENERAL Mathematics Date: - Content Standard Performance Standard Learning Competency M11GM-Ia-4PatzAlzateParaguyaОценок пока нет
- CuClad Laminates Data SheetДокумент4 страницыCuClad Laminates Data SheetDenis CarlosОценок пока нет
- Proceedings of Spie: Design and Simulation Analysis of A Magnetic Shielding Box For Ring Laser GyroscopeДокумент9 страницProceedings of Spie: Design and Simulation Analysis of A Magnetic Shielding Box For Ring Laser GyroscopeTanzil ZaidiОценок пока нет
- Colgate PalmoliveДокумент8 страницColgate PalmoliveRahul MaddikuntaОценок пока нет
- User Manual: Shimadzu Advanced Flow Technology: Heart Cut SoftwareДокумент19 страницUser Manual: Shimadzu Advanced Flow Technology: Heart Cut SoftwareHarold GamaОценок пока нет
- iPLON ProfileДокумент11 страницiPLON Profilesudhirm16Оценок пока нет
- SolverTable HelpДокумент13 страницSolverTable HelpM Ibnu Aji DwiyantoОценок пока нет
- Physics ProjectДокумент11 страницPhysics ProjectDimpySurya44% (25)
- GenMath11 Q1 Mod5 KDoctoleroДокумент28 страницGenMath11 Q1 Mod5 KDoctoleroNicoleОценок пока нет
- Intro S4HANA Using Global Bike Case Study CO-CCA en v4.1Документ36 страницIntro S4HANA Using Global Bike Case Study CO-CCA en v4.1jspm3912Оценок пока нет
- The Impact of Credit Risk On The Financial Performance of Chinese BanksДокумент5 страницThe Impact of Credit Risk On The Financial Performance of Chinese Banksvandv printsОценок пока нет