Вам также может понравиться
- Libro de Neumatica PDFДокумент340 страницLibro de Neumatica PDFJuan Carlos Montes Castilla100% (4)
- Descripción Del ProgramaДокумент2 страницыDescripción Del ProgramaURKO LUCEÑOОценок пока нет
- Ficha Tecnica Can BusДокумент8 страницFicha Tecnica Can BusCarlos MamaniОценок пока нет
- Metricas Del SoftwareДокумент39 страницMetricas Del Softwaresara herrera marquezОценок пока нет
- Altivar 61 PDFДокумент261 страницаAltivar 61 PDFJuan Carlos Montes Castilla100% (1)
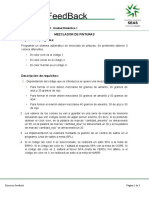
- M006 UD03 EFb1Документ2 страницыM006 UD03 EFb1Carlos Almajano100% (3)
- Problemas Selectividad Soluciones NeumaticaДокумент14 страницProblemas Selectividad Soluciones Neumaticakoala6969100% (1)
- Listado de Repuestos ASD-47 OtaviДокумент2 страницыListado de Repuestos ASD-47 OtaviJuan Carlos Montes Castilla100% (2)
- TO - Autómatas ProgramablesДокумент29 страницTO - Autómatas ProgramablesfuentelsazhectorОценок пока нет
- Automatismo Tunel Lavado CocheДокумент10 страницAutomatismo Tunel Lavado CocheRaul Olmo RobleОценок пока нет
- TO Electronica Analogica V002Документ7 страницTO Electronica Analogica V002Roberto CalcerradaОценок пока нет
- Comunicaciones IndustrialesДокумент47 страницComunicaciones IndustrialesAnonymous u1vBHM69Оценок пока нет
- Campus SEASДокумент7 страницCampus SEASDavidRguezОценок пока нет
- TO - Hidráulica - 2020 - Javier MiñoДокумент52 страницыTO - Hidráulica - 2020 - Javier MiñoJavier Miño100% (1)
- To ElectricidadДокумент7 страницTo ElectricidadManuel Suarez FernandezОценок пока нет
- TO - Automatas Programables SERGIO MOLINA GONZÁLEZДокумент26 страницTO - Automatas Programables SERGIO MOLINA GONZÁLEZSergio100% (1)
- Feddback1 PDFДокумент3 страницыFeddback1 PDFLuis FernandoОценок пока нет
- Memoria FeedbackДокумент26 страницMemoria FeedbackAntonio GallardoОценок пока нет
- Tunel de Lavado SeasДокумент6 страницTunel de Lavado SeasJavier Chocarro60% (5)
- To Automatizacion Monitorizacion Mis ApuntesДокумент11 страницTo Automatizacion Monitorizacion Mis ApuntesAlejandroОценок пока нет
- TO - Comunicación IndustrialДокумент8 страницTO - Comunicación Industriallarraitz pereda0% (3)
- TO - Autómatas ProgramablesДокумент8 страницTO - Autómatas ProgramablesMiguel Torrado VinagreroОценок пока нет
- Jose Luis Ferreiro To Automatismo ElectrДокумент33 страницыJose Luis Ferreiro To Automatismo ElectrURKO LUCEÑO100% (1)
- Control de Temporizador Objetivo Del Programa:: Ejercicio Feedback Nº1. Unidad Didáctica 6Документ5 страницControl de Temporizador Objetivo Del Programa:: Ejercicio Feedback Nº1. Unidad Didáctica 6Manuel GiОценок пока нет
- Robot BalancinДокумент29 страницRobot BalancinBryan VargasОценок пока нет
- Tren de Lavado de Vehiculo1Документ22 страницыTren de Lavado de Vehiculo1Juan Carlos Montes Castilla100% (4)
- Ejercicio Feedback Tema1Документ3 страницыEjercicio Feedback Tema1Manuel GiОценок пока нет
- Automatización de Un Puente de LavadoДокумент9 страницAutomatización de Un Puente de LavadoDayana RomarisОценок пока нет
- Unidad 1 Electricidad, Ejercicio Feedback SolucionДокумент6 страницUnidad 1 Electricidad, Ejercicio Feedback Solucionandres100% (1)
- Trabajo Obligatorio AutomatasДокумент7 страницTrabajo Obligatorio AutomatasAlejandro0% (2)
- Revista Hakin9 n23 04-2007 ESДокумент84 страницыRevista Hakin9 n23 04-2007 ESVan.Logan100% (2)
- Ejercicio AutolavadoДокумент6 страницEjercicio AutolavadoGELI270% (1)
- Ejercicio FeedbackДокумент7 страницEjercicio FeedbackClaudiuОценок пока нет
- Recambios PDF Movitet PDFДокумент9 страницRecambios PDF Movitet PDFJuan Carlos Montes CastillaОценок пока нет
- Trabajo FinalДокумент51 страницаTrabajo FinalJuan Carlos Montes Castilla100% (1)
- TO - Autà Matas Programables IIДокумент7 страницTO - Autà Matas Programables IIJuan Carlos Montes Castilla0% (1)
- To Automatas ProgramablesДокумент9 страницTo Automatas ProgramablesJuan Carlos Montes Castilla0% (1)
- Tunel de Lavado SeasДокумент4 страницыTunel de Lavado Seasnayem2001100% (1)
- TO - Automatas Programables IIДокумент32 страницыTO - Automatas Programables IIJuan Carlos Montes Castilla50% (2)
- TO - Automatas Programables IIДокумент32 страницыTO - Automatas Programables IIJuan Carlos Montes Castilla50% (2)
- ElectroneumaticaДокумент3 страницыElectroneumaticachemanpepitoОценок пока нет
- Temporizador de 8 SegundosДокумент1 страницаTemporizador de 8 SegundosRosi SosОценок пока нет
- To Autómatas Programables JValenciaДокумент35 страницTo Autómatas Programables JValenciaJorge Valencia100% (2)
- AUTOMATASPROGRAMABLESДокумент10 страницAUTOMATASPROGRAMABLESjorezonОценок пока нет
- Ejercicio Feedback Nº1. Unidad Didáctica 10Документ6 страницEjercicio Feedback Nº1. Unidad Didáctica 10Juan moreno100% (1)
- Proyecto Final Automatizaci N IndustrialДокумент15 страницProyecto Final Automatizaci N IndustrialIsa ReyesОценок пока нет
- Feedback 3AДокумент12 страницFeedback 3AYonathan Ortiz Guzman100% (1)
- To Monitorización de Procesos 2011Документ10 страницTo Monitorización de Procesos 2011adrianahoukiОценок пока нет
- TO - Autómatas Programables2Документ16 страницTO - Autómatas Programables2seruncubanodebien0% (1)
- Explicacion Del Ejercicio de Riego AutomaticoДокумент20 страницExplicacion Del Ejercicio de Riego AutomaticoSantiago Cardenas chocceОценок пока нет
- To RoboticaColaborativa V001Документ10 страницTo RoboticaColaborativa V001David GutierrezОценок пока нет
- To Automatizacion MonitorizacionДокумент11 страницTo Automatizacion MonitorizacionAsier LARMA ETXEBARRIAОценок пока нет
- USJ Trabajo Obligatorio AUTOMATASДокумент50 страницUSJ Trabajo Obligatorio AUTOMATASRaulОценок пока нет
- Infografía Diodos - Sala 1Документ1 страницаInfografía Diodos - Sala 1FABIAN VALVERDE NOGUEZОценок пока нет
- M027 UD12 EFb1Документ6 страницM027 UD12 EFb1Juan Carlos Montes CastillaОценок пока нет
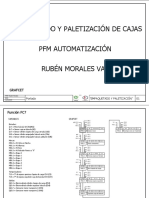
- Programa Tunel LavadoДокумент6 страницPrograma Tunel LavadoJoseОценок пока нет
- M076 UD05 Efb1Документ3 страницыM076 UD05 Efb1Juan Carlos Montes CastillaОценок пока нет
- Túnel de Lavado AutomáticoДокумент1 страницаTúnel de Lavado AutomáticoArnol Sayas ZubietaОценок пока нет
- Ejercicio FeedbackДокумент2 страницыEjercicio FeedbackDaniel DíazОценок пока нет
- Ejercicio de ProgramaciónДокумент4 страницыEjercicio de ProgramaciónJoel Aarón Fonseca CerratoОценок пока нет
- Ejemplo Grafcet Programa EstructuradoДокумент9 страницEjemplo Grafcet Programa EstructuradoNuria Hernández GonzálezОценок пока нет
- Test 5Документ4 страницыTest 5Jorge TovarОценок пока нет
- Ejercicio Feedback Automatizacion IndustrialДокумент5 страницEjercicio Feedback Automatizacion IndustrialNuria Hernández GonzálezОценок пока нет
- Test 4Документ4 страницыTest 4dannОценок пока нет
- Ejercicio Feedback UD04Документ9 страницEjercicio Feedback UD04Mantis100% (1)
- TO ElectricidadДокумент10 страницTO ElectricidadjuanОценок пока нет
- M083 Ud6 E4Документ2 страницыM083 Ud6 E4Mary jane25% (4)
- Sistemas de Transporte Hospitalario - Módulo 1 - Sistemas de Transporte HospitalarioДокумент32 страницыSistemas de Transporte Hospitalario - Módulo 1 - Sistemas de Transporte HospitalarioGato RiosОценок пока нет
- MemoriaДокумент89 страницMemoriaMariana MartínezОценок пока нет
- Informde de Lab N°01Документ11 страницInformde de Lab N°01AlonsopretellОценок пока нет
- M200 Ud06 Ef1Документ2 страницыM200 Ud06 Ef1Juan Carlos Montes CastillaОценок пока нет
- Seas 4Документ48 страницSeas 4Juan Carlos Montes CastillaОценок пока нет
- Listado de EngraseДокумент8 страницListado de EngraseJuan Carlos Montes CastillaОценок пока нет
- Manual Corrector de Volúmen EC24 y Corrector de Temperatura EC21Документ52 страницыManual Corrector de Volúmen EC24 y Corrector de Temperatura EC21Juan Carlos Montes CastillaОценок пока нет
- Manual Separador Magnético (SFP - 35 - TPAIG)Документ30 страницManual Separador Magnético (SFP - 35 - TPAIG)Juan Carlos Montes CastillaОценок пока нет
- Haleco - Gestion de Residuos-BDДокумент23 страницыHaleco - Gestion de Residuos-BDJuan Carlos Montes CastillaОценок пока нет
- Esquema Elec - CV 100Документ22 страницыEsquema Elec - CV 100Juan Carlos Montes CastillaОценок пока нет
- Fm3502 SДокумент156 страницFm3502 SJuan Carlos Montes CastillaОценок пока нет
- Stet 7Документ1 622 страницыStet 7Juan Carlos Montes CastillaОценок пока нет
- Curso 2 Pagos DigitalesДокумент46 страницCurso 2 Pagos DigitalesLiliana Elizabeth Pampas OgosiОценок пока нет
- Silabos Telecomunicaciones 2019 PDFДокумент621 страницаSilabos Telecomunicaciones 2019 PDFSherlock BarmellonОценок пока нет
- C130n Guía Del UsuarioДокумент181 страницаC130n Guía Del UsuarioMatefis CchОценок пока нет
- Cuestionario Asignación 1Документ7 страницCuestionario Asignación 1Wilaroon 507Оценок пока нет
- S3 - Nivelación - Formativa - SOR - 1eros-2023-2024 - ESДокумент16 страницS3 - Nivelación - Formativa - SOR - 1eros-2023-2024 - ESAnaberu KamadoОценок пока нет
- Foro DiDi RiderДокумент6 страницForo DiDi Riderjony123654789Оценок пока нет
- Química para Geología PDFДокумент256 страницQuímica para Geología PDFmarcopumas100% (1)
- Pauta de Evaluacion Power Point NticДокумент1 страницаPauta de Evaluacion Power Point Nticaura lucia benavidesОценок пока нет
- Cassandra Presentacion Base de Datos No SQLДокумент13 страницCassandra Presentacion Base de Datos No SQLgiancarlo1396Оценок пока нет
- 3°E - Controladres Logicos ProgramablesДокумент14 страниц3°E - Controladres Logicos ProgramablesPaulino CortesОценок пока нет
- Unidades de CargaДокумент10 страницUnidades de CargaMonica Cabrera SotoОценок пока нет
- 2020-10-15 Computer HoyДокумент86 страниц2020-10-15 Computer HoyAdlerОценок пока нет
- Controles ChexkBox-TareaДокумент2 страницыControles ChexkBox-TareaNosft KraОценок пока нет
- Manual de Programación Beeper CadenaДокумент7 страницManual de Programación Beeper Cadenaevelez19670% (1)
- Ultraportátil Toshiba NB 500 v01r02Документ14 страницUltraportátil Toshiba NB 500 v01r02Mario Sánchez BañaresОценок пока нет
- Subvenciones Plan Avanza Empresas y FundacionesДокумент173 страницыSubvenciones Plan Avanza Empresas y FundacioneseblogtvОценок пока нет
- Ejercicio SEMANA 10 en Clase Diseño de Un SEMAFORO - Grupo 02SS500Документ8 страницEjercicio SEMANA 10 en Clase Diseño de Un SEMAFORO - Grupo 02SS500Jose Luis ZabaletaОценок пока нет
- Posturograma (Antropometrics)Документ7 страницPosturograma (Antropometrics)MrJeisson93Оценок пока нет
- Reseña Histórica XeroxДокумент5 страницReseña Histórica XeroxRouss GvilcaОценок пока нет
- Cce 10Документ243 страницыCce 10lecalpeОценок пока нет
- Trabajo Final Sistemas DinamicosДокумент26 страницTrabajo Final Sistemas DinamicosJOSÉ ANTONIO MALDONADO CANDELAОценок пока нет
- Admitidos No AdmitidosДокумент11 страницAdmitidos No Admitidosmanuelbayon100% (14)
- Trabajo 2. Redes Ubicuas, Big Data, Iot y CLoudДокумент16 страницTrabajo 2. Redes Ubicuas, Big Data, Iot y CLoudRodrigo Muñoz GarcíaОценок пока нет
- Información y Telecomunicaciones (2a. Ed.) - (PG 41 - 61)Документ21 страницаInformación y Telecomunicaciones (2a. Ed.) - (PG 41 - 61)rprovichОценок пока нет
- Tarea TelnetДокумент3 страницыTarea TelnetAlejandroОценок пока нет
- 0.S7-1200.Primeros PasosДокумент33 страницы0.S7-1200.Primeros PasosJuan Antonio Lázaro GámezОценок пока нет