Вам также может понравиться
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlОт EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouОценок пока нет
- An Additive Manufacturing Test Artifact: Journal of Research of The National Institute of Standards and TechnologyДокумент31 страницаAn Additive Manufacturing Test Artifact: Journal of Research of The National Institute of Standards and TechnologytanОценок пока нет
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationОт EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationОценок пока нет
- Progress Report On MachiningДокумент15 страницProgress Report On MachiningAchmad Nur HusainiОценок пока нет
- Residual Life Prediction and Optimal Maintenance Decision for a Piece of EquipmentОт EverandResidual Life Prediction and Optimal Maintenance Decision for a Piece of EquipmentОценок пока нет
- Optimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentДокумент7 страницOptimization Parameters To Reduce The Warpage Defect of Plastic Injection Molding Process For A Thin-Shell Part Using Desing of ExperimentClynoesОценок пока нет
- Analysis of Injection Moulding Machine ProcessДокумент4 страницыAnalysis of Injection Moulding Machine ProcessJagdish KhaireОценок пока нет
- Analsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareДокумент5 страницAnalsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Implementation of Statistical Quality Control (S.Q.C.) in Welded Stainless Steel Pipe Manufacturing IndustryДокумент5 страницImplementation of Statistical Quality Control (S.Q.C.) in Welded Stainless Steel Pipe Manufacturing IndustrySandani S SupriyadiОценок пока нет
- Data Driven Framework For Degraded Pogo Pin Detection inДокумент6 страницData Driven Framework For Degraded Pogo Pin Detection inJunyuan ZhengОценок пока нет
- Mould Flow Analysis of A Plastic InjectionДокумент5 страницMould Flow Analysis of A Plastic InjectionInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Proper Validation of Filter Test Stands Is Critical For Product Development ProgramsДокумент4 страницыProper Validation of Filter Test Stands Is Critical For Product Development ProgramsnannidОценок пока нет
- VSMДокумент6 страницVSMLGUIMARA12Оценок пока нет
- Defective Castings Detection in Large Ductile Iron Production Using A Machine Learning ApproachДокумент3 страницыDefective Castings Detection in Large Ductile Iron Production Using A Machine Learning ApproachbertuzzigiacomoОценок пока нет
- C.2 - Computational Techniques in Stat. Anal. & Exploitation of CNC Mach. Exp. Data - IGI Global, 2012Документ35 страницC.2 - Computational Techniques in Stat. Anal. & Exploitation of CNC Mach. Exp. Data - IGI Global, 2012vaxevОценок пока нет
- Evaluating Prototyping TechДокумент64 страницыEvaluating Prototyping Techmhk665Оценок пока нет
- SPC For Injection MouldingДокумент121 страницаSPC For Injection MouldingKaixin Go100% (1)
- Ax2014 04Документ11 страницAx2014 04akshay ghorpadeОценок пока нет
- A Study of The Impact of Multiple Drilling Parameters On Surface Roughness, Tool Wear and Material Removal Rate While Drilling Al6063 Applying Taguchi TechniqueДокумент10 страницA Study of The Impact of Multiple Drilling Parameters On Surface Roughness, Tool Wear and Material Removal Rate While Drilling Al6063 Applying Taguchi TechniqueIJAERS JOURNALОценок пока нет
- Productivity Improvement Using Lean Six PDFДокумент4 страницыProductivity Improvement Using Lean Six PDFRenganathan IyengarОценок пока нет
- Estimating The Uncertainty of Tensile Strength MeaДокумент8 страницEstimating The Uncertainty of Tensile Strength MeaSonja Kostić0% (1)
- Ijaiem 2014 03 15 042Документ12 страницIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Investigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsДокумент6 страницInvestigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsAnilОценок пока нет
- Comparison PDFДокумент12 страницComparison PDFMateel HaddadОценок пока нет
- Design of Experiments in Production EngineeringДокумент201 страницаDesign of Experiments in Production Engineeringmipuldd100% (2)
- XVI Paper 25Документ12 страницXVI Paper 25Costas AggelidisОценок пока нет
- Artificial Intelligence Based System To Improve The Inspection of Plastic Mould SurfacesДокумент18 страницArtificial Intelligence Based System To Improve The Inspection of Plastic Mould SurfacesSnehasish BhattacharjeeОценок пока нет
- Aluminium Alloy GDC & ProblemsДокумент11 страницAluminium Alloy GDC & ProblemsN.B.PОценок пока нет
- Computer Based MonitoringДокумент9 страницComputer Based MonitoringsivaeeinfoОценок пока нет
- Corner Lot PDFДокумент35 страницCorner Lot PDFsureshchattuОценок пока нет
- Procast 2009 Steel ExampleДокумент11 страницProcast 2009 Steel ExampleKimberly KingОценок пока нет
- Additive ManufacturingДокумент26 страницAdditive ManufacturingSonia rajpuroitОценок пока нет
- Govpub C13Документ176 страницGovpub C13bba.amira71728Оценок пока нет
- Design and Manufacture of Plastic Injection Mould Cavity For "Base Cover of Bus Ticketing MachineДокумент7 страницDesign and Manufacture of Plastic Injection Mould Cavity For "Base Cover of Bus Ticketing MachineInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewДокумент15 страницRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753Оценок пока нет
- Dregelyi-Horvath Miko KnyvfejezetДокумент16 страницDregelyi-Horvath Miko KnyvfejezetMatheusoliveОценок пока нет
- An Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersДокумент12 страницAn Integrated Framework For Die and Mold Cost Estimation Using Design Features and Tooling ParametersAnonymous VRspXsmОценок пока нет
- Process Information Model For Sheet Metal OperationsДокумент10 страницProcess Information Model For Sheet Metal OperationsgcldesignОценок пока нет
- Press Tool ReportДокумент40 страницPress Tool ReportIshu Bassan100% (2)
- A Brief Literature Review On Optimization of Plastic Injection Moulding Process Parameters For Various Plastic Materials by Using Taguchi's TechniqueДокумент9 страницA Brief Literature Review On Optimization of Plastic Injection Moulding Process Parameters For Various Plastic Materials by Using Taguchi's TechniqueAnand BhiseОценок пока нет
- Design and Construction of A Test Bench For Study of Vibration Analysis Techniques Applied To Predictive MaintenanceДокумент8 страницDesign and Construction of A Test Bench For Study of Vibration Analysis Techniques Applied To Predictive MaintenanceIvan SilvaОценок пока нет
- Data Based Process Monitoring Process Control and Quality Improvement Recent Developments and Applications in Steel IndustryДокумент13 страницData Based Process Monitoring Process Control and Quality Improvement Recent Developments and Applications in Steel IndustryFabio Alejandro Rodriguez RaudaОценок пока нет
- An Optimization of Plastic Injection Mol PDFДокумент6 страницAn Optimization of Plastic Injection Mol PDFКонстантин ГавриловОценок пока нет
- Die Casting Process Optimization Using Taguchi Methods: G.P. SyrcosДокумент7 страницDie Casting Process Optimization Using Taguchi Methods: G.P. SyrcosfaisalОценок пока нет
- Simulacion 2Документ8 страницSimulacion 2Victor Barrios AlvarezОценок пока нет
- Process Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24Документ8 страницProcess Parametric Optimization of CNC Vertical Milling Machine Using ANOVA Method in EN24IJRASETPublicationsОценок пока нет
- Systematic Layout PlanningДокумент5 страницSystematic Layout PlanningNishant1993Оценок пока нет
- Mohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012090Документ7 страницMohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012090Ximena Merma SОценок пока нет
- Sciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessДокумент11 страницSciencedirect: A Brief Review On Injection Moulding Manufacturing ProcessBhbОценок пока нет
- Model Based Test Generation An Industrial ExperienДокумент7 страницModel Based Test Generation An Industrial Experienda6789121Оценок пока нет
- Micro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015Документ6 страницMicro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015ugo_rossiОценок пока нет
- Article 1Документ8 страницArticle 1Kay WhiteОценок пока нет
- A Simulation Approach To Improve Assembly Line PerformanceДокумент9 страницA Simulation Approach To Improve Assembly Line PerformanceEstewong ThuyNguyenОценок пока нет
- Systematic Evaluation of Single-Use Systems Using Process Simulation Tools - A Case Study Involving Mab ProductionДокумент13 страницSystematic Evaluation of Single-Use Systems Using Process Simulation Tools - A Case Study Involving Mab ProductionPaulo Roberto Chiarolanza VilelaОценок пока нет
- Introduction To Reverse Engineering: October 2007Документ10 страницIntroduction To Reverse Engineering: October 2007Sudeep Kumar Singh100% (1)
- (IJCST-V8I2P2) : Veena N. JokhakarДокумент8 страниц(IJCST-V8I2P2) : Veena N. JokhakarEighthSenseGroupОценок пока нет
- Memory Testing Using March C-Algorithm: M.M, M.MДокумент6 страницMemory Testing Using March C-Algorithm: M.M, M.MMuckchowОценок пока нет
- Final Report On Taguchi3443434434Документ42 страницыFinal Report On Taguchi3443434434Nirmal KushwahaОценок пока нет
- Model Prediction of Defects in Sheet Metal Forming ProcessesДокумент12 страницModel Prediction of Defects in Sheet Metal Forming Processeschandra jemyОценок пока нет
- Week 1 DPM Slides PDFДокумент59 страницWeek 1 DPM Slides PDFCRISA3000000Оценок пока нет
- Manual ICS200Документ61 страницаManual ICS200CRISA3000000100% (1)
- Arincmq IcdДокумент150 страницArincmq IcdCRISA3000000Оценок пока нет
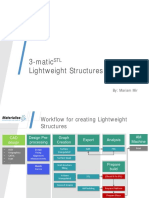
- 3matic STL Lightweight Structures Presentation FinalДокумент10 страниц3matic STL Lightweight Structures Presentation FinalCRISA3000000Оценок пока нет
- Certified Additive Manufacturing For Aircraft InteriorsДокумент9 страницCertified Additive Manufacturing For Aircraft InteriorsCRISA3000000Оценок пока нет
- Fortus 900mc User GuideДокумент119 страницFortus 900mc User GuideCRISA3000000Оценок пока нет
- ASTM D 618 - 13 Practice For Conditioning Plastics For TestingДокумент4 страницыASTM D 618 - 13 Practice For Conditioning Plastics For TestingCRISA3000000100% (1)
- Ceramic Thrust ChamberДокумент10 страницCeramic Thrust ChamberCRISA3000000Оценок пока нет
- Weber Seat 5751Документ2 страницыWeber Seat 5751CRISA3000000Оценок пока нет
- Master Minimum Equipment List - ATR-72Документ78 страницMaster Minimum Equipment List - ATR-72CRISA3000000Оценок пока нет
- ATR Series Rev1 2Документ20 страницATR Series Rev1 2CRISA3000000100% (1)
- Additive Manufacturing - Technology Applications and Research NeedsДокумент29 страницAdditive Manufacturing - Technology Applications and Research NeedsCRISA3000000Оценок пока нет
- EC - 185-2010 - Laying Down Detailed Measures For The Implementation of The Common Basic Standards On Aviation SecurityДокумент55 страницEC - 185-2010 - Laying Down Detailed Measures For The Implementation of The Common Basic Standards On Aviation SecurityCRISA3000000Оценок пока нет
- RASAero Users ManualДокумент62 страницыRASAero Users ManualThaSupaflyОценок пока нет
- M Pjs Ultimate Math LessonsДокумент294 страницыM Pjs Ultimate Math LessonsNightwing10Оценок пока нет
- M11 12SP-IVg-2 BIVARIATE DATAДокумент31 страницаM11 12SP-IVg-2 BIVARIATE DATAjuanito zamoraОценок пока нет
- BME 6401 L# 01 Principles, Applications and Design of BioinstrumentationДокумент45 страницBME 6401 L# 01 Principles, Applications and Design of BioinstrumentationMuhammad Muinul IslamОценок пока нет
- BRM Chap 13Документ46 страницBRM Chap 13pallavi412Оценок пока нет
- Module1-Basic Statistical ConceptsДокумент13 страницModule1-Basic Statistical ConceptsRACHEL NAVARROОценок пока нет
- March 2008Документ245 страницMarch 2008Sabil Dan sayaОценок пока нет
- 6 I&s 3160620 Gtu QBДокумент2 страницы6 I&s 3160620 Gtu QBHARSH HAMIRANIОценок пока нет
- Least Learned - Mastered Skills TLE 8Документ30 страницLeast Learned - Mastered Skills TLE 8Jeanette Gonzales AlimanОценок пока нет
- 1.2 Base Quantities and DerivedДокумент17 страниц1.2 Base Quantities and DeriveditcsabklОценок пока нет
- Tacx Flow ManualДокумент17 страницTacx Flow Manualfixie1979Оценок пока нет
- Chapter - 11 - Measurement of VariablesДокумент3 страницыChapter - 11 - Measurement of VariablesSanjeev JayaratnaОценок пока нет
- RM0102 - Research Methodology - SyllabusДокумент5 страницRM0102 - Research Methodology - SyllabuskapilОценок пока нет
- Experiment 1Документ16 страницExperiment 1Alyssa Celine RonquilloОценок пока нет
- Index NumbersДокумент62 страницыIndex NumbersJohn nightОценок пока нет
- Nature's Mysteries: by A.P. SinnettДокумент34 страницыNature's Mysteries: by A.P. Sinnett7weltenОценок пока нет
- Trutzschler Drawing Fram 03 - GBДокумент32 страницыTrutzschler Drawing Fram 03 - GBzulqarnain-rana-2024Оценок пока нет
- Mitutoyo - Chropowatościomierz Surftest SJ-210 - PRE1344 (3) - 2017 ENДокумент12 страницMitutoyo - Chropowatościomierz Surftest SJ-210 - PRE1344 (3) - 2017 END.T.Оценок пока нет
- Uncertainty in Measurement JAN 2014Документ22 страницыUncertainty in Measurement JAN 2014GILBERT MLACHAОценок пока нет
- Introduction To Business MathematicsДокумент44 страницыIntroduction To Business MathematicsAbdullah ZakariyyaОценок пока нет
- Thermal Integrity Profiling of Concrete Deep Foundations: Standard Test Methods ForДокумент7 страницThermal Integrity Profiling of Concrete Deep Foundations: Standard Test Methods ForasmaОценок пока нет
- Calibration of Pressure Balances EA-10-03Документ29 страницCalibration of Pressure Balances EA-10-03Angel MonteroОценок пока нет
- Industrial InstrumentationДокумент30 страницIndustrial InstrumentationNHIÊN CÙ VĂNОценок пока нет
- Lecture 01 Overview of Business AnalyticsДокумент52 страницыLecture 01 Overview of Business Analyticsclemen_angОценок пока нет
- Prevention of Track Buckling & Rail FractureДокумент9 страницPrevention of Track Buckling & Rail Fractureanurag3069Оценок пока нет
- 3rd PT TLE7 Mechanical DraftingДокумент4 страницы3rd PT TLE7 Mechanical DraftingFe Corazon B AlcantaraОценок пока нет
- NMIE Scope of Calibration D-K-15102-01-00eДокумент12 страницNMIE Scope of Calibration D-K-15102-01-00eFikreab Markos DoleboОценок пока нет
- P-0234-GB Fixturlaser XA UltimateДокумент2 страницыP-0234-GB Fixturlaser XA UltimateChristopher Navarro LopezОценок пока нет
- Perspective On Educational Assessment, Measurement, andДокумент15 страницPerspective On Educational Assessment, Measurement, andEdnylyn Joyce CapaОценок пока нет
- MM322 Lab 1 Report PDFДокумент5 страницMM322 Lab 1 Report PDFJowesh Avisheik GoundarОценок пока нет
- GEM 804 - Advance Engineering Statistic: Types of Variable and Level of MeasurementДокумент14 страницGEM 804 - Advance Engineering Statistic: Types of Variable and Level of MeasurementLeah Ann ManuelОценок пока нет
- The Fabric of Civilization: How Textiles Made the WorldОт EverandThe Fabric of Civilization: How Textiles Made the WorldРейтинг: 4.5 из 5 звезд4.5/5 (58)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyОт EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyРейтинг: 3.5 из 5 звезд3.5/5 (111)
- Hero Found: The Greatest POW Escape of the Vietnam WarОт EverandHero Found: The Greatest POW Escape of the Vietnam WarРейтинг: 4 из 5 звезд4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonОт EverandSully: The Untold Story Behind the Miracle on the HudsonРейтинг: 4 из 5 звезд4/5 (103)
- The Future of Geography: How the Competition in Space Will Change Our WorldОт EverandThe Future of Geography: How the Competition in Space Will Change Our WorldРейтинг: 4 из 5 звезд4/5 (6)
- The End of Craving: Recovering the Lost Wisdom of Eating WellОт EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellРейтинг: 4.5 из 5 звезд4.5/5 (82)
- Cyber War: The Next Threat to National Security and What to Do About ItОт EverandCyber War: The Next Threat to National Security and What to Do About ItРейтинг: 3.5 из 5 звезд3.5/5 (66)
- Algorithms to Live By: The Computer Science of Human DecisionsОт EverandAlgorithms to Live By: The Computer Science of Human DecisionsРейтинг: 4.5 из 5 звезд4.5/5 (722)
- Generative AI: The Insights You Need from Harvard Business ReviewОт EverandGenerative AI: The Insights You Need from Harvard Business ReviewРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldОт EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldРейтинг: 4.5 из 5 звезд4.5/5 (55)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureОт EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureРейтинг: 5 из 5 звезд5/5 (125)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyОт EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyРейтинг: 4 из 5 звезд4/5 (51)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreОт EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreРейтинг: 4.5 из 5 звезд4.5/5 (33)
- Four Battlegrounds: Power in the Age of Artificial IntelligenceОт EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceРейтинг: 5 из 5 звезд5/5 (5)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОт EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОценок пока нет
- Chip War: The Quest to Dominate the World's Most Critical TechnologyОт EverandChip War: The Quest to Dominate the World's Most Critical TechnologyРейтинг: 4.5 из 5 звезд4.5/5 (229)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveОт EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveОценок пока нет
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachОт EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachРейтинг: 3.5 из 5 звезд3.5/5 (6)
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.От EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Рейтинг: 5 из 5 звезд5/5 (34)
- Pale Blue Dot: A Vision of the Human Future in SpaceОт EverandPale Blue Dot: A Vision of the Human Future in SpaceРейтинг: 4.5 из 5 звезд4.5/5 (588)
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumОт EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumРейтинг: 3 из 5 звезд3/5 (12)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationОт EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationРейтинг: 4.5 из 5 звезд4.5/5 (46)