Вам также может понравиться
- Us8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFДокумент33 страницыUs8967541 Structural Arrangement, Aircraft or Spacecraft and Method PDFParikshit PaulОценок пока нет
- US4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFДокумент8 страницUS4916997 Method For Making 3D Fiber Reinforced Metalglass Matrix Composite Article PDFParikshit PaulОценок пока нет
- Us20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFДокумент16 страницUs20100323181a1 Rigid Carbon Fiber Cores For Sandwch Composite Structures PDFParikshit PaulОценок пока нет
- US9693592 Attaching Electronic Components To Interactive Textiles PDFДокумент21 страницаUS9693592 Attaching Electronic Components To Interactive Textiles PDFParikshit PaulОценок пока нет
- Us8640428 Strength Enhancing Insert Assembles PDFДокумент24 страницыUs8640428 Strength Enhancing Insert Assembles PDFParikshit PaulОценок пока нет
- US4312261 Apparatus For Weaving A Three-Dimensional Article PDFДокумент10 страницUS4312261 Apparatus For Weaving A Three-Dimensional Article PDFParikshit PaulОценок пока нет
- Us9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFДокумент9 страницUs9605364 Method For Producing A Fibrous Metal Structureby Means of Weaving PDFParikshit PaulОценок пока нет
- US7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFДокумент24 страницыUS7943535 Hybrid Three-Dimensional Wovenlaminated Struts For Composite Structural Application PDFParikshit PaulОценок пока нет
- US3632460 Epicyclic Weaving of Fiber Discs PDFДокумент7 страницUS3632460 Epicyclic Weaving of Fiber Discs PDFParikshit PaulОценок пока нет
- Us8703629 Method For Weaving Substrates With Integral Sidewalls PDFДокумент31 страницаUs8703629 Method For Weaving Substrates With Integral Sidewalls PDFParikshit Paul100% (1)
- Us20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFДокумент8 страницUs20100119777a1 Ceramic Matrix Composite Surfaces With Open Features For Improved Bonding To Coatings PDFParikshit PaulОценок пока нет
- US1076119 Packing For Stuffing-Boxes PDFДокумент3 страницыUS1076119 Packing For Stuffing-Boxes PDFParikshit PaulОценок пока нет
- US4544000 Synchronized Rotating Dobby For Weaving Looms PDFДокумент6 страницUS4544000 Synchronized Rotating Dobby For Weaving Looms PDFParikshit PaulОценок пока нет
- Us20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFДокумент12 страницUs20170022111a1 Manufacturing of A Ceramic Article From A Metal Preform or Metal Matrix Composite Preform Provided by 3d-Printing or 3d-Weaving PDFParikshit PaulОценок пока нет
- US5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFДокумент8 страницUS5449025 Method of Shed Opening of Planar Warp For High Density Three Dimensional Weaving PDFParikshit PaulОценок пока нет
- Us20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFДокумент12 страницUs20160375601a1 Cutting Table For Cutting A Fiber Preform Obtaned by Three-Dimensional Weaving, and A Cutting Method Using Such A Table PDFParikshit PaulОценок пока нет
- Us8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFДокумент8 страницUs8828534 Method of Fabricating A Thermostructural Composite Material Part, and A Part Obtained Thereby PDFParikshit PaulОценок пока нет
- US6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFДокумент136 страницUS6129122 Multiaxial Three-Dimensional (3-D) Circular Woven Fabric PDFParikshit PaulОценок пока нет
- Us20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFДокумент7 страницUs20030116267a1 Low-Cost Method of Assembling Structures With 3-D Woven Connectors PDFParikshit PaulОценок пока нет
- Us8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFДокумент23 страницыUs8607454 Method For Producing A Turbomachine Blade Made From A Composite Materal PDFParikshit PaulОценок пока нет
- US5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFДокумент8 страницUS5904186 Series Shed Weaving Machine For Weaving Multiple Web Panels On A Single Rotor PDFParikshit PaulОценок пока нет
- US20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFДокумент18 страницUS20140137726A1 Spall Liners in Combination With Blast Mitigation Materials For Vehicles PDFParikshit PaulОценок пока нет
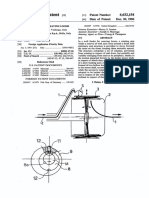
- United States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Документ19 страницUnited States Patent (10) Patent No.: US 7,805,213 B2: Schwenn (45) Date of Patent: Sep. 28, 2010Parikshit PaulОценок пока нет
- Us9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFДокумент22 страницыUs9022733 Turbine Distributor Element Made of CMC, Method For Making Same, Distributor and Gas Turbine Including Same PDFParikshit PaulОценок пока нет
- Us9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFДокумент8 страницUs9309159 Low-Thckness Thermostructural Composite Material Part, and Manufacture Method PDFParikshit PaulОценок пока нет
- US4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFДокумент11 страницUS4621333 Method and Apparatus For Controlling A Robot To Perform Weaving-Like Motion PDFParikshit PaulОценок пока нет
- Us20090139665a1 Blind of United Blind by Weaving PDFДокумент11 страницUs20090139665a1 Blind of United Blind by Weaving PDFParikshit PaulОценок пока нет
- US4632154 Weft Feeder For Weaving Looms PDFДокумент6 страницUS4632154 Weft Feeder For Weaving Looms PDFParikshit PaulОценок пока нет
- US4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFДокумент7 страницUS4702286 Shed Forming Devices in Weaving Looms Including Pivotable Retaining Hooks PDFParikshit PaulОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- LMCDYN User's ManualДокумент20 страницLMCDYN User's ManualZeljko KrivokucaОценок пока нет
- Electro MagnetismДокумент30 страницElectro MagnetismKrishna SinghalОценок пока нет
- Science: Quarter 2 - Module 6 Electromagnetism in Everyday LifeДокумент19 страницScience: Quarter 2 - Module 6 Electromagnetism in Everyday LifeHi BabeОценок пока нет
- Cambridge IGCSE: Physics 0625/12Документ16 страницCambridge IGCSE: Physics 0625/12Nisha zehraОценок пока нет
- Physics Project: ON Moving Coil GalvanometerДокумент22 страницыPhysics Project: ON Moving Coil GalvanometerRISHIK100% (5)
- Revision Booklet Physics 12thДокумент27 страницRevision Booklet Physics 12thKeshav Agarwal100% (1)
- Moving Coil GalvanometerДокумент13 страницMoving Coil GalvanometerSaurabh GuptaОценок пока нет
- Electromechanical InstrumentsДокумент17 страницElectromechanical Instrumentsอภิฌาน กาญจนวาปสถิตย์Оценок пока нет
- Physics Practical Solutions PDFДокумент77 страницPhysics Practical Solutions PDFyugal lohaniОценок пока нет
- Practice Sheet 4 (Physics)Документ7 страницPractice Sheet 4 (Physics)Parnika GuptaОценок пока нет
- MCQs on Heat, Electrostatics and Current ElectricityДокумент38 страницMCQs on Heat, Electrostatics and Current ElectricityfateenОценок пока нет
- EE 370 Electronic Instrument Assignment 3Документ1 страницаEE 370 Electronic Instrument Assignment 3vineet mishraОценок пока нет
- Moving Coil GalvanometerДокумент9 страницMoving Coil GalvanometerC K MishraОценок пока нет
- Kelvin Double BridgeДокумент7 страницKelvin Double BridgekishorebabОценок пока нет
- GДокумент144 страницыGAneuk Agam JinoeОценок пока нет
- Lect No. Range Extension of PMMC GalvanometerДокумент33 страницыLect No. Range Extension of PMMC GalvanometerTouqeer JumaniОценок пока нет
- Govt. Degree College, Dharmanagar: Department of Physics 3 SemesterДокумент7 страницGovt. Degree College, Dharmanagar: Department of Physics 3 SemesterRajdeep NathОценок пока нет
- Chapter-4 - Moving Charges and MagnetismДокумент8 страницChapter-4 - Moving Charges and MagnetismAdarsh SilkotiОценок пока нет
- (25367) 3. H Wheatstone Bridges QuestionsДокумент8 страниц(25367) 3. H Wheatstone Bridges QuestionsAHKEEL LESTER JONESОценок пока нет
- Physics Practical Class 12Документ14 страницPhysics Practical Class 12Sahil Midha100% (2)
- Navneet Question Bank for Grade 10 ScienceДокумент36 страницNavneet Question Bank for Grade 10 ScienceHimanshu NagareОценок пока нет
- 4.m I Ams Ml4 v1 Printable EditionДокумент20 страниц4.m I Ams Ml4 v1 Printable EditionElisabeth Burnett MartinОценок пока нет
- BSEB 12th Physics Model Paper Set - 2 1Документ15 страницBSEB 12th Physics Model Paper Set - 2 1mohitsingh00122Оценок пока нет
- Essentials of Applied Electricity (1935) PDFДокумент263 страницыEssentials of Applied Electricity (1935) PDFJohnОценок пока нет
- Chap2 - AcDcmeter1 Ver2Документ14 страницChap2 - AcDcmeter1 Ver2NR_LocusОценок пока нет
- Moving Charge MagnetismДокумент23 страницыMoving Charge Magnetismtamana99bОценок пока нет
- 5 - Magnetism & MatterДокумент9 страниц5 - Magnetism & MatterAawesh BackupsОценок пока нет
- T7Документ114 страницT7Rameshscr09Оценок пока нет
- EE131.1 - Instruments and MeasurementsДокумент25 страницEE131.1 - Instruments and MeasurementsMark John Lerry CaseroОценок пока нет