Вам также может понравиться
- Astm C 76-19Документ12 страницAstm C 76-19Carlos Manuel Ampié BerriosОценок пока нет
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingДокумент21 страницаElectric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingIsaac ZTОценок пока нет
- BlockTec AAC PresentationДокумент53 страницыBlockTec AAC Presentationluigi firmalinoОценок пока нет
- ASTM A194 - 2022aДокумент12 страницASTM A194 - 2022amarjan banooОценок пока нет
- Astm A 123 - 2013Документ8 страницAstm A 123 - 2013JOSEОценок пока нет
- Astm A961-21Документ9 страницAstm A961-21psytembeОценок пока нет
- AWWA - Disinfection of Pipelines and Storage Facilities Field Guide PDFДокумент147 страницAWWA - Disinfection of Pipelines and Storage Facilities Field Guide PDFbureua100% (1)
- Practical Guide To Rubber Injection Molding PDFДокумент130 страницPractical Guide To Rubber Injection Molding PDFGilvan Silva100% (3)
- Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersДокумент25 страницPrecast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersSadique K Muhammed100% (1)
- Fusion-Bonded Epoxy-Coated Structural Steel H-Piles and Sheet PilingДокумент5 страницFusion-Bonded Epoxy-Coated Structural Steel H-Piles and Sheet PilingSama UmateОценок пока нет
- C76M 14Документ11 страницC76M 14diego rodriguezОценок пока нет
- Astm. A-513Документ20 страницAstm. A-513Jivi' Gernot DunckelОценок пока нет
- 12 Samss 020Документ46 страниц12 Samss 020NizaModdin50% (4)
- Schedule of Rate SarawakДокумент55 страницSchedule of Rate SarawakShiko Shin0% (1)
- Astm A762 PDFДокумент10 страницAstm A762 PDFCristian OtivoОценок пока нет
- Astm C361M-14Документ26 страницAstm C361M-14diego rodriguez100% (1)
- Astm - A761 A761m 04 (2009)Документ8 страницAstm - A761 A761m 04 (2009)nugroho teguhОценок пока нет
- Exxon IP 7-5-1 Coils For Fired Heaters and BoilersДокумент5 страницExxon IP 7-5-1 Coils For Fired Heaters and BoilersGilvan SilvaОценок пока нет
- Astm A194 - A194m-23Документ13 страницAstm A194 - A194m-23ashrafОценок пока нет
- A194A194M-15 Standard Specification For Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothДокумент13 страницA194A194M-15 Standard Specification For Carbon and Alloy Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothChuthaОценок пока нет
- Astm A194-A194m-2022Документ12 страницAstm A194-A194m-2022Carlos67% (3)
- ASTM A194 A194M 2022 InglesДокумент3 страницыASTM A194 A194M 2022 InglesErickОценок пока нет
- Astm - A760 A760m 10Документ15 страницAstm - A760 A760m 10zhuan89Оценок пока нет
- Carbon and Alloy Steel Nuts: Standard Specification ForДокумент9 страницCarbon and Alloy Steel Nuts: Standard Specification ForRoberto Gutierrez SaldañaОценок пока нет
- Exxon IP 15-1-1 Instrumentation For Fired HeatersДокумент14 страницExxon IP 15-1-1 Instrumentation For Fired HeatersGilvan Silva100% (1)
- Exxon IP 7-3-1 Sootblowers For Fired EquipmentДокумент3 страницыExxon IP 7-3-1 Sootblowers For Fired EquipmentGilvan SilvaОценок пока нет
- Fence Fittings: Standard Specification ForДокумент5 страницFence Fittings: Standard Specification ForEnriqueVe100% (1)
- Micrometer PDFДокумент5 страницMicrometer PDFAlessandro sergio de souzaОценок пока нет
- Micrometer PDFДокумент5 страницMicrometer PDFAlessandro sergio de souzaОценок пока нет
- Exxon IP 10-4-1 Reciprocating Process CompressorsДокумент9 страницExxon IP 10-4-1 Reciprocating Process CompressorsGilvan SilvaОценок пока нет
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldДокумент4 страницыConcrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDarwin Darmawan100% (1)
- Astm A961-21Документ9 страницAstm A961-21bdr85Оценок пока нет
- Vents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeДокумент1 страницаVents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeGilvan SilvaОценок пока нет
- GP 43-50 31 January 2009 PDFДокумент52 страницыGP 43-50 31 January 2009 PDFGilvan SilvaОценок пока нет
- A755a755m-18 1.06 PDFДокумент6 страницA755a755m-18 1.06 PDFist93993Оценок пока нет
- Astm C76M-16Документ12 страницAstm C76M-16bestoon RamadhanОценок пока нет
- Exxon IP 10-12-1 Vibration, AxialДокумент3 страницыExxon IP 10-12-1 Vibration, AxialGilvan SilvaОценок пока нет
- ASTM A194-A194M-20aДокумент12 страницASTM A194-A194M-20aViviana Leon100% (8)
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsДокумент5 страницPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaОценок пока нет
- X-Ray Film SeminarДокумент40 страницX-Ray Film SeminarGilvan SilvaОценок пока нет
- Exxon IP 10-10-2 General Purpose Gear UnitsДокумент3 страницыExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaОценок пока нет
- Exxon IP 10-10-2 General Purpose Gear UnitsДокумент3 страницыExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaОценок пока нет
- AP DoubleWall DoubleWallTechnicalManualДокумент32 страницыAP DoubleWall DoubleWallTechnicalManualAlyan100% (1)
- Chapter 6 BricksДокумент56 страницChapter 6 BricksDdeqz Elina Bueno I100% (1)
- ASTM F626 Standard Specs For Fence FittingsДокумент4 страницыASTM F626 Standard Specs For Fence FittingsJosh StaronОценок пока нет
- Exxon IP 10-9-1 Mechanical AgitatorsДокумент7 страницExxon IP 10-9-1 Mechanical AgitatorsGilvan SilvaОценок пока нет
- Astm A 194-2020Документ12 страницAstm A 194-2020Mohammed AliОценок пока нет
- C 76M - 15 PDFДокумент11 страницC 76M - 15 PDFIan TumulakОценок пока нет
- Exxon IP 10-3-4 Axial Compressors For Air ServiceДокумент7 страницExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaОценок пока нет
- Astm A123-17Документ9 страницAstm A123-17TAEWARAT RAKRUANGОценок пока нет
- Astm A653 - A653m-23Документ13 страницAstm A653 - A653m-231965karanfil6100% (2)
- Bio ArchitectureДокумент90 страницBio ArchitectureSuryadi KurniawanОценок пока нет
- ASTM A123-A123M-17 Hot Dip GalvanizingДокумент9 страницASTM A123-A123M-17 Hot Dip GalvanizingManuel Antonio Santos Vargas100% (2)
- Casa Mila & Sagrada FamiliaДокумент34 страницыCasa Mila & Sagrada FamiliaLeo ShashankОценок пока нет
- Reinforced Concrete Low-Head Pressure Pipe: Standard Specification ForДокумент27 страницReinforced Concrete Low-Head Pressure Pipe: Standard Specification ForGustavo Ticona100% (1)
- Breuer - Sun & Shadow (Inglés) PDFДокумент18 страницBreuer - Sun & Shadow (Inglés) PDFccorrea74100% (1)
- Corrugated Steel Pipe, Polymer Precoated For Sewers and DrainsДокумент11 страницCorrugated Steel Pipe, Polymer Precoated For Sewers and DrainsDarwin DarmawanОценок пока нет
- Corrugated Steel Pipe, Metallic-Coated For Sewers and DrainsДокумент15 страницCorrugated Steel Pipe, Metallic-Coated For Sewers and Drainsjavier martinezОценок пока нет
- Astm C361 19Документ10 страницAstm C361 19kevin.platinium23Оценок пока нет
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldДокумент4 страницыConcrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldAli Saleh Saad AL-isawiОценок пока нет
- Corrugated Steel Pipe, Metallic-Coated For Sewers and DrainsДокумент15 страницCorrugated Steel Pipe, Metallic-Coated For Sewers and DrainsDarwin DarmawanОценок пока нет
- Astm - A760 A760m 10 PDFДокумент15 страницAstm - A760 A760m 10 PDFLuis Wilmer Nuñez EchaccayaОценок пока нет
- A796a796m 24264Документ24 страницыA796a796m 24264Richard PОценок пока нет
- Epoxy-Coated Prefabricated Steel Reinforcing Bars: Standard Specification ForДокумент17 страницEpoxy-Coated Prefabricated Steel Reinforcing Bars: Standard Specification ForDarwin DarmawanОценок пока нет
- Vinyl-Coated Steel Wire and Welded Wire Reinforcement: Standard Specification ForДокумент11 страницVinyl-Coated Steel Wire and Welded Wire Reinforcement: Standard Specification ForDarwin DarmawanОценок пока нет
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldДокумент4 страницыConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979Оценок пока нет
- Structural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsДокумент19 страницStructural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsPaulo GalvãoОценок пока нет
- C1063 15a Standard Specification PDFДокумент10 страницC1063 15a Standard Specification PDFRemi KernОценок пока нет
- Corrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and ArchesДокумент8 страницCorrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and ArchesDarwin DarmawanОценок пока нет
- A135 PDFДокумент9 страницA135 PDFالGINIRAL FREE FIREОценок пока нет
- A135 PDFДокумент9 страницA135 PDFالGINIRAL FREE FIREОценок пока нет
- Astm A961-19Документ9 страницAstm A961-19geraldo leoncioОценок пока нет
- Precast Concrete Water and Wastewater Structures: Standard Specification ForДокумент6 страницPrecast Concrete Water and Wastewater Structures: Standard Specification ForHarshal AdmaneОценок пока нет
- Performance of Fittings For Use With Gasketed Mechanical Couplings Used in Piping ApplicationsДокумент4 страницыPerformance of Fittings For Use With Gasketed Mechanical Couplings Used in Piping ApplicationsDarwin DarmawanОценок пока нет
- A194a194m. 20Документ12 страницA194a194m. 20nitin parmarОценок пока нет
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothДокумент13 страницCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothRoberto Gutierrez SaldañaОценок пока нет
- Astm B88Документ7 страницAstm B88k.boukhariОценок пока нет
- High-Strength Low-Alloy Nickel, Copper, Phosphorus Steel H-Piles and Sheet Piling With Atmospheric Corrosion Resistance For Use in Marine EnvironmentsДокумент3 страницыHigh-Strength Low-Alloy Nickel, Copper, Phosphorus Steel H-Piles and Sheet Piling With Atmospheric Corrosion Resistance For Use in Marine EnvironmentsSama UmateОценок пока нет
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeДокумент6 страницSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaОценок пока нет
- ASTM A563 Tuercas de Aleacion Acero y CarbonoДокумент9 страницASTM A563 Tuercas de Aleacion Acero y CarbonoMarco GonzaОценок пока нет
- Astm A194-22Документ12 страницAstm A194-22Gary CabelloОценок пока нет
- ASTM A 194 - 20aДокумент12 страницASTM A 194 - 20aLucas Lucci CostaОценок пока нет
- Reinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForДокумент18 страницReinforced Concrete Low-Head Pressure Pipe (Metric) : Standard Specification ForMateriales FicОценок пока нет
- Sa 387Документ6 страницSa 387Pavul RajОценок пока нет
- JPCL APP Plural - Plural Component Spray 2012-09Документ50 страницJPCL APP Plural - Plural Component Spray 2012-09Gilvan SilvaОценок пока нет
- JPCL APP Plural - Plural Component Spray 2012-09Документ50 страницJPCL APP Plural - Plural Component Spray 2012-09Gilvan SilvaОценок пока нет
- Tri-Service Corrosion Conference PDFДокумент1 883 страницыTri-Service Corrosion Conference PDFGilvan SilvaОценок пока нет
- World Pipelines Oct 2018 PDFДокумент84 страницыWorld Pipelines Oct 2018 PDFGilvan SilvaОценок пока нет
- 05 - Phase Transformation in Welding PDFДокумент36 страниц05 - Phase Transformation in Welding PDFIrfan KhanОценок пока нет
- JPCL APP Plural - Plural Component Spray 2012-09Документ50 страницJPCL APP Plural - Plural Component Spray 2012-09Gilvan SilvaОценок пока нет
- JPCL APP Plural - Plural Component Spray 2012-09Документ50 страницJPCL APP Plural - Plural Component Spray 2012-09Gilvan SilvaОценок пока нет
- Exxon IP 7-9-1 Expansion Joints For Fired EquipmentДокумент3 страницыExxon IP 7-9-1 Expansion Joints For Fired EquipmentGilvan SilvaОценок пока нет
- Exxon IP 9 2 1 Additional RequirementsДокумент8 страницExxon IP 9 2 1 Additional RequirementsGilvan SilvaОценок пока нет
- Pregatirea Suprafetelor Pentru VopsireДокумент4 страницыPregatirea Suprafetelor Pentru VopsireValentin GalbenОценок пока нет
- Aspersão Termica - FundamentosДокумент1 страницаAspersão Termica - FundamentosGilvan SilvaОценок пока нет
- DFT Measurement: Typical Double Bottom BlockДокумент4 страницыDFT Measurement: Typical Double Bottom BlockGilvan SilvaОценок пока нет
- Greenhouse: Where To Place The GreenhouseДокумент6 страницGreenhouse: Where To Place The GreenhouseOlin StejОценок пока нет
- Aluminum FormworkДокумент80 страницAluminum FormworkWall-Ties & Forms, Inc.Оценок пока нет
- Dolphin HVAC SolutionsДокумент15 страницDolphin HVAC SolutionsMudassar Idris RautОценок пока нет
- Charles Rennie MackintoshДокумент14 страницCharles Rennie MackintoshRadu Stefan100% (1)
- 4.1 Analysis ... : STE P Task StandardДокумент21 страница4.1 Analysis ... : STE P Task StandardiffahОценок пока нет
- Chapter 5Документ7 страницChapter 5sanjayОценок пока нет
- Boq FurnitureДокумент3 страницыBoq FurnitureZahid Iqbal SialОценок пока нет
- RAFTA2011, The Innovation of The Manufactured Floating House Model: A New Concept of Waterfront Settlements For Flood Risk Reduction in IndonesiaДокумент12 страницRAFTA2011, The Innovation of The Manufactured Floating House Model: A New Concept of Waterfront Settlements For Flood Risk Reduction in IndonesiaNISHI JAINОценок пока нет
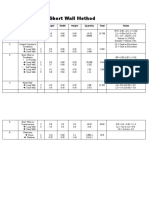
- Long Wall and Short Wall MethodДокумент2 страницыLong Wall and Short Wall MethodRafayMalikОценок пока нет
- Preseden - Portofolio Soccer Training Centre PDFДокумент147 страницPreseden - Portofolio Soccer Training Centre PDFimam sodikunОценок пока нет
- GBBM - Good Buy or Big Mistake?Документ150 страницGBBM - Good Buy or Big Mistake?James Bryant100% (1)
- Important Information For Specifiers and Pre-Mixed Concrete SuppliersДокумент16 страницImportant Information For Specifiers and Pre-Mixed Concrete SuppliersmbvyassОценок пока нет
- Classifieds 12-03-09Документ2 страницыClassifieds 12-03-09TheObserverNewsОценок пока нет
- HHPC in BridgeДокумент12 страницHHPC in BridgeAbrahamHidalgoBermúdezОценок пока нет
- Rollings Why Concrete Still Fails.Документ14 страницRollings Why Concrete Still Fails.Tim LinОценок пока нет
- SpecificationsДокумент36 страницSpecificationsMia Monica Fojas LoyolaОценок пока нет
- Design 8 - Research No.1 - de Luxe Hotel - Navarro - Navarro, Tricia Marvi - PrelimДокумент50 страницDesign 8 - Research No.1 - de Luxe Hotel - Navarro - Navarro, Tricia Marvi - PrelimTricia Marvi P. NavarroОценок пока нет
- PSC PDFДокумент2 страницыPSC PDFSai Asrith PylaОценок пока нет
- 1986 0040 EL MTO02 0001 R1B Meterial Take Off of Lightning Protection and Earthing PDFДокумент4 страницы1986 0040 EL MTO02 0001 R1B Meterial Take Off of Lightning Protection and Earthing PDFjmohammadrezaОценок пока нет
- Form WorksДокумент3 страницыForm WorksreymoreОценок пока нет
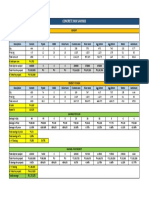
- Cost Analysis Mix DesignДокумент1 страницаCost Analysis Mix DesignDheerajMadisettyОценок пока нет
- Vastu GyanДокумент9 страницVastu GyanPath FinderzОценок пока нет