Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Barrel IncineratorДокумент29 страницBarrel IncineratorEmijo.AОценок пока нет
- External Thread Retracting ToolДокумент8 страницExternal Thread Retracting ToolEmijo.AОценок пока нет
- 20 Min PresentationДокумент9 страниц20 Min PresentationEmijo.AОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Electrical Installation and RepairДокумент8 страницElectrical Installation and RepairEmijo.AОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Drawing of A TV BracketДокумент4 страницыDrawing of A TV BracketEmijo.AОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Arc WeldingДокумент10 страницArc WeldingEmijo.AОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Engine Starting Systems PDFДокумент19 страницEngine Starting Systems PDFEmijo.AОценок пока нет
- #9.B&S TypeДокумент1 страница#9.B&S TypeEmijo.AОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Common Unsafe Acts in The WorkplaceДокумент5 страницCommon Unsafe Acts in The WorkplaceEmijo.AОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- #7.B&S TypeДокумент1 страница#7.B&S TypeEmijo.AОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- #8.B&S TypeДокумент1 страница#8.B&S TypeEmijo.A100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Indexable Turning Tools ProjectsДокумент21 страницаIndexable Turning Tools ProjectsEmijo.AОценок пока нет
- #10.B&S TypeДокумент2 страницы#10.B&S TypeEmijo.AОценок пока нет
- #6.B&S TypeДокумент1 страница#6.B&S TypeEmijo.AОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Advanced Tool Sharpening For The LatheДокумент38 страницAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- #4.B&S TypeДокумент1 страница#4.B&S TypeEmijo.AОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- #5.B&S TypeДокумент1 страница#5.B&S TypeEmijo.AОценок пока нет
- Threads and ChangegearsДокумент36 страницThreads and ChangegearsRC VilledaОценок пока нет
- #1.B&S TypeДокумент1 страница#1.B&S TypeEmijo.AОценок пока нет
- #2.B&S TypeДокумент1 страница#2.B&S TypeEmijo.AОценок пока нет
- Automated Student Mark SheetДокумент13 страницAutomated Student Mark SheetEmijo.AОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Pipe Centering ClampДокумент17 страницPipe Centering ClampEmijo.AОценок пока нет
- Workshop DIY PROJECTSДокумент75 страницWorkshop DIY PROJECTSEmijo.A100% (1)
- #3.B&S TypeДокумент1 страница#3.B&S TypeEmijo.AОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Threads and ChangegearsДокумент36 страницThreads and ChangegearsRC VilledaОценок пока нет
- Toolbox GuideДокумент1 страницаToolbox GuideEmijo.AОценок пока нет
- Format Rules: Single AuthorДокумент9 страницFormat Rules: Single AuthorEmijo.AОценок пока нет
- Space Before and Space After A Paragraph PDFДокумент1 страницаSpace Before and Space After A Paragraph PDFEmijo.AОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Project Management Training ReportДокумент7 страницProject Management Training ReportRitesh AggarwalОценок пока нет
- Write The Firing Order For A Six Cylinder EngineДокумент1 страницаWrite The Firing Order For A Six Cylinder EngineEmijo.AОценок пока нет
- Full Download Ebook PDF Sociology Exploring The Architecture of Everyday Life 11Th Edition Ebook PDF Docx Kindle Full ChapterДокумент23 страницыFull Download Ebook PDF Sociology Exploring The Architecture of Everyday Life 11Th Edition Ebook PDF Docx Kindle Full Chapterrobbie.fortney495100% (34)
- Internship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Документ33 страницыInternship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Balkrishna KumbharОценок пока нет
- Heating, Ventilation, and Air Conditioning-20230116013328Документ48 страницHeating, Ventilation, and Air Conditioning-20230116013328EDUARDO ALCANTARA JRОценок пока нет
- Handbook PDFДокумент168 страницHandbook PDFrajan_2002eeeОценок пока нет
- Ga - TM1404 35 U003 - U004 - A22-32 - PMS22 - STD - Iec160m - Plan54 - AfcДокумент1 страницаGa - TM1404 35 U003 - U004 - A22-32 - PMS22 - STD - Iec160m - Plan54 - AfcMuhammad AОценок пока нет
- Middle East Technical University Department of Mechanical Engineering ME 310 Theory of Machines I - Planar MechanismsДокумент27 страницMiddle East Technical University Department of Mechanical Engineering ME 310 Theory of Machines I - Planar MechanismsMahmut KILIÇОценок пока нет
- The U.S. M1911 M1911A1 Pistols and Commercial M1911 Type Pistols - A Shop Manual (PDFDrive) - Unlocked-8Документ15 страницThe U.S. M1911 M1911A1 Pistols and Commercial M1911 Type Pistols - A Shop Manual (PDFDrive) - Unlocked-8Violeta Sosa rosarioОценок пока нет
- Products-Zatvoren - Sistem - Za - Centralno - Greenje - Harmony EДокумент1 страницаProducts-Zatvoren - Sistem - Za - Centralno - Greenje - Harmony Emitre123Оценок пока нет
- SupplementДокумент93 страницыSupplementRekik YasmineОценок пока нет
- 5eecf65e9fe6013c4283e691 - 175 Series Installation KitsДокумент11 страниц5eecf65e9fe6013c4283e691 - 175 Series Installation Kitsdaniel armando ardila martinezОценок пока нет
- TI Tools - Lip Seal - Main Shaft Bushing Tool 2908-0150-80Документ1 страницаTI Tools - Lip Seal - Main Shaft Bushing Tool 2908-0150-80parabellum871Оценок пока нет
- Quotation For WINORAC PriceДокумент2 страницыQuotation For WINORAC PriceKasarachi AmadiОценок пока нет
- ABДокумент3 страницыABM Abdullah AfzalОценок пока нет
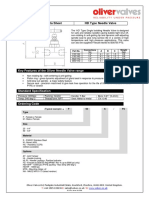
- Product Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle ValveДокумент1 страницаProduct Data Sheet Product Data Sheet HD Type Needle Valve HD Type Needle Valvesadegh moeini farОценок пока нет
- Knurling Grooving and Form TurningДокумент33 страницыKnurling Grooving and Form TurningTareef Hash100% (1)
- M&M Lab Viva QuestionsДокумент4 страницыM&M Lab Viva QuestionsHarish MurthyОценок пока нет
- Airforce Airgun ManuaLДокумент15 страницAirforce Airgun ManuaLmanicmonkeyОценок пока нет
- A Simple Alternative To Keyed Hubs - No More TorchesДокумент14 страницA Simple Alternative To Keyed Hubs - No More TorchesMC AОценок пока нет
- Gun SystemsДокумент18 страницGun Systemssd_hosseini_88Оценок пока нет
- General Arrangement Scocth Yoke Model Steam Engine Designed and Build by Bob MiddletonДокумент3 страницыGeneral Arrangement Scocth Yoke Model Steam Engine Designed and Build by Bob MiddletonDiana Zea MendozaОценок пока нет
- Hand Tools-Steel Files: Our RangeДокумент48 страницHand Tools-Steel Files: Our RangePrasant Kumar BeheraОценок пока нет
- MSTP Quiz2 ReviewerДокумент6 страницMSTP Quiz2 ReviewerChester Dave Bal-otОценок пока нет
- Lathe AccessoriesДокумент10 страницLathe AccessoriesJeremiah FernandezОценок пока нет
- 2QJ 5系列绞车零件图册(英文)okДокумент10 страниц2QJ 5系列绞车零件图册(英文)okRiad RaddawiОценок пока нет
- Air Pistol/ Rifle Instruction ManualДокумент10 страницAir Pistol/ Rifle Instruction ManualJustinОценок пока нет
- ML7 Spare PartsДокумент8 страницML7 Spare PartsBrian SelbyОценок пока нет
- Concentric Butterfly Valve: Complete Solutions For Industrial ValvesДокумент10 страницConcentric Butterfly Valve: Complete Solutions For Industrial ValvesFederico MoranОценок пока нет
- Technical Information: Thread Identification GuideДокумент1 страницаTechnical Information: Thread Identification GuideJaydev ManiarОценок пока нет
- Knock Down Fittings PDFДокумент4 страницыKnock Down Fittings PDFIwan SetiawanОценок пока нет
- Appliances Prices List 090722 20220709191818Документ2 страницыAppliances Prices List 090722 20220709191818Karan RajputОценок пока нет
- House Rules: How to Decorate for Every Home, Style, and BudgetОт EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetОценок пока нет
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiОт EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiРейтинг: 4 из 5 звезд4/5 (3)
- The Martha Manual: How to Do (Almost) EverythingОт EverandThe Martha Manual: How to Do (Almost) EverythingРейтинг: 4 из 5 звезд4/5 (11)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeОт EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeРейтинг: 5 из 5 звезд5/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiОт Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiРейтинг: 5 из 5 звезд5/5 (2)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsОт EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Crochet Impkins: Over a million possible combinations! Yes, really!От EverandCrochet Impkins: Over a million possible combinations! Yes, really!Рейтинг: 4.5 из 5 звезд4.5/5 (10)