Вам также может понравиться
- Vibration Analysis - A Proven Technique As A Predictive Maintenance ToolДокумент9 страницVibration Analysis - A Proven Technique As A Predictive Maintenance ToolMansoor KhanОценок пока нет
- Optimizing Maintenance Policies For A Yaw System Using Reliability-Centered Maintenance and Data-Driven Condition MonitoringДокумент9 страницOptimizing Maintenance Policies For A Yaw System Using Reliability-Centered Maintenance and Data-Driven Condition MonitoringclarkyeahОценок пока нет
- Condition Monitoring, Fault Diagnosis and PredictiveДокумент8 страницCondition Monitoring, Fault Diagnosis and PredictiveChaitanya AbhishekОценок пока нет
- Articulo SelДокумент9 страницArticulo SelPaula LozanoОценок пока нет
- Engine Health Condition MonitoringДокумент4 страницыEngine Health Condition MonitoringNarendra KatdareОценок пока нет
- Vibration Based Condition Monitoring of Rotating MДокумент18 страницVibration Based Condition Monitoring of Rotating MNidhal Ben KhalifaОценок пока нет
- Factor Analysis in Fault Diagnostics Using Random Forest: Nagdev AmruthnathДокумент6 страницFactor Analysis in Fault Diagnostics Using Random Forest: Nagdev AmruthnathAjay BharatiyaОценок пока нет
- Condition Based Maintenance (CBM)Документ18 страницCondition Based Maintenance (CBM)DMEОценок пока нет
- ME 403 Maintenance Engineering (CH: 2,0) : Instructors: Dr. M. Zeeshan Zahir Engr. Adnan RasheedДокумент18 страницME 403 Maintenance Engineering (CH: 2,0) : Instructors: Dr. M. Zeeshan Zahir Engr. Adnan RasheedAltamash MunirОценок пока нет
- Condition Based Maintenance (CBM) : AbstractДокумент25 страницCondition Based Maintenance (CBM) : AbstractCesarОценок пока нет
- Practical Considerations in Developing AnДокумент12 страницPractical Considerations in Developing AnislandengineerОценок пока нет
- Vibration Rotating EquipmentДокумент17 страницVibration Rotating EquipmentNiwrad EtagramОценок пока нет
- Predictive Maintenance Strategy Based On Disturbance RecordersДокумент7 страницPredictive Maintenance Strategy Based On Disturbance Recordersintiw_23Оценок пока нет
- Technical Diagnostics For Power ApparatusДокумент6 страницTechnical Diagnostics For Power ApparatusDeepen SharmaОценок пока нет
- State-of-the-Art Predictive Maintenance TechniquesДокумент13 страницState-of-the-Art Predictive Maintenance TechniquesKleber VieiraОценок пока нет
- Predictive Maintenance in Intelligent-Control-Maintenance-Management System For Hydroelectric Generating UnitДокумент8 страницPredictive Maintenance in Intelligent-Control-Maintenance-Management System For Hydroelectric Generating UnitGabrielWalersonОценок пока нет
- Managing The Condition-Based Maintenance of A Combined-Cycle Power Plant: An Approach Using Soft Computing TechniquesДокумент10 страницManaging The Condition-Based Maintenance of A Combined-Cycle Power Plant: An Approach Using Soft Computing TechniquesvilxitoОценок пока нет
- ELK Asia Pacific Journals - Special Issue ISBN: 978-81-930411-4-7Документ6 страницELK Asia Pacific Journals - Special Issue ISBN: 978-81-930411-4-7ritesh_necОценок пока нет
- Machine Condition Monitoring and Fault DiagnosticsДокумент28 страницMachine Condition Monitoring and Fault Diagnosticsزيد فؤاد اليافعيОценок пока нет
- Applying Predictive Maintenance Techniques To Utility SystemsДокумент0 страницApplying Predictive Maintenance Techniques To Utility SystemsAbdan ShidqiОценок пока нет
- Expert Systems With Applications: Van Tung Tran, Bo-Suk YangДокумент12 страницExpert Systems With Applications: Van Tung Tran, Bo-Suk Yangcgarciag3250Оценок пока нет
- Online Condition Monitoring in Nuclear Power PlantsДокумент15 страницOnline Condition Monitoring in Nuclear Power PlantsMOHAMMED BIN BAREK100% (1)
- Fault classification of motors using vibration analysis and neural networksДокумент19 страницFault classification of motors using vibration analysis and neural networksEd snowdenОценок пока нет
- Bearing Condition Monitoring Using Vibration SignatureДокумент7 страницBearing Condition Monitoring Using Vibration SignaturemarnalaОценок пока нет
- CIGRE 2014: 21, Rue D'artois, F-75008 PARISДокумент8 страницCIGRE 2014: 21, Rue D'artois, F-75008 PARISnamsaigon316Оценок пока нет
- Electronics 10 01462Документ23 страницыElectronics 10 01462Koti ReddyОценок пока нет
- General Notions About The Introduction of Technical Diagnosis For Machine ToolsДокумент23 страницыGeneral Notions About The Introduction of Technical Diagnosis For Machine ToolsNikhil ThakurОценок пока нет
- WPL 26 Shock MonitoringДокумент16 страницWPL 26 Shock MonitoringAhmed El-ShafeiОценок пока нет
- Utilizing Vibration MonitoringДокумент4 страницыUtilizing Vibration MonitoringUmair NaseemОценок пока нет
- ABB Corporate Research, Germany: N. L. FantanaДокумент4 страницыABB Corporate Research, Germany: N. L. FantanaJose ValdiviesoОценок пока нет
- Upload 20Документ10 страницUpload 20GaneshrudОценок пока нет
- State of The Art Predictive Maintenance TechniquesДокумент11 страницState of The Art Predictive Maintenance TechniquesMIGUEL ANGEL DURON SAAVEDRA100% (1)
- Condition Monitoring Systemsin Power Plantsto Determinethe Typeof Maintenance Using Multiple Typesof SensorsДокумент9 страницCondition Monitoring Systemsin Power Plantsto Determinethe Typeof Maintenance Using Multiple Typesof Sensorsandika surya hadiwinataОценок пока нет
- Ojsadmin,+jarte 1-1 13740Документ11 страницOjsadmin,+jarte 1-1 13740HugoОценок пока нет
- Upload 22Документ10 страницUpload 22GaneshrudОценок пока нет
- Analysis of The Condition Based Monitoring System For Heavy Industrial MachineriesДокумент4 страницыAnalysis of The Condition Based Monitoring System For Heavy Industrial MachineriessebastianОценок пока нет
- Investigating Reliability Centered Maintenance RCMДокумент5 страницInvestigating Reliability Centered Maintenance RCMCRISTIAN ANDRES MEDRANO PULIDOОценок пока нет
- Upload 23Документ10 страницUpload 23GaneshrudОценок пока нет
- PC Based Monitoring and Fault Prediction For Small Hydroelectric PlantsДокумент4 страницыPC Based Monitoring and Fault Prediction For Small Hydroelectric PlantsJulio CésarОценок пока нет
- Sahasrabudhe2020 - Experimental Analysis of Machine LearningДокумент7 страницSahasrabudhe2020 - Experimental Analysis of Machine LearningbmdeonОценок пока нет
- Compressor Health Monitoring Using IotДокумент8 страницCompressor Health Monitoring Using IotTJPRC PublicationsОценок пока нет
- 2.-Predictive Maintenance by Performance Monitoring of PlantparametersДокумент7 страниц2.-Predictive Maintenance by Performance Monitoring of PlantparametersAngelica Piñuelas ValenzuelaОценок пока нет
- Condition Based Maintenance: Mike Dileo, Charles Manker, and John Cadick, P.E. © 1999 byДокумент18 страницCondition Based Maintenance: Mike Dileo, Charles Manker, and John Cadick, P.E. © 1999 byAna Fiorella PuntoОценок пока нет
- Intelligent Automation Systems For Predictive Maintenance: A Case StudyДокумент7 страницIntelligent Automation Systems For Predictive Maintenance: A Case StudyMerouane AmraouiОценок пока нет
- Statistical Condition Monitoring Based On Vibration SignalДокумент10 страницStatistical Condition Monitoring Based On Vibration Signalbrettharvey555Оценок пока нет
- Mejora de La Confiabilidad Del Sistema de Distribución Utilizando Mantenimiento Centrado en La ConfiabilidadДокумент5 страницMejora de La Confiabilidad Del Sistema de Distribución Utilizando Mantenimiento Centrado en La ConfiabilidadVEDER MIGUEL TORRES BENITESОценок пока нет
- State of The Art - Precautionary MaintenaceДокумент12 страницState of The Art - Precautionary MaintenacejavinavasОценок пока нет
- Cost Benefit Analysis For PMДокумент13 страницCost Benefit Analysis For PMarvin john cabralОценок пока нет
- Signal Processing in Vibration Analysis With Application in Predictive Maintenance of Rotating MachinesДокумент13 страницSignal Processing in Vibration Analysis With Application in Predictive Maintenance of Rotating MachinesJulio AyalaОценок пока нет
- Sensors: Condition Assessment of Industrial Gas Turbine Compressor Using A Drift Soft Sensor Based in AutoencoderДокумент14 страницSensors: Condition Assessment of Industrial Gas Turbine Compressor Using A Drift Soft Sensor Based in AutoencoderMohamed Bin IerousОценок пока нет
- Importance of O&M For Solar Power PantДокумент6 страницImportance of O&M For Solar Power PantSanthosh ThangarajОценок пока нет
- Condition Assessment Based On PMSДокумент14 страницCondition Assessment Based On PMScaptkc100% (1)
- Condition monitoring maximizes vessel availabilityДокумент5 страницCondition monitoring maximizes vessel availabilityRachel Renti CruzОценок пока нет
- Vibration Analysis of Siemens v94 Gas TurbineДокумент10 страницVibration Analysis of Siemens v94 Gas TurbinepholippОценок пока нет
- 9399 - Preventive Maintenance For Industrial ApplicationДокумент6 страниц9399 - Preventive Maintenance For Industrial ApplicationM Luthfi Al MudzakiОценок пока нет
- Main Bearing Fault Prognosis FFTДокумент6 страницMain Bearing Fault Prognosis FFTNamanОценок пока нет
- Power Monitoring Applications For Smart Network OperationsДокумент13 страницPower Monitoring Applications For Smart Network OperationsKhajaBurhanОценок пока нет
- Energy Performance Monitoring SystemДокумент6 страницEnergy Performance Monitoring SystemVirnia PatziОценок пока нет
- C - M S A T: Ondition Based Aintenance Using Ensor Rrays and ElematicsДокумент10 страницC - M S A T: Ondition Based Aintenance Using Ensor Rrays and ElematicsLawrence AveryОценок пока нет
- Mechatronics: Luca Bascetta, Paolo Rocco, Andrea Maria Zanchettin, Gianantonio MagnaniДокумент10 страницMechatronics: Luca Bascetta, Paolo Rocco, Andrea Maria Zanchettin, Gianantonio MagnaniJolito RamosОценок пока нет
- Floor Plan The Sandpiper 2 Bedroom PDFДокумент1 страницаFloor Plan The Sandpiper 2 Bedroom PDFJolito RamosОценок пока нет
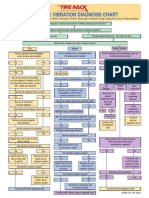
- Vibration ChartДокумент1 страницаVibration Chartairframer1981Оценок пока нет
- Spur Gear TutorialДокумент10 страницSpur Gear TutorialpradeepkumaruvОценок пока нет
- Adapting To Complex Configurations: KilnscanДокумент2 страницыAdapting To Complex Configurations: KilnscanJolito RamosОценок пока нет
- Neil BudworthДокумент52 страницыNeil Budworthanpuselvi125Оценок пока нет
- 1071 4220 111R - VBX PDFДокумент18 страниц1071 4220 111R - VBX PDFJolito RamosОценок пока нет
- 1Q05 GasTurbineVibMonitoringДокумент15 страниц1Q05 GasTurbineVibMonitoringDimas Aji Kharisma CakraОценок пока нет
- Expert: Rotating MachineryДокумент13 страницExpert: Rotating MachineryJolito RamosОценок пока нет
- 8 NEMA Motor Standards Vs IEC Motor Standards v2Документ33 страницы8 NEMA Motor Standards Vs IEC Motor Standards v2Nia KarininaОценок пока нет
- U.S. Navy, LM2500 Gas Turbine Condition Monitoring Development ExperienceДокумент9 страницU.S. Navy, LM2500 Gas Turbine Condition Monitoring Development ExperienceJolito RamosОценок пока нет
- PDFДокумент11 страницPDFJolito RamosОценок пока нет
- Understanding Complete Test Performed On Induction MotorsДокумент5 страницUnderstanding Complete Test Performed On Induction Motorshino_kaguОценок пока нет
- Sensors 18 00182 PDFДокумент15 страницSensors 18 00182 PDFJolito RamosОценок пока нет
- User'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringДокумент41 страницаUser'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringJolito RamosОценок пока нет
- Va Sample Report Uyahd PDFДокумент16 страницVa Sample Report Uyahd PDFyzn_hОценок пока нет
- 1 s2.0 S0950423009000059 Main PDFДокумент11 страниц1 s2.0 S0950423009000059 Main PDFJolito RamosОценок пока нет
- 1LE2321-3CB11-2AA3 Datasheet en PDFДокумент1 страница1LE2321-3CB11-2AA3 Datasheet en PDFJolito RamosОценок пока нет
- Balancing Report SummaryДокумент8 страницBalancing Report SummaryJolito RamosОценок пока нет
- Boost productivity with the new OR35 multi-channel vibration instrumentДокумент2 страницыBoost productivity with the new OR35 multi-channel vibration instrumentfazzlieОценок пока нет
- AS-410 Datasheet: Real-Time Vibration Analyzer SoftwareДокумент6 страницAS-410 Datasheet: Real-Time Vibration Analyzer SoftwareJolito RamosОценок пока нет
- Cc-650 Ac/Dc Current Clamp Operator'S ManualДокумент4 страницыCc-650 Ac/Dc Current Clamp Operator'S ManualLuis MartinezОценок пока нет
- Model 682C03 Icp® Vibration Transmitter Installation and Operating ManualДокумент22 страницыModel 682C03 Icp® Vibration Transmitter Installation and Operating ManualJolito RamosОценок пока нет
- SignalCalc Analyzers-Turbo Brochure-Data Physics Corporation PDFДокумент6 страницSignalCalc Analyzers-Turbo Brochure-Data Physics Corporation PDFJolito RamosОценок пока нет
- 3696Документ34 страницы3696pulilathaОценок пока нет
- CONVEYOR BELT Wmie PDFДокумент1 страницаCONVEYOR BELT Wmie PDFJolito RamosОценок пока нет
- Balancing Report SummaryДокумент8 страницBalancing Report SummaryJolito RamosОценок пока нет
- Polar PDFДокумент1 страницаPolar PDFJolito RamosОценок пока нет
- Polar PDFДокумент1 страницаPolar PDFJolito RamosОценок пока нет
- Polar Plot PDFДокумент1 страницаPolar Plot PDFJolito RamosОценок пока нет
- DifferentialДокумент402 страницыDifferentialMartínez Gutiérrez MoisésОценок пока нет
- Coverage and Rate Analysis For Millimeter-Wave Cellular NetworksДокумент15 страницCoverage and Rate Analysis For Millimeter-Wave Cellular NetworksMohammadОценок пока нет
- Wittgenstein Picture TheoryДокумент4 страницыWittgenstein Picture TheoryAlladi Bhadra Rao DevangaОценок пока нет
- 2015-12-98 Math MagazineДокумент76 страниц2015-12-98 Math MagazineMETI MICHALOPOULOU100% (1)
- Determine natural convection heat transfer coefficientДокумент4 страницыDetermine natural convection heat transfer coefficientkoushikaerosОценок пока нет
- College Physics Volume 1 11th Edition Serway Solutions Manual 1 PDFДокумент7 страницCollege Physics Volume 1 11th Edition Serway Solutions Manual 1 PDFBina56% (9)
- General Mathematics: Quarter 1 Week 4 Module 11Документ12 страницGeneral Mathematics: Quarter 1 Week 4 Module 11CristinaO'Shopping Reyes DG80% (5)
- Activity 3 Experimental Errors and Acoustics (Ver10182020) - UnlockedДокумент8 страницActivity 3 Experimental Errors and Acoustics (Ver10182020) - UnlockednyorkОценок пока нет
- (Made Simple Books) William R. Gondin, Bernard Sohmer - Advanced Algebra and Calculus Made Simple (1959, Doubleday) - Libgen - LiДокумент228 страниц(Made Simple Books) William R. Gondin, Bernard Sohmer - Advanced Algebra and Calculus Made Simple (1959, Doubleday) - Libgen - LiRodrigoОценок пока нет
- Ripple Carry and Carry Lookahead Addition and Subtraction CircuitsДокумент19 страницRipple Carry and Carry Lookahead Addition and Subtraction CircuitsSurya KanthОценок пока нет
- Class 11 All ProgramsДокумент61 страницаClass 11 All ProgramsSanjay Gautam100% (1)
- Ecture 4Документ11 страницEcture 4bob buiddddddОценок пока нет
- Schering BridgeДокумент11 страницSchering BridgePunithan RavichandranОценок пока нет
- Stress Detection in Computer Users Through Non-Invasive Monitoring of Physiological SignalsДокумент6 страницStress Detection in Computer Users Through Non-Invasive Monitoring of Physiological SignalsCelda LeninОценок пока нет
- Fla Unit 4 and 5Документ198 страницFla Unit 4 and 5lard BaringОценок пока нет
- (5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1Документ5 страниц(5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1examkillerОценок пока нет
- PPT - Ch1 1to1 3 192069 PDFДокумент44 страницыPPT - Ch1 1to1 3 192069 PDFYousef SardahiОценок пока нет
- Bearing 1Документ27 страницBearing 1desalegn hailemichaelОценок пока нет
- Optimization of Wheat Flour Production Process Planning in PT Y With Linear Programming MethodДокумент5 страницOptimization of Wheat Flour Production Process Planning in PT Y With Linear Programming MethodInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Quantitative Aptitude PDFДокумент35 страницQuantitative Aptitude PDFjeevithaОценок пока нет
- ECCW Math 1LS3 Calculus For Life SciencesДокумент338 страницECCW Math 1LS3 Calculus For Life SciencesKaylee & HayleeОценок пока нет
- Jan 2006 Paper 2Документ16 страницJan 2006 Paper 2Ahkeel NelsonОценок пока нет
- 8 Antipatterns AssignmentДокумент52 страницы8 Antipatterns Assignmentdemelash kasayeОценок пока нет
- Discrete StructuresДокумент6 страницDiscrete Structureskripal shrestha100% (1)
- Blender API Docs: Python API OverviewДокумент1 440 страницBlender API Docs: Python API Overview110218Оценок пока нет
- EMT175 184finishedДокумент30 страницEMT175 184finishedcharles izquierdoОценок пока нет
- International English School of AbidjanДокумент21 страницаInternational English School of AbidjanBENI DE DIEU SERVICESОценок пока нет
- Probability L2Документ5 страницProbability L2islamsara647Оценок пока нет
- RD Sharma Dec2020 Solution For Class 11 Maths Chapter 30 PDFДокумент34 страницыRD Sharma Dec2020 Solution For Class 11 Maths Chapter 30 PDFjalpaОценок пока нет
- Dependability 3 UnlockedДокумент26 страницDependability 3 UnlockedAngelBlancoPomaОценок пока нет