Вам также может понравиться
- ForjaДокумент46 страницForjalewisprotecОценок пока нет
- Projeto Clipe de PapelДокумент7 страницProjeto Clipe de PapelAnanias Sousa Goes NetoОценок пока нет
- Estudo Das Microestruturas e Da Dureza de Aços 1045 e 1060 Antes e Após Edurecimento Por TêmperaДокумент6 страницEstudo Das Microestruturas e Da Dureza de Aços 1045 e 1060 Antes e Após Edurecimento Por TêmperaGuilherme Martini Miotto100% (1)
- Slide TCC - InanaraДокумент41 страницаSlide TCC - InanaraIna BarrosoОценок пока нет
- Exercícios - Substâncias Puras e Misturas 09Документ3 страницыExercícios - Substâncias Puras e Misturas 09Jacqueline Alexandrino33% (3)
- Barillari, Estudo Da Influência Da Dureza e DaДокумент7 страницBarillari, Estudo Da Influência Da Dureza e DaRuan Pablo AndrzejewskiОценок пока нет
- Lista 2 Tec IДокумент12 страницLista 2 Tec IFsa FabrícioОценок пока нет
- Ausforming - Aços TRIPДокумент43 страницыAusforming - Aços TRIPAntonio Teodoro Dutra JúniorОценок пока нет
- Ap PMF 2009-2 Cap 5 EstampДокумент23 страницыAp PMF 2009-2 Cap 5 Estampparoberto2Оценок пока нет
- VP20TS Datasheet PT 2021 02Документ8 страницVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKОценок пока нет
- Relatório 1Документ5 страницRelatório 1Jéssica MarquesОценок пока нет
- Propriedades Do Aço Abnt 8620 Sinterizado Apos Moldagem de Pos Metalicos Por Injeção PDFДокумент9 страницPropriedades Do Aço Abnt 8620 Sinterizado Apos Moldagem de Pos Metalicos Por Injeção PDFLuiz Filipe SouzaОценок пока нет
- Catalogo Bomba FB Serie BOT 32-160Документ10 страницCatalogo Bomba FB Serie BOT 32-160Ronaldo Javier Cabello GárateОценок пока нет
- Cementação e Nitretação de Engrenagens PDFДокумент7 страницCementação e Nitretação de Engrenagens PDFBiancaChavesОценок пока нет
- Trefilagem 1Документ15 страницTrefilagem 1Yan Felipe CavalcanteОценок пока нет
- Apostila - ForjamentoДокумент17 страницApostila - ForjamentovagnermurasОценок пока нет
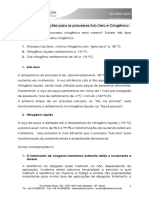
- Processos Sub Zero e CriogênicoДокумент3 страницыProcessos Sub Zero e CriogênicoPaulo JúniorОценок пока нет
- 06 - Processos de Conformação MecânicaДокумент33 страницы06 - Processos de Conformação MecânicaLucas IsaiasОценок пока нет
- Plastico1 - Tratamento TermicoДокумент8 страницPlastico1 - Tratamento TermicoPedro NudosОценок пока нет
- Relatorio Reavaliado de Tam-Pratica 1Документ5 страницRelatorio Reavaliado de Tam-Pratica 1Guilherme AntunesОценок пока нет
- Prova 2CДокумент4 страницыProva 2CEduardo PassosОценок пока нет
- Aula 1 - 3Документ9 страницAula 1 - 3Richard RicardoОценок пока нет
- 1.4.3 - Questões de Tratamentos TérmicosДокумент26 страниц1.4.3 - Questões de Tratamentos TérmicosChristianne G. Rodrigues100% (2)
- Temperabilidade e Tratamentos TérmicosДокумент8 страницTemperabilidade e Tratamentos TérmicosAusier0% (1)
- Processo de Fundição-1.1Документ81 страницаProcesso de Fundição-1.1João VictorОценок пока нет
- Questionário - Conformação Mecânica - Editado1Документ12 страницQuestionário - Conformação Mecânica - Editado1vurelo100% (1)
- TratamentДокумент197 страницTratamentLidiane MunizОценок пока нет
- Auto Macao Parte 6Документ17 страницAuto Macao Parte 6Thiago Marques IvaniskiОценок пока нет
- Datasheet Pead RocДокумент6 страницDatasheet Pead RocGTS ENGENHARIAОценок пока нет
- DATASHEET - MATERIAL 520-521 - Rev11Документ12 страницDATASHEET - MATERIAL 520-521 - Rev11George E. BozinisОценок пока нет
- Manual de Instalação. Soprador Continental DEB077PTДокумент5 страницManual de Instalação. Soprador Continental DEB077PTNirleison TelesОценок пока нет
- RelatorioДокумент7 страницRelatorioArquimedes Almeida JuniorОценок пока нет
- Deb051pt PDFДокумент4 страницыDeb051pt PDFAmazonas ManutençãoОценок пока нет
- Tratermentos TérmicosДокумент19 страницTratermentos TérmicosMarcio FerreiraОценок пока нет
- Trabalho de ProcessosДокумент8 страницTrabalho de ProcessosWidmark KauêОценок пока нет
- Fundamentos Da Usinagem Convencional RespostasДокумент24 страницыFundamentos Da Usinagem Convencional RespostasLeandro Oliveira da SilvaОценок пока нет
- Aula 17 - Tratamentos Termicos Parte 2Документ53 страницыAula 17 - Tratamentos Termicos Parte 2Bruno Alves MartinsОценок пока нет
- Tratamento Térmico Completo 2S 2021Документ315 страницTratamento Térmico Completo 2S 2021Jorge Wellington SantosОценок пока нет
- Processo de Estampagem FinalДокумент74 страницыProcesso de Estampagem FinalhamiltonnovaisОценок пока нет
- Laminacao ControladaДокумент5 страницLaminacao ControladaraimundoОценок пока нет
- Ferros Fundidos Nodulares PerlíticosДокумент14 страницFerros Fundidos Nodulares Perlíticosrao_ambrosioОценок пока нет
- Aula 4 - Tratamentos Térmicos em Ligas MetálicasДокумент123 страницыAula 4 - Tratamentos Térmicos em Ligas Metálicasmylson.banhosОценок пока нет
- Trabalho 4 Processo de FabricaçãoДокумент3 страницыTrabalho 4 Processo de FabricaçãoPamela Gonçalves Pires Gouvea OliveiraОценок пока нет
- Artigo Sobre PCDДокумент17 страницArtigo Sobre PCDMarcelo Carlos de CastroОценок пока нет
- Murilo Silva Costa 1Документ7 страницMurilo Silva Costa 1Murilo CostaОценок пока нет
- Aula 11Документ18 страницAula 11gestaoufoОценок пока нет
- Provaarea 2Документ2 страницыProvaarea 2Hevellyn VERONОценок пока нет
- Relatório Técnico Metalografia 03Документ22 страницыRelatório Técnico Metalografia 03Daniel Fec FluОценок пока нет
- Respostas Do Segundo QuestionárioДокумент3 страницыRespostas Do Segundo QuestionárioClaimir Guinzelli100% (1)
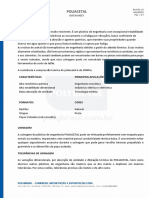
- Datasheet PoliacetalДокумент4 страницыDatasheet PoliacetalGustavoОценок пока нет
- Aula Metalurgia Do Po (Modo de Compatibilidade)Документ73 страницыAula Metalurgia Do Po (Modo de Compatibilidade)Henry MorenoОценок пока нет
- NITRETAÇÃOДокумент3 страницыNITRETAÇÃOfilipercastro2736Оценок пока нет
- Bucha PapДокумент20 страницBucha PapRafael BorgesОценок пока нет
- Ti Alloy GuideДокумент48 страницTi Alloy GuideMartinho GonçalvesОценок пока нет
- TGII Parcial Enzo JSДокумент18 страницTGII Parcial Enzo JSEnzo NagataОценок пока нет
- Extrusão - ApostilaДокумент11 страницExtrusão - ApostilaDanielBianzenoОценок пока нет
- Estampagem de CorteДокумент39 страницEstampagem de CorteCláudio MartinsОценок пока нет
- Lista 1 - PPMДокумент9 страницLista 1 - PPMlucasmsn38Оценок пока нет
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoОт EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoОценок пока нет
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivОт EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxivОценок пока нет
- Funcões Orgânicas - Exercícios - Prof. Agamenon - 2013Документ27 страницFuncões Orgânicas - Exercícios - Prof. Agamenon - 2013Josimar Lima Ferreira0% (1)
- AE11217 10 18QuimicaProf Douglascomgabarito pdf22102018083915Документ5 страницAE11217 10 18QuimicaProf Douglascomgabarito pdf22102018083915Julianna SantosОценок пока нет
- Ponto Ebulicao Destilacao LQOДокумент8 страницPonto Ebulicao Destilacao LQOLetícia BorgesОценок пока нет
- 2 - Aços 1Документ53 страницы2 - Aços 1Canal News/NovidadesОценок пока нет
- Lista de Reações QuímicasДокумент1 страницаLista de Reações QuímicasVinícius L. RibeiroОценок пока нет
- Osb Construçoes - CamapuãДокумент9 страницOsb Construçoes - Camapuãevelinfotos01Оценок пока нет
- Mida Foam 150 AfДокумент2 страницыMida Foam 150 AfAndre AlmeidaОценок пока нет
- 01 - Ácidos Graxos Totais (Agt)Документ219 страниц01 - Ácidos Graxos Totais (Agt)Ana Paula ZapeliniОценок пока нет
- Laje Alveolar ProtendidaДокумент1 страницаLaje Alveolar ProtendidaJoão Bosco VieiraОценок пока нет
- LISTA DE EXERCÍCIOS RESOLVIDOS MATERIAIS DE CONSTRUÇÃO Parte 1Документ6 страницLISTA DE EXERCÍCIOS RESOLVIDOS MATERIAIS DE CONSTRUÇÃO Parte 1Marcelo Vinicius GomesОценок пока нет
- Adsil - Sílica Ativa em SuspensãoДокумент3 страницыAdsil - Sílica Ativa em SuspensãoJeovane VasconcelosОценок пока нет
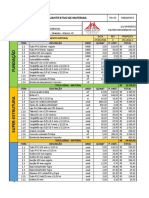
- Planilha Material - Davi - Maricá-Rev00Документ3 страницыPlanilha Material - Davi - Maricá-Rev00Fábio DantasОценок пока нет
- Apostila Esgoto Copasa PDFДокумент8 страницApostila Esgoto Copasa PDFTaco PinhoОценок пока нет
- Nomenclatura Dos Compostos InorgânicosДокумент3 страницыNomenclatura Dos Compostos InorgânicosAline Araújo Do NascimentoОценок пока нет
- Lista de Exercicio MTT1 Cefet/rjДокумент3 страницыLista de Exercicio MTT1 Cefet/rjIgor PimentelОценок пока нет
- Fundição de AreiaДокумент20 страницFundição de AreiaEDMARОценок пока нет
- Roteiro - Ácidos e BaseДокумент2 страницыRoteiro - Ácidos e BaseAne MeiraОценок пока нет
- Tabela Mestre Pfui (Aula) PreenchidaДокумент20 страницTabela Mestre Pfui (Aula) PreenchidaLuiz VianaОценок пока нет
- Tracos e Custos para Concreto CelularДокумент11 страницTracos e Custos para Concreto CelularFabio MedeirosОценок пока нет
- Catalogo - Calha Parshall - 2017Документ11 страницCatalogo - Calha Parshall - 2017Samuel BrilhanteОценок пока нет
- CaixilhariaДокумент2 страницыCaixilhariaJAОценок пока нет
- Alumina e AlumínioДокумент100 страницAlumina e AlumínioGuilherme Vitor CadilheОценок пока нет
- Lista de Exercícios - 01Документ6 страницLista de Exercícios - 01Maike Marques da LuzОценок пока нет
- NBR 6120 Cargas para o Cálculo de Estruturas de EdificaçõesДокумент5 страницNBR 6120 Cargas para o Cálculo de Estruturas de EdificaçõesEverton CandidoОценок пока нет
- Relatório de Prática Experimental Lab 5Документ13 страницRelatório de Prática Experimental Lab 5Thalita MedeirosОценок пока нет
- Banner Argamassa Indus. Cal EdfДокумент1 страницаBanner Argamassa Indus. Cal EdfFilipe Henrique SouzaОценок пока нет
- Aula+4+ +Rebaixamento+de+Teto+ +gessoДокумент59 страницAula+4+ +Rebaixamento+de+Teto+ +gessoMonique Candeia100% (1)
- Sintex 5 - 271216Документ2 страницыSintex 5 - 271216Thiago MolverstetОценок пока нет