Вам также может понравиться
- ReglaДокумент6 страницReglaBeatrice CastelánОценок пока нет
- Tema 3. Metrología DimensionalДокумент17 страницTema 3. Metrología DimensionalNADIA NAYELY RODRIGUEZ LOMELIОценок пока нет
- PRACTICA No 1 y 2Документ24 страницыPRACTICA No 1 y 2Lokus ArlequinОценок пока нет
- Instrumentos para Medicion Usados en Un Taller MecanicoДокумент13 страницInstrumentos para Medicion Usados en Un Taller MecanicoAlex MorenoОценок пока нет
- Reporte Equipos de MedicionДокумент12 страницReporte Equipos de MedicionCristian ReyesОценок пока нет
- Nanotecnologia/instrumentos de MedicionДокумент9 страницNanotecnologia/instrumentos de MedicionEliezer XicayОценок пока нет
- Trazado y Aserrado ManualДокумент28 страницTrazado y Aserrado ManualBrayan Alexis Ruiz Ojeda50% (2)
- Aula 2 - TecMecSold - Instrumentos de Medición Directa e Indirecta - 2Документ3 страницыAula 2 - TecMecSold - Instrumentos de Medición Directa e Indirecta - 2Dejanira Martínez BalbuenaОценок пока нет
- Herramientas de Medicion y TrazadoДокумент14 страницHerramientas de Medicion y TrazadoAlex GonzalezОценок пока нет
- Uii Ep1 Reporte Propuesta de MedicionДокумент22 страницыUii Ep1 Reporte Propuesta de MedicionRoberto SarmientoОценок пока нет
- Instrumentos de MedicionДокумент7 страницInstrumentos de MedicionMartin Salgado ArandaОценок пока нет
- Portafolio 2Документ28 страницPortafolio 2Dafne GutiérrezОценок пока нет
- Instrumentos de MedicionДокумент14 страницInstrumentos de MedicionWISTON FRANCO MOSQUERAОценок пока нет
- A de Viruta Clase2Документ12 страницA de Viruta Clase2Cristian CuacesОценок пока нет
- Instrumentos de MedicionДокумент4 страницыInstrumentos de MedicionRene Hdez ChОценок пока нет
- Tema 2 Trazado Corte y Conformado IДокумент34 страницыTema 2 Trazado Corte y Conformado IAnaОценок пока нет
- Instrumentos de MedicionДокумент17 страницInstrumentos de MedicionNixsael BorquezОценок пока нет
- 1 Trazado y Aserrado ManualДокумент17 страниц1 Trazado y Aserrado Manualfabian hernandez33% (3)
- Regla GraduadaДокумент20 страницRegla Graduadaalejandro gonzalezОценок пока нет
- UT2.1 MetrologíaДокумент23 страницыUT2.1 MetrologíaAdriana Serrano ZamoraОценок пока нет
- MicrometroДокумент22 страницыMicrometrodavincidatariОценок пока нет
- Procesos de Manufactura 02Документ35 страницProcesos de Manufactura 02Dustin Anderson Bozeta GomezОценок пока нет
- Ejemplo Aprendizaje Basado en ProyectosДокумент7 страницEjemplo Aprendizaje Basado en ProyectosRamiro CardonaОценок пока нет
- Instrumentos y Aparatos de MedicionДокумент25 страницInstrumentos y Aparatos de Medicionelpatron20Оценок пока нет
- Ciencias y Tecnologia UmssДокумент7 страницCiencias y Tecnologia UmssJihbОценок пока нет
- Informe Taller Electromecánico Electricidad Industrial EISPDMДокумент10 страницInforme Taller Electromecánico Electricidad Industrial EISPDMJorge Torrez AlvarezОценок пока нет
- TRABAJO Instrumentos de MedicionДокумент13 страницTRABAJO Instrumentos de MedicionEDILBERTO DANIEL PRASCA MAESTRE (:-)Оценок пока нет
- Equipo14-Metrología y Normalización-Act3Документ37 страницEquipo14-Metrología y Normalización-Act3Emiliano Gutiérrez OliveraОценок пока нет
- Maquinas Herramienta PDFДокумент11 страницMaquinas Herramienta PDFEDUARDO PUSACLLA GONZALESОценок пока нет
- 1.2 UC1978 2 Cuadros Electricos. Herramientas MecanizadoДокумент16 страниц1.2 UC1978 2 Cuadros Electricos. Herramientas MecanizadoIvan Gavilan SotoОценок пока нет
- Instrumentos de MetrologiaДокумент16 страницInstrumentos de MetrologiaAdrian JassoОценок пока нет
- Actividad 3Документ8 страницActividad 3Pardx SSJОценок пока нет
- Mediciones en Superficies Interiores y ExterioresДокумент251 страницаMediciones en Superficies Interiores y ExterioresAnonymous duOh08ET100% (1)
- Tarea 1 Hojalateria 20211-1Документ23 страницыTarea 1 Hojalateria 20211-1Angie OcañaОценок пока нет
- Ajuste MecánicoДокумент6 страницAjuste MecánicoAntonio AlvearОценок пока нет
- MetrologiaДокумент5 страницMetrologiaJuan Carlos Mamani QuispeОценок пока нет
- MetrologiaДокумент5 страницMetrologiaHugo SalvadorОценок пока нет
- Metrologia Bloque 4Документ14 страницMetrologia Bloque 4Enrique Montiel SánchezОценок пока нет
- INFORME ACADÉMICO 05 EnviarДокумент4 страницыINFORME ACADÉMICO 05 EnviarcarlosОценок пока нет
- Ajustes MecánicosДокумент6 страницAjustes MecánicosJeffersson HernandezОценок пока нет
- Album Digital BertinДокумент22 страницыAlbum Digital BertinBertin CortezОценок пока нет
- Segundo Corte-Actividad 1Документ22 страницыSegundo Corte-Actividad 1CRISTIAN MARCELO FAJARDO PARRA (:-)Оценок пока нет
- El MicrómetroДокумент4 страницыEl MicrómetroDANIEL SANCHEZ CORONAОценок пока нет
- Taller MetrologiaДокумент16 страницTaller MetrologiaRichard MedinaОценок пока нет
- Cinta MétricaДокумент10 страницCinta MétricaJuliLopezОценок пока нет
- Trazado Unidad 1Документ11 страницTrazado Unidad 1Klever TiguaОценок пока нет
- Instrumentos de MediciónДокумент19 страницInstrumentos de MediciónMturfernanОценок пока нет
- Practicas LB - Dimensiones y Tolerancias GeometricasДокумент50 страницPracticas LB - Dimensiones y Tolerancias GeometricasVioleta de la CruzОценок пока нет
- Mecanica Industrial FAHADДокумент21 страницаMecanica Industrial FAHADIlheynne Ramirez FuentesОценок пока нет
- Emit Emit-217 Formatoalumnotrabajofinal Tr1Документ14 страницEmit Emit-217 Formatoalumnotrabajofinal Tr1Fernando Requejo SanchezОценок пока нет
- Unidad IiДокумент41 страницаUnidad IiFernando Barajas EscalanteОценок пока нет
- 2 Medicion AngularДокумент74 страницы2 Medicion AngularJonathan Anchi TovarОценок пока нет
- ParalelepipedoДокумент50 страницParalelepipedoCristian SilveraОценок пока нет
- Herramientas Manuales de Un Taller MecanicoДокумент51 страницаHerramientas Manuales de Un Taller MecanicoOrangel Faldellin100% (1)
- Catalogo de HerramientasДокумент44 страницыCatalogo de HerramientasProtoXR JMDОценок пока нет
- Informe No.2 AjustajeДокумент18 страницInforme No.2 AjustajealexanderdjrmxОценок пока нет
- Guia de Practicas Conformado de Metales Metrologia Practica IIДокумент10 страницGuia de Practicas Conformado de Metales Metrologia Practica IIMoises Alvaro Huacca CcasoОценок пока нет
- Instrumentos de Medicion de LongitudДокумент14 страницInstrumentos de Medicion de LongitudMagdiel NicacioОценок пока нет
- Tarea - 2 - Definicion y Clasificacion de Los Instrumentos..Документ9 страницTarea - 2 - Definicion y Clasificacion de Los Instrumentos..sebastian Amador FloresОценок пока нет
- Luminaria AutonomaДокумент1 страницаLuminaria AutonomajommboОценок пока нет
- Manual de Motores EléctricosДокумент17 страницManual de Motores EléctricosjommboОценок пока нет
- Tutoriales DialuxДокумент1 страницаTutoriales DialuxjommboОценок пока нет
- Manual de Motores ElectricosДокумент70 страницManual de Motores ElectricosAndres Videla Flores98% (306)
- Álgebra BooleanaДокумент18 страницÁlgebra BooleanajommboОценок пока нет
- Carpintero Terminaciones-MueblistaДокумент2 страницыCarpintero Terminaciones-MueblistamarcosОценок пока нет
- La HistorietaДокумент1 страницаLa HistorietaVeronica ValОценок пока нет
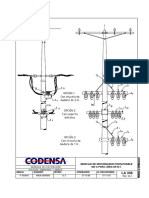
- Codensa La 336Документ2 страницыCodensa La 336Sandra MilenaОценок пока нет
- Cuadro de VanosДокумент4 страницыCuadro de VanosLeila AlzamoraОценок пока нет
- Makila - EspañolДокумент12 страницMakila - EspañolbrendaОценок пока нет
- Antecedentes RelevantesДокумент7 страницAntecedentes RelevantesAlvaro JorqueraОценок пока нет
- GAELДокумент2 страницыGAELRICARDO XAVIER CHIGUANO ALVARADOОценок пока нет
- TRABAJO FINAL Parte 2 CasanovaДокумент9 страницTRABAJO FINAL Parte 2 CasanovaSandrito ReyesОценок пока нет
- Catalogo AddiДокумент7 страницCatalogo AddiMiche Molina FernándezОценок пока нет
- Importancia Del Dibujo en El Desarrollo de La IngenieriaДокумент5 страницImportancia Del Dibujo en El Desarrollo de La IngenieriageanОценок пока нет
- Recetas Alquímicas Kingdoms of AmalurДокумент6 страницRecetas Alquímicas Kingdoms of AmalurDaniel FloresОценок пока нет
- ?taza El Oso Polar en - EsДокумент23 страницы?taza El Oso Polar en - EsreirichardsonОценок пока нет
- Elementos Básicos de La Imagen VisualДокумент6 страницElementos Básicos de La Imagen VisualMariano FrezzottiОценок пока нет
- Ap. Sistema Monge - Vistas Alternativas y CortesДокумент7 страницAp. Sistema Monge - Vistas Alternativas y CortesRocio Carolina BuscaОценок пока нет
- Mapa Mental-Grupo CДокумент1 страницаMapa Mental-Grupo CdanielaОценок пока нет
- Herramientas para MantenimientoДокумент1 страницаHerramientas para MantenimientoRicardo VegaОценок пока нет
- NullДокумент12 страницNullVeronica Liptzy Maia AsbunОценок пока нет
- Ficha Technica FibrocelДокумент2 страницыFicha Technica FibrocelEngelberth Chow MoralesОценок пока нет
- Patron Cuello Zig Zag - JacquardДокумент11 страницPatron Cuello Zig Zag - JacquardCamila Valladares ArayaОценок пока нет
- Sistema Durlock® Exterior - Construccin-Del-Sistema-Cedral2018Документ31 страницаSistema Durlock® Exterior - Construccin-Del-Sistema-Cedral2018Gilda MezaОценок пока нет
- Letra y Números - PortalДокумент7 страницLetra y Números - PortalElvis Llaxa50% (2)
- Aschero y HocsmanДокумент20 страницAschero y HocsmanStephany Zucelle Gallardo AlmendarezОценок пока нет
- Cinquecento y BarrocoДокумент4 страницыCinquecento y BarrocoJuliaОценок пока нет
- CarpinteriaДокумент12 страницCarpinteriaSalvador TorresОценок пока нет
- ArtesaníasДокумент13 страницArtesaníasMIGUEL ANGEL MARCIAL VAZQUEZОценок пока нет
- Pulsera 4Документ15 страницPulsera 4Proculo DosОценок пока нет
- Chancay HistДокумент1 страницаChancay Histjcdelossantos0209Оценок пока нет
- Hoja Proceso Acero 705Документ3 страницыHoja Proceso Acero 705Sara PaolaОценок пока нет
- Esferas Navideñas2Документ17 страницEsferas Navideñas2Arminda Jazmin Vargas tapiaОценок пока нет
- PERSPECTIVAДокумент8 страницPERSPECTIVAJhoel reyesОценок пока нет