Вам также может понравиться
- Astm A514 GR BДокумент6 страницAstm A514 GR BelweldОценок пока нет
- Como Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.Документ34 страницыComo Evaluar Defectos en Soldadura, Tuberias Longitudinal y Circunferencial.luis100% (1)
- Hoja SeguridadДокумент6 страницHoja SeguridadFPA InspectorОценок пока нет
- Shielded Metal Arc WeldingДокумент34 страницыShielded Metal Arc WeldingClara GaleanoОценок пока нет
- PDF Ficha 2 Diseo de Orejas de Izaje Rev1 DDДокумент1 страницаPDF Ficha 2 Diseo de Orejas de Izaje Rev1 DDLuis Valenzuela Parra100% (1)
- SUMITEN780SДокумент42 страницыSUMITEN780SLuis Chiara LoayzaОценок пока нет
- FCAW Recubrimientos Duros (C)Документ44 страницыFCAW Recubrimientos Duros (C)pablocp901100% (1)
- Deflexion, Pandeo y SoldaduraДокумент19 страницDeflexion, Pandeo y SoldaduraJeferson Calderon YalleОценок пока нет
- Literatura Tubrod 115Документ1 страницаLiteratura Tubrod 115el_tirano_regresa7359Оценок пока нет
- Los Fenomenos de Fragilizacion en Aceros Templados y BonificadosДокумент4 страницыLos Fenomenos de Fragilizacion en Aceros Templados y BonificadosHarold Armando Muñoz100% (1)
- Estudio de La Fatiga Térmica Según La Norma API 571 RP, CARLOS ANDRÉS GALÁNДокумент8 страницEstudio de La Fatiga Térmica Según La Norma API 571 RP, CARLOS ANDRÉS GALÁNCarlos Andrés GalánОценок пока нет
- Procedimiento Inspeccion de Liquidos PenetrantesДокумент5 страницProcedimiento Inspeccion de Liquidos PenetrantesMili TolosaОценок пока нет
- Soldabilidad de Aceros Inoxidables DuplexДокумент71 страницаSoldabilidad de Aceros Inoxidables DuplexvituchaОценок пока нет
- 2-6 Aluminio y Sus Aleaciones PDFДокумент24 страницы2-6 Aluminio y Sus Aleaciones PDFroberto198007Оценок пока нет
- Hempadur Mastic 45880 - 11480Документ15 страницHempadur Mastic 45880 - 11480Caleb CentariunОценок пока нет
- Postcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Документ8 страницPostcalentamiento en Soldaduras Cr-Mo - AS - 08!04!16Raphael LinoОценок пока нет
- Instructivo Alineacion Equipos RotativosДокумент8 страницInstructivo Alineacion Equipos RotativosJORGE CAICEDOОценок пока нет
- Uniones Bridas 2Документ8 страницUniones Bridas 2Alejandro MartinezОценок пока нет
- Reporte de Alineación EQUIPOДокумент4 страницыReporte de Alineación EQUIPOedI_restrepo_1Оценок пока нет
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFДокумент2 страницыTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoОценок пока нет
- Clasificación de BridasДокумент7 страницClasificación de BridasAlbertoBrionesParraОценок пока нет
- Fisuras, Propiedades Mecanicas en SoldadurasДокумент10 страницFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroОценок пока нет
- Resortes AntivibratoriosДокумент10 страницResortes AntivibratoriosVictor FriasОценок пока нет
- Defectos de SoldaduraДокумент9 страницDefectos de SoldadurajimmymamaniquispeОценок пока нет
- Procedimientos Trabajos en CalienteДокумент7 страницProcedimientos Trabajos en Calientehse0ecuador0% (1)
- Tigfil Er80s GДокумент1 страницаTigfil Er80s GYonathan Ricardo Leo KxОценок пока нет
- PSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Документ34 страницыPSST-CIA-4.4.6-502 - SOLDADURA EN REPARACION DE TANQUES - Rev02Alam Pierre Grau CorreaОценок пока нет
- 2.2. Fcaw-09Документ34 страницы2.2. Fcaw-09samyfr454Оценок пока нет
- Iram 351Документ20 страницIram 351splessiОценок пока нет
- Acero Astm A335 GR p5Документ9 страницAcero Astm A335 GR p5Renzo GenebrosoОценок пока нет
- 8.Pool-po-At-008 Rev. 0 ArenadoДокумент7 страниц8.Pool-po-At-008 Rev. 0 Arenadoarturo avilaОценок пока нет
- Lincoln Precision Tig 225Документ40 страницLincoln Precision Tig 225Juank AlmeidaОценок пока нет
- 04.especificación Técnica de Estructuras Metálicas PDFДокумент10 страниц04.especificación Técnica de Estructuras Metálicas PDFquiron2014Оценок пока нет
- WPS - 01-16Документ2 страницыWPS - 01-16denys.castanedatОценок пока нет
- Procedimiento General de Soldadura (2) JoyaДокумент12 страницProcedimiento General de Soldadura (2) Joyamaxi27Оценок пока нет
- Gpasi It 0003 (1986)Документ19 страницGpasi It 0003 (1986)OSIIQPGRIS100% (1)
- Soldadura DuplexДокумент23 страницыSoldadura DuplexbryanОценок пока нет
- Fisuración en CalienteДокумент5 страницFisuración en CalienteMarcelo Lopez Centellas100% (1)
- ArcairДокумент33 страницыArcairRoberto Chang Palma100% (1)
- Normas de Galvanizado Astm123Документ3 страницыNormas de Galvanizado Astm123Reynaldo Ruiz MendozaОценок пока нет
- Procedimiento Prueba Hidrostatica Asme Secc Viii Div1 2012 1Документ6 страницProcedimiento Prueba Hidrostatica Asme Secc Viii Div1 2012 1yulizОценок пока нет
- Tratamiento Termico Post SoldaduraДокумент18 страницTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- Curso AWS PDFДокумент367 страницCurso AWS PDFEdgargarОценок пока нет
- Norma Astm A194 ResumenДокумент3 страницыNorma Astm A194 ResumenMarco QuijandriaОценок пока нет
- WPQ Apuntalador AWS D1.1Документ1 страницаWPQ Apuntalador AWS D1.1Victor BenavidesОценок пока нет
- Reparacion de SoldaduraДокумент6 страницReparacion de SoldadurajoseОценок пока нет
- Pcm.575.00 Procedimiento de Inspeccion Visual Detallada de Los Equipos de Seguridad de La MonoboyaДокумент17 страницPcm.575.00 Procedimiento de Inspeccion Visual Detallada de Los Equipos de Seguridad de La MonoboyaElena Rosales RosadoОценок пока нет
- Soldadura AluminioДокумент5 страницSoldadura AluminioJose Luis PandoОценок пока нет
- Reporte Ansys WorkbenchДокумент3 страницыReporte Ansys WorkbenchJuanFelipeNopeDuarteОценок пока нет
- Módulo 14 Refractarios Nicolás PardoДокумент26 страницMódulo 14 Refractarios Nicolás PardoMaria isabelОценок пока нет
- Defectos GmawДокумент7 страницDefectos GmawEnrique Tavira100% (1)
- Defectologia en Las UNIONES SOLDADASДокумент10 страницDefectologia en Las UNIONES SOLDADASLuis PiñeiroОценок пока нет
- Defectos FCAW PDFДокумент5 страницDefectos FCAW PDFWilmer Ramírez Merejildo100% (1)
- Defectos en SoldaduraДокумент3 страницыDefectos en Soldaduraali francoОценок пока нет
- Defectología de SoldaduraДокумент55 страницDefectología de SoldaduraLuis JacomeОценок пока нет
- Problemas y Defectos Comunes en La Soldadura Clase 6Документ5 страницProblemas y Defectos Comunes en La Soldadura Clase 6José MateoОценок пока нет
- Defectos en SoldaduraДокумент2 страницыDefectos en SoldaduradarpetrolОценок пока нет
- Soldadura Mig TubularДокумент21 страницаSoldadura Mig TubularDavid Mena MN100% (1)
- Guia de A. SMAW-RICHARD SIERRAДокумент8 страницGuia de A. SMAW-RICHARD SIERRARichard Sierra PereiraОценок пока нет
- Defectos FCAWДокумент54 страницыDefectos FCAWWilmer Ramírez Merejildo100% (3)
- Defectos FCAW PDFДокумент5 страницDefectos FCAW PDFWilmer Ramírez Merejildo100% (1)
- TubosДокумент100 страницTubosWilmer Ramírez MerejildoОценок пока нет
- Proceso de Corte Plasma Thermal Dynamics - Cut Master TrueДокумент1 страницаProceso de Corte Plasma Thermal Dynamics - Cut Master TrueWilmer Ramírez MerejildoОценок пока нет
- Guía Oxicorte ManualДокумент35 страницGuía Oxicorte ManualWilmer Ramírez Merejildo100% (3)
- 1049 - Plan-De-Desarrollo - Compromiso-Con-Responsabilidad-2016 - 2019Документ194 страницы1049 - Plan-De-Desarrollo - Compromiso-Con-Responsabilidad-2016 - 2019Diana Marcela Cespedes MottaОценок пока нет
- Nikola Tesla Es Considerado Uno de Los Hombres Más Innovadores y Misteriosos Que Han Existido en La TierraДокумент3 страницыNikola Tesla Es Considerado Uno de Los Hombres Más Innovadores y Misteriosos Que Han Existido en La TierraJurgen Brad Alpaca SalasОценок пока нет
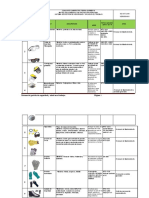
- Matriz EPPДокумент7 страницMatriz EPPGiovanny AbadiaОценок пока нет
- Concentrado 4to. Grado. Español TRIMESTRE IДокумент18 страницConcentrado 4to. Grado. Español TRIMESTRE IAdriánОценок пока нет
- p3 Yp4Документ4 страницыp3 Yp4Oscar ValenciaОценок пока нет
- Caracterización y Morfología de Gramíneas y LeguminosasДокумент14 страницCaracterización y Morfología de Gramíneas y LeguminosasKike GarciaОценок пока нет
- Valor EficazДокумент11 страницValor EficazCarlos DiazОценок пока нет
- Aranda Manual de UsoДокумент71 страницаAranda Manual de UsoHugo F. QS de MaríaОценок пока нет
- Mapas Mentales ADMIN-Reyes Loreto RicardoДокумент4 страницыMapas Mentales ADMIN-Reyes Loreto RicardoReyes Loreto RicardoОценок пока нет
- Presentación Ciclo Celular PDFДокумент32 страницыPresentación Ciclo Celular PDFMayra Cristina Castillo GomezОценок пока нет
- Sistema de Gestion Forestal y Fauna SilvestreДокумент39 страницSistema de Gestion Forestal y Fauna SilvestreJose Carlos Chacaltana MendozaОценок пока нет
- Cómo Se Aplica La Teoría de TaylorДокумент2 страницыCómo Se Aplica La Teoría de TaylorZULAYОценок пока нет
- Analisis de Sistemas de Informacion Parte 2Документ17 страницAnalisis de Sistemas de Informacion Parte 2Vanessa ÁlvarezОценок пока нет
- Sesion 2 Motivacion y Emocion UladechДокумент20 страницSesion 2 Motivacion y Emocion UladechLuis EsbaОценок пока нет
- Tarea 2 CRISTIAN EDUARDO VAZQUEZ HUERTAДокумент7 страницTarea 2 CRISTIAN EDUARDO VAZQUEZ HUERTACristian VázquezОценок пока нет
- Administracion OperacionesДокумент7 страницAdministracion OperacionesJhon Carbajal CrisantoОценок пока нет
- Folleto Triptico Agencia de Viajes Promocion Paquetes Organico Blanco y VerdeДокумент3 страницыFolleto Triptico Agencia de Viajes Promocion Paquetes Organico Blanco y VerdeMiguel AguilarОценок пока нет
- RBD573 DIA LECTURA 2 A Resultados Asignatura Monitoreo Intermedio 2022 PDFДокумент9 страницRBD573 DIA LECTURA 2 A Resultados Asignatura Monitoreo Intermedio 2022 PDFacyutaОценок пока нет
- Ep4 CRMY SCMДокумент4 страницыEp4 CRMY SCMiluminacion LEDОценок пока нет
- 8° PER 2° CLASE #2 - El CostumbrismoДокумент4 страницы8° PER 2° CLASE #2 - El CostumbrismoAndrea Juliana Niño RuedaОценок пока нет
- Diseño Gas SaramagoДокумент15 страницDiseño Gas SaramagoJorge BaronОценок пока нет
- Contrato TRADE Península - Feb20Документ65 страницContrato TRADE Península - Feb20Omar Torres LeónОценок пока нет
- Mondaiji-Tachi Vol. 12 PDFДокумент208 страницMondaiji-Tachi Vol. 12 PDFDiego Sobrino AguirreОценок пока нет
- La Erupcion DentalДокумент2 страницыLa Erupcion DentalDayana Dessire FloresОценок пока нет
- 1 PDFДокумент134 страницы1 PDFVictorAndresMillaSalazarОценок пока нет
- La Comunicación Perturbada y Su Impacto en La Construcción Del Conocimiento EscolarДокумент118 страницLa Comunicación Perturbada y Su Impacto en La Construcción Del Conocimiento EscolarCorphain PhyslakОценок пока нет
- Caso Red LobsterДокумент2 страницыCaso Red Lobsterjose fabianОценок пока нет
- Semana 01 - Raz. Matemático 01 AdcДокумент3 страницыSemana 01 - Raz. Matemático 01 AdcValeria SalvadorОценок пока нет
- Producto Integrador Bloque 3Документ4 страницыProducto Integrador Bloque 3Tania Salgado NajeraОценок пока нет
- Como Calcular El Capacitor de Un Motor MonofasicoДокумент6 страницComo Calcular El Capacitor de Un Motor MonofasicoGerman Gabriel FernandezОценок пока нет