Вам также может понравиться
- 4D UsmДокумент13 страниц4D UsmHARSHVARDHAN SINGH RATHOREОценок пока нет
- Final Report 2Документ16 страницFinal Report 2Ravi PatelОценок пока нет
- Ultrasonic MachiningДокумент20 страницUltrasonic MachiningKoushik Rao100% (1)
- Ultra Sound MachiningДокумент20 страницUltra Sound MachiningVishalHarchandaniОценок пока нет
- Chapter 2Документ16 страницChapter 2KAMALJEET SINGHОценок пока нет
- USM Study of Parameters of USMДокумент43 страницыUSM Study of Parameters of USMZoric BobbyОценок пока нет
- USM NotesДокумент11 страницUSM Notes18R21A0310 BIYYALA SHESHAGIRIОценок пока нет
- USM Working PrincipleДокумент3 страницыUSM Working PrincipleAnonymous dL8dsCncОценок пока нет
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningДокумент16 страницAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- Ultrasonic MachiningДокумент26 страницUltrasonic MachiningEmanuel Nuñez ClavecillasОценок пока нет
- Usm 1Документ47 страницUsm 1Abhishek KumarОценок пока нет
- Ultra Sonic MachiningДокумент32 страницыUltra Sonic MachiningAshwin DevОценок пока нет
- Modern Manufacturing ProcssesДокумент24 страницыModern Manufacturing ProcssesAravind SudheesanОценок пока нет
- Ultrasonic MachiningДокумент11 страницUltrasonic Machininghyundai31050% (2)
- Chapter - 4 Advance Manufacturing ProcessesДокумент77 страницChapter - 4 Advance Manufacturing ProcessesKarnal 0388Оценок пока нет
- Advanced Manufacturing ProcessДокумент2 страницыAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryОценок пока нет
- Ultrasonic MachiningДокумент20 страницUltrasonic MachiningJulianus RizkoОценок пока нет
- Ultrasonic-Machining ProcessДокумент16 страницUltrasonic-Machining ProcessTrung Quoc LeОценок пока нет
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Документ8 страницUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaОценок пока нет
- UsmДокумент45 страницUsmBharath KumarОценок пока нет
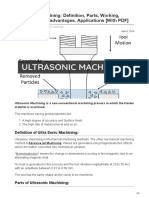
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFДокумент6 страницUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminОценок пока нет
- Ultrasonic Machining (USM)Документ20 страницUltrasonic Machining (USM)Prateek SharmaОценок пока нет
- Ravichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruДокумент48 страницRavichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruRavichandran GОценок пока нет
- UNIT-2 Ultrasonic MachiningДокумент73 страницыUNIT-2 Ultrasonic MachiningraghurockramОценок пока нет
- # 3 - Ultrasonic MachiningДокумент48 страниц# 3 - Ultrasonic MachiningRohan RautОценок пока нет
- MENG 439: Ultrasonic MachiningДокумент24 страницыMENG 439: Ultrasonic MachiningAdhi ThyanОценок пока нет
- Module 2Документ66 страницModule 2Kenneth C.LinojОценок пока нет
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Документ13 страницUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiОценок пока нет
- Mechanical SeminarДокумент19 страницMechanical SeminarLAKKANABOINA LAKSHMANARAOОценок пока нет
- Ultrasonic Machining: Principle of USMДокумент5 страницUltrasonic Machining: Principle of USMmahammad kamaluddeenОценок пока нет
- Ultrasonic MachiningДокумент14 страницUltrasonic MachiningKeyur SoleОценок пока нет
- Working Principle of Ultrasonic MachiningДокумент7 страницWorking Principle of Ultrasonic MachiningYogesh KandaОценок пока нет
- Mech-Ultrasonic MachiningДокумент20 страницMech-Ultrasonic MachiningSymbol Of LoveОценок пока нет
- Ultrasonic Machining by M.8601685.PowerpointДокумент8 страницUltrasonic Machining by M.8601685.PowerpointSheikh waleedОценок пока нет
- Ultrasonic Machining: Mechanisms of Material Removal in USMДокумент4 страницыUltrasonic Machining: Mechanisms of Material Removal in USMGunabalan SellanОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersДокумент4 страницыModule-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersrakeshchandrooОценок пока нет
- Unit 1Документ37 страницUnit 1Dare DevilОценок пока нет
- Ilovepdf MergedДокумент74 страницыIlovepdf MergedAbdulrahman goudaОценок пока нет
- Mech-Ultrasonic Machining ReportДокумент12 страницMech-Ultrasonic Machining Reporterlangga_bayuОценок пока нет
- Ultrasonic MachiningДокумент18 страницUltrasonic Machiningharshkmbj5Оценок пока нет
- Dinakaran 2 CMLДокумент86 страницDinakaran 2 CMLShashwarya ShashuОценок пока нет
- Parameter Affecting Ultrasonic Machining IJERTV8IS110053Документ15 страницParameter Affecting Ultrasonic Machining IJERTV8IS110053Rit GoshОценок пока нет
- Ultrasonic Machining (USM)Документ19 страницUltrasonic Machining (USM)RakeshSaini100% (2)
- Ultrasonic Machining (Usm)Документ9 страницUltrasonic Machining (Usm)Ankit OlaОценок пока нет
- Usm 2Документ5 страницUsm 2Abhishek TuliОценок пока нет
- Usm 139Документ38 страницUsm 139Shivaprasad bhОценок пока нет
- KME - 403 - 20200325 Unit 05 Unconventional Machining ProcessesДокумент3 страницыKME - 403 - 20200325 Unit 05 Unconventional Machining ProcessesAyush TrivediОценок пока нет
- Development of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMДокумент16 страницDevelopment of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMPopescu GeorgeОценок пока нет
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningДокумент14 страницUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarОценок пока нет
- Ultrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiДокумент26 страницUltrasonic Machining (USM) : Presented To: Prof - DR Nadeem A MuftiAdeel Shehzad100% (1)
- Hiya - (PC-ME 701)Документ9 страницHiya - (PC-ME 701)Peeka BooОценок пока нет
- Ultrasonic Machinig: Click To Edit Master Title StyleДокумент16 страницUltrasonic Machinig: Click To Edit Master Title Stylebunty231Оценок пока нет
- Laser Beam MachiningДокумент15 страницLaser Beam MachiningMohsen SaidiОценок пока нет
- Ultrasonic Machining (Usm)Документ17 страницUltrasonic Machining (Usm)Prasad ChikkamОценок пока нет
- Design of A Circular Hollow Ultrasonic Horn For USM Using Finite Element AnalysisДокумент16 страницDesign of A Circular Hollow Ultrasonic Horn For USM Using Finite Element AnalysisAnurag SachanОценок пока нет
- Topic: Ultrasonic Machining: Branch: PIE Sem: (V) Subject: Metal Cutting (PI-305)Документ29 страницTopic: Ultrasonic Machining: Branch: PIE Sem: (V) Subject: Metal Cutting (PI-305)Anonymous ML4hh4MOyBОценок пока нет
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionДокумент26 страницUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJp100% (1)
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОт EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОценок пока нет
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforОт EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforОценок пока нет
- Crawford JEM 2008Документ11 страницCrawford JEM 2008Prashant Singh SankhalaОценок пока нет
- Sciencedirect: Analysing The Cumulative Energy Demand of Product-Service Systems For Wind TurbinesДокумент6 страницSciencedirect: Analysing The Cumulative Energy Demand of Product-Service Systems For Wind TurbinesMatsaid ReksonoОценок пока нет
- # Energy Indicator For Sustaibility PDFДокумент171 страница# Energy Indicator For Sustaibility PDFPrashant Singh SankhalaОценок пока нет
- # Sustainability Assessment of Energy Systems With Environmental, Economic and Social Aspects PDFДокумент20 страниц# Sustainability Assessment of Energy Systems With Environmental, Economic and Social Aspects PDFPrashant Singh SankhalaОценок пока нет
- Scanned by CamscannerДокумент12 страницScanned by CamscannerPrashant Singh SankhalaОценок пока нет
- Evans Et Al. - 2009 - Assessment of Sustainability Indicators For RenewaДокумент7 страницEvans Et Al. - 2009 - Assessment of Sustainability Indicators For Renewadavigno7302Оценок пока нет
- C113J13AdmitCard PDFДокумент1 страницаC113J13AdmitCard PDFPrashant Singh SankhalaОценок пока нет
- Advanced Manufacturing Processes: Dr. Harlal Singh MaliДокумент7 страницAdvanced Manufacturing Processes: Dr. Harlal Singh MaliPrashant Singh SankhalaОценок пока нет
- Cadastrophe: Multi - Purpose Furniture For HomeДокумент13 страницCadastrophe: Multi - Purpose Furniture For HomePrashant Singh SankhalaОценок пока нет
- Manufacturing Processes: TypesДокумент6 страницManufacturing Processes: TypesPrashant Singh SankhalaОценок пока нет
- Project of Mechanical Measurement and Control SystemДокумент20 страницProject of Mechanical Measurement and Control SystemPrashant Singh SankhalaОценок пока нет
- Rao Mechanical Vibrations 5th Edition 2k9meduettaxila Wordpress ComДокумент11 страницRao Mechanical Vibrations 5th Edition 2k9meduettaxila Wordpress ComPrashant Singh SankhalaОценок пока нет
- Assignment Booklet: BTME ProgrammeДокумент20 страницAssignment Booklet: BTME ProgrammeSarvanKumarОценок пока нет
- Isomer Is at Ion of Light Naphtha - FinalДокумент58 страницIsomer Is at Ion of Light Naphtha - FinalSohaib Ahmed Khan100% (1)
- Fiitjee: Talent Reward Exam - 2018Документ19 страницFiitjee: Talent Reward Exam - 2018DSОценок пока нет
- StovesДокумент5 страницStovesElsa LaminОценок пока нет
- Unit 1 Cement and ConcreteДокумент130 страницUnit 1 Cement and Concretehamshini100% (1)
- DiopenДокумент4 страницыDiopenademar john ZamoraОценок пока нет
- Duragyp 13mm AA - VOC Emission Report - Indoor Air Comfort GoldДокумент20 страницDuragyp 13mm AA - VOC Emission Report - Indoor Air Comfort GoldDimitris KousoulasОценок пока нет
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedДокумент44 страницыUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahОценок пока нет
- Chapter 6 Powerpoint IIДокумент34 страницыChapter 6 Powerpoint IIhdavey100% (1)
- Template IJoSTДокумент8 страницTemplate IJoSTanatun nisa munamahОценок пока нет
- Urban Drainage Hydraulic CalculationsДокумент1 страницаUrban Drainage Hydraulic CalculationsImran AzizОценок пока нет
- PCAB List of Licensed Contractors For CFY 2017-2018 As of 18 Oct 2017 - WebДокумент667 страницPCAB List of Licensed Contractors For CFY 2017-2018 As of 18 Oct 2017 - WebAlfredo Miguel M. BuenaventuraОценок пока нет
- General Chemistry Ii: A. Paint Thinner and OilДокумент3 страницыGeneral Chemistry Ii: A. Paint Thinner and OilCherry A. BallesterosОценок пока нет
- Gadus s2 v220 2Документ3 страницыGadus s2 v220 2ThinhОценок пока нет
- Methods-Water Leak DetectionДокумент6 страницMethods-Water Leak DetectionAbhijeeth NagarajОценок пока нет
- GED Chemistry Note1 (Atoms, Molecules and Their Properties)Документ6 страницGED Chemistry Note1 (Atoms, Molecules and Their Properties)Shahadat Hussain Parvez100% (2)
- SDS of Hydrogen Iodide0Документ8 страницSDS of Hydrogen Iodide0Wici WiciОценок пока нет
- ASTM GradesДокумент4 страницыASTM GradesSaurabh MundheОценок пока нет
- Liquid SulfurДокумент20 страницLiquid SulfurMarcin MaruchaОценок пока нет
- Dovidovits - Geopolymer Chemistry and Applications PDFДокумент33 страницыDovidovits - Geopolymer Chemistry and Applications PDFdimas dibiantara0% (1)
- Dr. Muhammad Rashid Usman: Institute of Chemical Engineering and Technology University of The Punjab, Lahore 54590Документ29 страницDr. Muhammad Rashid Usman: Institute of Chemical Engineering and Technology University of The Punjab, Lahore 54590nouha jhiderОценок пока нет
- Tri State Mining District: OverviewДокумент10 страницTri State Mining District: OverviewChristopher WisemanОценок пока нет
- AMLTM.00.092-00-Iss1 Tape Adhesion Test For Paints and CoatingsДокумент6 страницAMLTM.00.092-00-Iss1 Tape Adhesion Test For Paints and CoatingsalbertoОценок пока нет
- Constitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesДокумент6 страницConstitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesWinston SequeiraОценок пока нет
- 3102 Shade Matching in Aesthetic Dentistry From Past To Recent Advances PDFДокумент9 страниц3102 Shade Matching in Aesthetic Dentistry From Past To Recent Advances PDFsapnaОценок пока нет
- C1130Документ4 страницыC1130dinhtung2210Оценок пока нет
- Liquid Crystal DisplayДокумент2 страницыLiquid Crystal DisplayreshusaОценок пока нет
- Digestive SystemДокумент102 страницыDigestive Systemkavya nandhiОценок пока нет
- Lesson Plan ReadingДокумент11 страницLesson Plan ReadingĐoànOanhОценок пока нет