Вам также может понравиться
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309От EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Рейтинг: 5 из 5 звезд5/5 (1)
- Bruцido Articulo de Federal MogulДокумент23 страницыBruцido Articulo de Federal MogulvianetcaОценок пока нет
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselОт EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Guía Federal-Mogul para el acabado de cilindrosДокумент22 страницыGuía Federal-Mogul para el acabado de cilindrosJairo Daniel Medina100% (1)
- Bruñido de CilindrosДокумент11 страницBruñido de CilindrosDWGОценок пока нет
- Federal MogulДокумент17 страницFederal MogulChristian David Rojas MantillaОценок пока нет
- Guía para el bruñido de cilindros y elección de anillos de pistónДокумент2 страницыGuía para el bruñido de cilindros y elección de anillos de pistóngustavobaronaОценок пока нет
- Proyecto Remanufactura Del Árbol de LevasДокумент11 страницProyecto Remanufactura Del Árbol de LevasDavid Eq RОценок пока нет
- Metodología para La Medición Del Acabado de Los CilindrosДокумент21 страницаMetodología para La Medición Del Acabado de Los CilindrosBrian SchmidtОценок пока нет
- GUIA DE LABORATORIO DE TRUCAJE DE PISTONESДокумент7 страницGUIA DE LABORATORIO DE TRUCAJE DE PISTONESMaurizio SoledispaОценок пока нет
- Componentes de Los Motores Diesel PDFДокумент18 страницComponentes de Los Motores Diesel PDFJHOVANY MENDIVELSO GOMEZ100% (1)
- Rectificado de culata y bloque motorДокумент23 страницыRectificado de culata y bloque motorrodrisixxОценок пока нет
- Rebobinado de motores eléctricosДокумент21 страницаRebobinado de motores eléctricosIngrid guadalupeОценок пока нет
- Componentes de MotorДокумент14 страницComponentes de MotorLuis MОценок пока нет
- Manual Componentes Motores Diesel 3406b CaterpillarДокумент18 страницManual Componentes Motores Diesel 3406b Caterpillarrafa75% (16)
- Parametros Geometricos MCIAДокумент6 страницParametros Geometricos MCIASebas Montoya100% (1)
- Empaque de Motor Federal MogulДокумент5 страницEmpaque de Motor Federal MogulChristian David Rojas Mantilla0% (1)
- Motores Diesel CaterpillarДокумент16 страницMotores Diesel Caterpillardaniel03_181975Оценок пока нет
- Rectificación de Superficies Planas - Guaman CristianДокумент8 страницRectificación de Superficies Planas - Guaman CristianmОценок пока нет
- Informe 2 PMДокумент15 страницInforme 2 PMGalo ZarumaОценок пока нет
- Clase 13 RugosidadДокумент12 страницClase 13 RugosidadCristian Ookami CcenchoОценок пока нет
- Reconocimiento de Partes de Partes Principales y Parametros Constructivos de Los Motores de Combustion Interna.2Документ25 страницReconocimiento de Partes de Partes Principales y Parametros Constructivos de Los Motores de Combustion Interna.2Renzo MatiasОценок пока нет
- Primer Laboratorio de MotoresДокумент26 страницPrimer Laboratorio de MotoresJuanMartinОценок пока нет
- Verificación y Fallas Del PistónДокумент4 страницыVerificación y Fallas Del PistónCaeser KobayashiОценок пока нет
- Q-A Grupo 2 (Simulador)Документ13 страницQ-A Grupo 2 (Simulador)Miguel Angel Quispe LeonОценок пока нет
- Uso de Fresadoras CNC en La Industria Del AutomovilДокумент8 страницUso de Fresadoras CNC en La Industria Del Automovilliz27meryОценок пока нет
- Rectificado de MotoresДокумент6 страницRectificado de MotoresManolo Ruiz NietoОценок пока нет
- Sesiòn 4 Virtual Ajuste de Motores Universidad-Ecci Primera HoraДокумент21 страницаSesiòn 4 Virtual Ajuste de Motores Universidad-Ecci Primera HoraMiguel TorresОценок пока нет
- Articulo Sobre Una BielaДокумент25 страницArticulo Sobre Una BielaJesus Cenas RodriguezОценок пока нет
- Ensamble de Motor InternoДокумент3 страницыEnsamble de Motor InternoEDUIN NADIDОценок пока нет
- Desgaste Adhesivo Expo InformeДокумент12 страницDesgaste Adhesivo Expo InformeHans AbantoОценок пока нет
- Construcción de una pieza mecánica de un motor de combustión internaДокумент12 страницConstrucción de una pieza mecánica de un motor de combustión internaLuis IzaОценок пока нет
- Reconocimientos de Partes y Parametros Construcctivos de Los Mci Lab n1Документ52 страницыReconocimientos de Partes y Parametros Construcctivos de Los Mci Lab n1bam_bam_3000Оценок пока нет
- Guia Del Primer Laboratorio de Motores de Combustion InternaДокумент27 страницGuia Del Primer Laboratorio de Motores de Combustion InternaHenry Rivas LauraОценок пока нет
- Exposicion JorgeДокумент20 страницExposicion JorgeRonald Núñez100% (1)
- Villacis Kevin Tarea3 Rectificado de CilindrosДокумент5 страницVillacis Kevin Tarea3 Rectificado de CilindrosOSCAR GEOVANNY TIPAN GUAMANОценок пока нет
- Brazo de Palanca BMWДокумент15 страницBrazo de Palanca BMWJuanMontaño100% (1)
- Resumen Del Cap 30Документ16 страницResumen Del Cap 30Franciss Barrios VelardeОценок пока нет
- Libro Federal MogulДокумент6 страницLibro Federal MogulHerbert PomaccosiОценок пока нет
- ZAFRAДокумент10 страницZAFRAmiguel angelОценок пока нет
- Falla en CilindrosДокумент10 страницFalla en CilindrosJhonatan ParraguezОценок пока нет
- Comparacion Entre Aceite Sintetico y Mineral en Motor DieselДокумент11 страницComparacion Entre Aceite Sintetico y Mineral en Motor DieselEnrique MoralesОценок пока нет
- Motores N12 N14 Sistemas MecanicosДокумент118 страницMotores N12 N14 Sistemas MecanicosFranTSB100% (3)
- Guia 6 Culata o Cabeza de CilindrosДокумент12 страницGuia 6 Culata o Cabeza de CilindrosWilmer Jose Barrios TapiasОценок пока нет
- Evolucion Del PistonДокумент10 страницEvolucion Del PistonAndrei GordilloОценок пока нет
- Guia7 MecanicaДокумент19 страницGuia7 MecanicaBarrera AirethОценок пока нет
- Castillo - Jonathan-Ensayo Rectificado de CilindrosДокумент4 страницыCastillo - Jonathan-Ensayo Rectificado de CilindrosTAZ CMОценок пока нет
- Rectificado de MotoresДокумент5 страницRectificado de MotoresJames Escamilla100% (1)
- Investigacion Motor Estandar y RectificadoДокумент9 страницInvestigacion Motor Estandar y RectificadoStefano MijaelОценок пока нет
- G4 Modificacion Brazo de Biela, Cojinetes de Biela y BancadaДокумент40 страницG4 Modificacion Brazo de Biela, Cojinetes de Biela y BancadaAndy CudcoОценок пока нет
- 10 Paneles Flotantes para Un MotorДокумент27 страниц10 Paneles Flotantes para Un MotorSALAZAR FLORES ROXANAОценок пока нет
- Motores a Gasolina: Componentes y FuncionamientoДокумент8 страницMotores a Gasolina: Componentes y FuncionamientoSergio LucanaОценок пока нет
- Fabricación cojinetes sinterizadosДокумент9 страницFabricación cojinetes sinterizadosValen AguirreОценок пока нет
- TOLERANCIAДокумент6 страницTOLERANCIAJeison GrefaОценок пока нет
- Trabajo 2. TribologíaДокумент18 страницTrabajo 2. TribologíaHaydeelisОценок пока нет
- Bloque Del Motor Y Cilindros: Bloques Del Motor de Aleación de Metal LigeroДокумент11 страницBloque Del Motor Y Cilindros: Bloques Del Motor de Aleación de Metal Ligeroferney sanchezОценок пока нет
- Taller Los Anillos MotoresДокумент2 страницыTaller Los Anillos MotoresMaria RíosОценок пока нет
- Rectification de MotoresДокумент6 страницRectification de Motoreselvis caranОценок пока нет
- Rectificado de Motores para AjusteДокумент22 страницыRectificado de Motores para Ajusteneto5flores-1Оценок пока нет
- Análisis y Prevención de Fallas de CojinetesДокумент77 страницAnálisis y Prevención de Fallas de CojinetesWilliam's SalgadoОценок пока нет
- Mides RoscaДокумент17 страницMides RoscaabcstrainОценок пока нет
- Turbomaquinas - Turbinas If - Garcia Perez - FieeДокумент147 страницTurbomaquinas - Turbinas If - Garcia Perez - Fieejuanchofercho20100% (2)
- Tabla Roscas NORMASДокумент20 страницTabla Roscas NORMASSegundo C. G.100% (2)
- Turbomaquinas - Turbinas If - Garcia Perez - FieeДокумент147 страницTurbomaquinas - Turbinas If - Garcia Perez - Fieejuanchofercho20100% (2)
- Tabla Equivalencias PDFДокумент4 страницыTabla Equivalencias PDFley-ponОценок пока нет
- Colocación de Anillos de Pistón para Motor Cummins de 855 CI1Документ2 страницыColocación de Anillos de Pistón para Motor Cummins de 855 CI1ley-pon100% (1)
- Manual Tecnico Lubricantes Aceites Hidraulicos GrasasДокумент33 страницыManual Tecnico Lubricantes Aceites Hidraulicos GrasasRodrigo Andrade ScarpaОценок пока нет
- Lubri BR1Документ4 страницыLubri BR1ley-ponОценок пока нет
- ENGRANAJES CONICOS (Construc.)Документ11 страницENGRANAJES CONICOS (Construc.)Shawn MooreОценок пока нет
- AceitesДокумент7 страницAceitesley-ponОценок пока нет
- Colocación de Anillos de Pistón para Motor Cummins de 855 CI1Документ2 страницыColocación de Anillos de Pistón para Motor Cummins de 855 CI1ley-pon100% (1)
- Rectificado Cilindros Bruñido y LapeadoДокумент12 страницRectificado Cilindros Bruñido y LapeadoMiguel GalindoОценок пока нет
- Calculo de PiñonesДокумент42 страницыCalculo de Piñoneschicho6404100% (10)
- TX Mecanismos para Transmision de MovimientoДокумент19 страницTX Mecanismos para Transmision de Movimientodedos6404100% (11)
- Cálculo de Engranajes CilíndricosДокумент65 страницCálculo de Engranajes CilíndricosLeslie Colina - Yeye100% (1)
- Diseno Reductor VelocidadДокумент75 страницDiseno Reductor VelocidadHarold Mauricio Moreno Rueda100% (1)
- Revebase PDFДокумент2 страницыRevebase PDFley-ponОценок пока нет
- WWW - Uclm.es Profesorado Porrasysoriano Elementos Tema08Документ23 страницыWWW - Uclm.es Profesorado Porrasysoriano Elementos Tema08Luca De Barbieri BustamanteОценок пока нет
- Diseño Eje y ChavetaДокумент8 страницDiseño Eje y ChavetavictoryanezОценок пока нет
- Calculo ReductorДокумент59 страницCalculo Reductorferastur316094% (16)
- Apunte de Correas V 2014 PDFДокумент25 страницApunte de Correas V 2014 PDFley-ponОценок пока нет
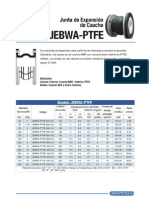
- Hoja de Datos Junta de Expansiasn de Caucho Cod Jebwa Ptfe 20130516122833Документ1 страницаHoja de Datos Junta de Expansiasn de Caucho Cod Jebwa Ptfe 20130516122833ley-ponОценок пока нет
- Revoque PDFДокумент12 страницRevoque PDFley-ponОценок пока нет
- Calculo ReductorДокумент59 страницCalculo Reductorferastur316094% (16)
- Correas planasДокумент13 страницCorreas planasJuanIgnacioGonzalez100% (1)
- 3-Anexo B Cálculos IIДокумент92 страницы3-Anexo B Cálculos IICarlos Legue GonzalezОценок пока нет
- 3-Anexo B Cálculos IIДокумент92 страницы3-Anexo B Cálculos IICarlos Legue GonzalezОценок пока нет
- Revestimiento cemento plástico colorado pisos RevecretДокумент2 страницыRevestimiento cemento plástico colorado pisos Revecretley-ponОценок пока нет
- Pastafrola rústica pasoДокумент8 страницPastafrola rústica pasoley-ponОценок пока нет
- Investigación SociocriticaДокумент9 страницInvestigación SociocriticaMargaritaArango100% (1)
- Metodologia Estadistica IДокумент42 страницыMetodologia Estadistica ILucila Figueroa GalloОценок пока нет
- CyT 3° - SESIÓN 14 DE MARZOДокумент11 страницCyT 3° - SESIÓN 14 DE MARZODo DoОценок пока нет
- Definición y Clasificación de Habilidades DirectivasДокумент4 страницыDefinición y Clasificación de Habilidades DirectivasJulian Fernado Rivas100% (1)
- ELASTICIDADДокумент5 страницELASTICIDADJhismer50% (2)
- TDR Local Comunal ChancadoraДокумент11 страницTDR Local Comunal ChancadoraJosmell Kerlin Fabian GuerraОценок пока нет
- Semana 01 - T-2021-IДокумент25 страницSemana 01 - T-2021-IJhony Gavidia SОценок пока нет
- Morán - Sociedad y Politica Una Relacion MultidimensionalДокумент15 страницMorán - Sociedad y Politica Una Relacion MultidimensionalBardamuОценок пока нет
- Temario EBR Nivel Secundaria Educacion Física PDFДокумент2 страницыTemario EBR Nivel Secundaria Educacion Física PDFSantiago Apaza HОценок пока нет
- Clasificación de SuelosДокумент7 страницClasificación de SuelosMario GonzálezОценок пока нет
- La TemperaturaДокумент3 страницыLa TemperaturamaryОценок пока нет
- 3-Conceptos de LogicaДокумент3 страницы3-Conceptos de LogicaLeidy HernandezОценок пока нет
- SI010 PS Gestión Documental OnbaseДокумент43 страницыSI010 PS Gestión Documental OnbasedanepОценок пока нет
- Elementos Esenciales Del Texto Son La Coherencia y La CohesiónДокумент3 страницыElementos Esenciales Del Texto Son La Coherencia y La CohesiónAle FlopyОценок пока нет
- Qué Es La CulturaДокумент17 страницQué Es La CulturaMarfer VenegasОценок пока нет
- Ficha de Catedra Corrientes PsicológicasДокумент11 страницFicha de Catedra Corrientes PsicológicasPaola MuñozОценок пока нет
- Martinez Micaela Mini Caso AgreloДокумент2 страницыMartinez Micaela Mini Caso AgreloclaudioОценок пока нет
- Check List Auditoria AmbientalДокумент24 страницыCheck List Auditoria AmbientalAngie Torres100% (1)
- TareaДокумент2 страницыTareaRosa VerasОценок пока нет
- Salud Mental Power PointДокумент20 страницSalud Mental Power Pointjabyadrianyie100% (2)
- Arqueomagnetismo: datación de restos arqueológicos mediante el estudio del campo magnético terrestreДокумент4 страницыArqueomagnetismo: datación de restos arqueológicos mediante el estudio del campo magnético terrestreCamila AndreaОценок пока нет
- Niños sanos aprenden mejorДокумент16 страницNiños sanos aprenden mejorIep Mariscal Ramón CastillaОценок пока нет
- Expediente Tecnico 1 CuyesДокумент13 страницExpediente Tecnico 1 CuyesedgarОценок пока нет
- Plan de Clase Escribiendo Nuestra CartaДокумент4 страницыPlan de Clase Escribiendo Nuestra Cartaapi-27676509367% (3)
- Temario Teorías Del Aprendizaje y La InstrucciónДокумент9 страницTemario Teorías Del Aprendizaje y La Instrucciónjoserra33Оценок пока нет
- El Existencialismo y Su Aplicación Al Trabajo SocialДокумент2 страницыEl Existencialismo y Su Aplicación Al Trabajo SocialAntonio Romero50% (2)
- Exámenes supletorio y remedial 2021Документ2 страницыExámenes supletorio y remedial 2021Fernando SilvaОценок пока нет
- Clases de ArtículosДокумент2 страницыClases de ArtículosIvan Dario Araque NiñoОценок пока нет
- Bilingüismo Individual - Diccionario de Términos Clave de ELEДокумент2 страницыBilingüismo Individual - Diccionario de Términos Clave de ELErobertovaleroОценок пока нет
- Actas Del Congreso Literatura e HistoriaДокумент276 страницActas Del Congreso Literatura e HistoriaEmilianoCansecoPreciado100% (1)