Вам также может понравиться
- Impact Hammer PDFДокумент4 страницыImpact Hammer PDFTheerayootОценок пока нет
- Developing an ISO Standard for Gearbox Vibration MonitoringДокумент27 страницDeveloping an ISO Standard for Gearbox Vibration MonitoringKaradiasОценок пока нет
- Camaras Flir 2018 - 1020Документ128 страницCamaras Flir 2018 - 1020Victor Polanco GonzalezОценок пока нет
- Flir T1K: HD Thermal Imaging CameraДокумент2 страницыFlir T1K: HD Thermal Imaging CameraFloreaОценок пока нет
- 2130 WP Peakvue PDFДокумент19 страниц2130 WP Peakvue PDFedwinsazzz100% (1)
- High Frequency Vibration AnalysisДокумент22 страницыHigh Frequency Vibration AnalysisMohamed BelallОценок пока нет
- Vibrasyon Electrical ProblemsДокумент4 страницыVibrasyon Electrical ProblemsbbulutmmОценок пока нет
- GET-20061 869 Broken Rotor Bar Application NoteДокумент9 страницGET-20061 869 Broken Rotor Bar Application NoteMeghavahinaОценок пока нет
- 2130 WP Highfrequency PDFДокумент22 страницы2130 WP Highfrequency PDFedwinsazzz100% (1)
- Analysis of Fan Excessive Vibration Using Operating Deflection Shape AnalysisДокумент11 страницAnalysis of Fan Excessive Vibration Using Operating Deflection Shape Analysisbudi_kamilОценок пока нет
- WPL 26 Shock MonitoringДокумент16 страницWPL 26 Shock MonitoringAhmed El-ShafeiОценок пока нет
- Cut Through Complexity with High Frequency Vibration AnalysisДокумент20 страницCut Through Complexity with High Frequency Vibration AnalysisM.TayyabОценок пока нет
- Forced Vibration AnalysisДокумент3 страницыForced Vibration AnalysisJournalNX - a Multidisciplinary Peer Reviewed JournalОценок пока нет
- ED139 VA Vibration Analysis Certification Guide v5Документ18 страницED139 VA Vibration Analysis Certification Guide v5pheno vibraОценок пока нет
- Effective Use of Statistical Models To Establish and Update Vibration AlarmДокумент11 страницEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanОценок пока нет
- Effect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)Документ3 страницыEffect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)JAY PARIKHОценок пока нет
- 12 Things To Consider Before Buying An Infrared Camera: A Guide For Investing in InfraredДокумент19 страниц12 Things To Consider Before Buying An Infrared Camera: A Guide For Investing in InfraredUchuk PabbolaОценок пока нет
- UltrasonicsДокумент26 страницUltrasonicsRebecca RileyОценок пока нет
- Compressor Rub Verified by Rotating Phase Symtoms PDFДокумент6 страницCompressor Rub Verified by Rotating Phase Symtoms PDFLong NguyenОценок пока нет
- Practical Vibration Analysis GuideДокумент57 страницPractical Vibration Analysis GuideCarlos Alberto Angarita MaldonadoОценок пока нет
- Identification of Bearing Defects by Spectral AnalysisДокумент6 страницIdentification of Bearing Defects by Spectral AnalysisShashankSharmaОценок пока нет
- Back to basics with time waveform analysisДокумент24 страницыBack to basics with time waveform analysisLe Thanh HaiОценок пока нет
- Orbit, Time Base, and Shaft Centerline Plots for Machinery Fault Detection (39Документ5 страницOrbit, Time Base, and Shaft Centerline Plots for Machinery Fault Detection (39imranОценок пока нет
- Two Channel Plot Setup: 8-16 Advanced Analyze FunctionsДокумент13 страницTwo Channel Plot Setup: 8-16 Advanced Analyze FunctionsrfhunterОценок пока нет
- Full SpectraДокумент19 страницFull SpectraBharath Chandra ReddyОценок пока нет
- Vibration Monitoring: Envelope Signal ProcessingДокумент14 страницVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- Vibration SeverityДокумент11 страницVibration SeverityDr. R. SharmaОценок пока нет
- Solving Motor Vibration Problems On Vertical Pumps ResonanceДокумент5 страницSolving Motor Vibration Problems On Vertical Pumps Resonancejameel babooramОценок пока нет
- Poster Fallas de RodamientosДокумент1 страницаPoster Fallas de RodamientosRepositorio MantenimientoОценок пока нет
- BN Vbonline Pro Configuration GuideДокумент15 страницBN Vbonline Pro Configuration Guidebiotech666Оценок пока нет
- AMS Measuring TypesДокумент14 страницAMS Measuring TypesVILLANUEVA_DANIEL2064Оценок пока нет
- Vibration Analyst Category IV Equations: Forces Mass UnbalanceДокумент8 страницVibration Analyst Category IV Equations: Forces Mass UnbalanceEswin Paico de la CruzОценок пока нет
- Vibration Measurement and Analysis FundamentalsДокумент28 страницVibration Measurement and Analysis FundamentalsGilbertoAndresDuarteОценок пока нет
- System 1 Users GuideДокумент314 страницSystem 1 Users GuideRavi RamdeoОценок пока нет
- Rev.0 CSI 2600 PDFДокумент170 страницRev.0 CSI 2600 PDFAnonymous srwHCpAОценок пока нет
- Choosing The Right Accelerometer White Paper PDFДокумент6 страницChoosing The Right Accelerometer White Paper PDFRahulОценок пока нет
- Learning On VibrationДокумент42 страницыLearning On VibrationAnkit Shakyawar100% (1)
- Dynamic Vibration AbsorberДокумент67 страницDynamic Vibration AbsorberNajeeb ShakirОценок пока нет
- TN 13 Omnitrend ShortcutsДокумент2 страницыTN 13 Omnitrend ShortcutsBrtonОценок пока нет
- Balanceo Rodamiento VidaДокумент6 страницBalanceo Rodamiento VidaManel MontesinosОценок пока нет
- Alarm Types – Narrow Bands and Overall AlarmДокумент6 страницAlarm Types – Narrow Bands and Overall AlarmChetan PrajapatiОценок пока нет
- WB - Bearings - Poster - FINAL - US SizeДокумент1 страницаWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaОценок пока нет
- Sideband Energy Ratio Gea19501aДокумент1 страницаSideband Energy Ratio Gea19501azeroseyaОценок пока нет
- Introduction To Vibration: R.Narasimha Swamy Senior ConsultantДокумент43 страницыIntroduction To Vibration: R.Narasimha Swamy Senior Consultanthemanth45Оценок пока нет
- SPM Bearing Checker InstructionДокумент42 страницыSPM Bearing Checker Instructionmilos dzinoОценок пока нет
- Detecting Rolling Element Bearing Faults With Vibration AnalysisДокумент20 страницDetecting Rolling Element Bearing Faults With Vibration AnalysiscatraioОценок пока нет
- Report On Prognosis of Faulty GearДокумент20 страницReport On Prognosis of Faulty GearShashi Bhushan GunjanОценок пока нет
- NK 1000 0285Документ16 страницNK 1000 0285Lincoln Luiz Corrêa100% (1)
- Order Analysis ToolkitДокумент16 страницOrder Analysis ToolkitManuel Enrique Salas FernándezОценок пока нет
- Signal Processing Dan Analisis Vibrasi: Januari 2021Документ19 страницSignal Processing Dan Analisis Vibrasi: Januari 2021Fifth AnalistОценок пока нет
- Orbit V32N3 2012 Q3Документ68 страницOrbit V32N3 2012 Q3huliplayОценок пока нет
- Csi 2130 WP Triaxal AccelerometerДокумент13 страницCsi 2130 WP Triaxal AccelerometerOrlando MarucaОценок пока нет
- Vibration Case StudiesДокумент79 страницVibration Case StudiesDefinal Chaniago100% (2)
- FFT Windowing TutorialДокумент10 страницFFT Windowing TutorialPradeep LoboОценок пока нет
- STI Field Application Note: Acceleration EnvelopingДокумент2 страницыSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810Оценок пока нет
- Methods For Diagnostics of Bearings in Non-Stationary EnvironmentsДокумент6 страницMethods For Diagnostics of Bearings in Non-Stationary EnvironmentsLakshithaОценок пока нет
- Life Cycle Vibration Analysis Based On EMD of Rolling Element Bearing Under ALT by Constant StressДокумент6 страницLife Cycle Vibration Analysis Based On EMD of Rolling Element Bearing Under ALT by Constant StressSindhu KamathОценок пока нет
- Decomposition of Gear Motion Signals and Its Application to (2)Документ7 страницDecomposition of Gear Motion Signals and Its Application to (2)Lucas Caldas RebouçasОценок пока нет
- Frequencydomainaveragingbasedexperimentalevaluationof Gear Fault Without Tachometer For Fluctuating Speed ConditionsДокумент18 страницFrequencydomainaveragingbasedexperimentalevaluationof Gear Fault Without Tachometer For Fluctuating Speed ConditionsPradeep KunduОценок пока нет
- HP-DSA Aplication Note 243-1Документ42 страницыHP-DSA Aplication Note 243-1Andres Felipe Loaiza PatiñoОценок пока нет
- Ihw 1Документ4 страницыIhw 1smagulovaОценок пока нет
- Install Windows XP in 5 Minutes with Acronis Backup and RestoreДокумент2 страницыInstall Windows XP in 5 Minutes with Acronis Backup and RestoreMithun SahaОценок пока нет
- Datasheet SBRY577950 enДокумент2 страницыDatasheet SBRY577950 enKiss JózsefОценок пока нет
- The Solution... Complete Solutions: Fine-Pitch/Bga Micro Stencil, Process Cooling Fan, Fine-Pitch/Bga PlacerДокумент4 страницыThe Solution... Complete Solutions: Fine-Pitch/Bga Micro Stencil, Process Cooling Fan, Fine-Pitch/Bga PlacerbehzadОценок пока нет
- Er - Jalil A. Sheikh Certificate.Документ1 страницаEr - Jalil A. Sheikh Certificate.NikhilОценок пока нет
- On-Board Imager PortaVision Advanced ImagingДокумент118 страницOn-Board Imager PortaVision Advanced ImagingsamuelfsjОценок пока нет
- Urban Traffic Problems in India's Growing CitiesДокумент25 страницUrban Traffic Problems in India's Growing CitiesSunakshi MathurОценок пока нет
- ERCO351 4-327608 2.0 03 - 05 - UkДокумент20 страницERCO351 4-327608 2.0 03 - 05 - UkRhomel TagalagОценок пока нет
- Millermatic 350PДокумент4 страницыMillermatic 350PWiliam FerruchoОценок пока нет
- RecoverPoint Storage Replication Adapter 2.X RNsДокумент10 страницRecoverPoint Storage Replication Adapter 2.X RNsdaddyfutureОценок пока нет
- Previews HI 11-6-2012 PreДокумент7 страницPreviews HI 11-6-2012 PreHongwei Guan100% (1)
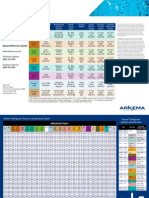
- Retrofitting With Forane Quickrefguide FinalДокумент2 страницыRetrofitting With Forane Quickrefguide FinalCoolSolutions ElSalvadorОценок пока нет
- ECUST PROII Advanced Training PDFДокумент118 страницECUST PROII Advanced Training PDFframon.chem35Оценок пока нет
- Catalogo Transair Aluminio 8pg 168mm 2015 Ing JDSДокумент8 страницCatalogo Transair Aluminio 8pg 168mm 2015 Ing JDSNahbi Emilio PerezОценок пока нет
- Mix Design OptimizationДокумент36 страницMix Design OptimizationRafiq MirОценок пока нет
- SOP WI Instrument CalibrationДокумент1 страницаSOP WI Instrument CalibrationJarrodОценок пока нет
- 1!!! Microalgae and Wastewater Treatment PDFДокумент19 страниц1!!! Microalgae and Wastewater Treatment PDFAhmadОценок пока нет
- 10-Baa21290db SPLДокумент8 страниц10-Baa21290db SPLwilson silveiraОценок пока нет
- Cyrustek ES51966 (Appa 505)Документ25 страницCyrustek ES51966 (Appa 505)budi0251Оценок пока нет
- SD8B 4 Part2Документ109 страницSD8B 4 Part2Sathish KumarОценок пока нет
- Manganese BeneficiationДокумент43 страницыManganese BeneficiationMukesh Ranjan Behera0% (1)
- TM 55-1510-215-10 PDFДокумент367 страницTM 55-1510-215-10 PDFdddoty100% (1)
- Shear StrengthДокумент147 страницShear StrengthZemen JMОценок пока нет
- 1802 04173 PDFДокумент87 страниц1802 04173 PDFÇhura CristianОценок пока нет
- MNNIT Job Notification FormДокумент3 страницыMNNIT Job Notification FormShashank PandeyОценок пока нет
- Surveying Work Method StatementДокумент5 страницSurveying Work Method StatementKelvin TanОценок пока нет
- C 20 - 00 (2015) PDFДокумент3 страницыC 20 - 00 (2015) PDFRobbi Shobri RakhmanОценок пока нет
- Calculating Airflow RequirementsДокумент2 страницыCalculating Airflow RequirementsDinkar Prasad ThakurОценок пока нет
- Panasonic Lumix TZ20 / ZS10 Operating Instructions (English)Документ76 страницPanasonic Lumix TZ20 / ZS10 Operating Instructions (English)goldfires50% (2)
- Problem-Set HumidificationДокумент1 страницаProblem-Set Humidificationari_blackroseОценок пока нет