Вам также может понравиться
- 1.nickel Laterite ProcessingДокумент37 страниц1.nickel Laterite Processingyasminelewis100% (4)
- The Chemistry of Iron, Cobalt and Nickel: Comprehensive Inorganic ChemistryОт EverandThe Chemistry of Iron, Cobalt and Nickel: Comprehensive Inorganic ChemistryОценок пока нет
- SGS MIN 2001 04 Cyanide Management by SART en 11 09Документ7 страницSGS MIN 2001 04 Cyanide Management by SART en 11 09Jon CastilloОценок пока нет
- MetalurgiaДокумент13 страницMetalurgiaAnonymous OnoowoОценок пока нет
- K2SO4Документ14 страницK2SO4Dũng LêОценок пока нет
- Cytec Solutions 14 FinalДокумент24 страницыCytec Solutions 14 FinalAnonymous KDM8wArgОценок пока нет
- Acidity, Alkalinity, and HardnessДокумент30 страницAcidity, Alkalinity, and HardnessCharan DeepОценок пока нет
- Mining HydrometallurgyДокумент12 страницMining HydrometallurgyViet Tu NguyenОценок пока нет
- Nickel Cobalt Laterite Process TrainingДокумент30 страницNickel Cobalt Laterite Process TrainingArmank Man100% (1)
- Treatment of Copper-Rich Gold Ore Using Cyanide & AmmoniaДокумент11 страницTreatment of Copper-Rich Gold Ore Using Cyanide & AmmoniaGeorgi SavovОценок пока нет
- Mine Closure and CompletionДокумент73 страницыMine Closure and CompletionGustavo Steffen100% (1)
- Hpal Failures and Successs Nickel-CobaltДокумент48 страницHpal Failures and Successs Nickel-CobaltabrahanОценок пока нет
- 01 1500 David DreisingerДокумент74 страницы01 1500 David DreisingerJaime MercadoОценок пока нет
- Cobalt-Nickel Separation in Hydrometallurgy: A ReviewДокумент11 страницCobalt-Nickel Separation in Hydrometallurgy: A ReviewsdrtfgОценок пока нет
- Potential Problems in Copper Dump LeachingДокумент10 страницPotential Problems in Copper Dump LeachingLuis Lemus MondacaОценок пока нет
- Industry - Metal and MiningДокумент4 страницыIndustry - Metal and MiningYorman ZambranoОценок пока нет
- BFW Chemistry ControlДокумент61 страницаBFW Chemistry ControlSteve WanОценок пока нет
- Nickel ProcessesДокумент30 страницNickel ProcessesIlham Ridwan100% (2)
- NickelДокумент7 страницNickelJunel AlapaОценок пока нет
- DWSIM Chemical Process Simulator User GuideДокумент199 страницDWSIM Chemical Process Simulator User GuideGeorgi SavovОценок пока нет
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesОт EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesРейтинг: 5 из 5 звезд5/5 (1)
- Acid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsДокумент4 страницыAcid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsSerchecko JaureguiОценок пока нет
- Boleo Presentation To Penoles 08021Документ62 страницыBoleo Presentation To Penoles 08021JeromeОценок пока нет
- Fuls and Petersen - 2013 - Skorpionzinc For SAIMM JДокумент24 страницыFuls and Petersen - 2013 - Skorpionzinc For SAIMM JMac'Ann Ditshego MashaoОценок пока нет
- Mines Ini ZimДокумент26 страницMines Ini ZimArmstrongMasengaОценок пока нет
- Pengolahan NikellДокумент31 страницаPengolahan NikellBahta WijayaОценок пока нет
- Cawse Nickel StartupДокумент7 страницCawse Nickel StartupMurehwa BrewingОценок пока нет
- Bioleaching vs Pressure Hydrometallurgy for ChalcopyriteДокумент33 страницыBioleaching vs Pressure Hydrometallurgy for ChalcopyriteAldo PabloОценок пока нет
- Chemical Engineering - July 2011 15Документ1 страницаChemical Engineering - July 2011 15Chem.EnggОценок пока нет
- Artigo 2Документ6 страницArtigo 2isadoramv25Оценок пока нет
- Alta 2017 Uree EkatoДокумент12 страницAlta 2017 Uree EkatoMildoggОценок пока нет
- ALTA MetBytes New Players in Copper Concentrates HydrometДокумент3 страницыALTA MetBytes New Players in Copper Concentrates HydrometJerome KyabuОценок пока нет
- Metals 09 00974 PDFДокумент16 страницMetals 09 00974 PDFbala gamerОценок пока нет
- Cdna12007enc 001Документ102 страницыCdna12007enc 001Ruth FrancoОценок пока нет
- Recent Trends in Extractive MetallurgyДокумент14 страницRecent Trends in Extractive MetallurgyHerlina Pebriani 5100% (1)
- Wood, Matusewicz, Reuter - 2009 - Ausmelt C3 Converting - International Peirce - Smith Converting CentennialДокумент11 страницWood, Matusewicz, Reuter - 2009 - Ausmelt C3 Converting - International Peirce - Smith Converting CentennialÁlvaro JaraОценок пока нет
- Study On Selective Reduction and Magnetic Separation of Low-Grade Nickel Laterite Ore To Produce High Nickel ConcentrateДокумент8 страницStudy On Selective Reduction and Magnetic Separation of Low-Grade Nickel Laterite Ore To Produce High Nickel ConcentrateEduardo CandelaОценок пока нет
- 283-294_CraneДокумент12 страниц283-294_CraneYvano SeyleyОценок пока нет
- Technical & Cost Comparison of Laterite Treatment Processes Part 2Документ19 страницTechnical & Cost Comparison of Laterite Treatment Processes Part 2klshfyusbdfkОценок пока нет
- J Jclepro 2018 04 083Документ33 страницыJ Jclepro 2018 04 083wahabОценок пока нет
- EAF Stainless Steel Dust ProcessingДокумент13 страницEAF Stainless Steel Dust Processingmd 80Оценок пока нет
- The Unique Lead Battery Reclamation Process Perfectly Sounding for the EnvironmentДокумент6 страницThe Unique Lead Battery Reclamation Process Perfectly Sounding for the EnvironmentCinthia del RíoОценок пока нет
- Production of Precipitated Calcium Carbonate From Steel Converter Slag and Other Calcium-Containing Industrial Wastes and ResiduesДокумент38 страницProduction of Precipitated Calcium Carbonate From Steel Converter Slag and Other Calcium-Containing Industrial Wastes and ResiduesBenedick Jayson MartiОценок пока нет
- 0229 RedlДокумент8 страниц0229 Redlasad.ittibaОценок пока нет
- Leaching Spent Batteries Powder Sodium Carbonate CO2Документ6 страницLeaching Spent Batteries Powder Sodium Carbonate CO2Boulos NassarОценок пока нет
- Sart EderДокумент13 страницSart EderRAUL EDER MAMANI MACHACAОценок пока нет
- Recent Developments in Copper Hydrometallurgy: John O. Marsden Senior Vice President, Technology & Product DevelopmentДокумент43 страницыRecent Developments in Copper Hydrometallurgy: John O. Marsden Senior Vice President, Technology & Product DevelopmentJuan Carlos Gonzalez LОценок пока нет
- PROCESS DEVELOPMENT STUDIES FOR LOW-GRADE URANIUM DEPOSITДокумент37 страницPROCESS DEVELOPMENT STUDIES FOR LOW-GRADE URANIUM DEPOSITSutanwi LahiriОценок пока нет
- Xiaoping Wang, Tichang Sun, Chao Chen and Tianyang Hu: Current Studies of Treating Processes For Nickel Laterite OresДокумент14 страницXiaoping Wang, Tichang Sun, Chao Chen and Tianyang Hu: Current Studies of Treating Processes For Nickel Laterite OresDannaIsabellaReyОценок пока нет
- Pressure Hydro Update - StampedДокумент19 страницPressure Hydro Update - StampedCarlos German Mamani PizarroОценок пока нет
- 4163e14b-9d79-11eb-aa66-a65b42e68e53Документ11 страниц4163e14b-9d79-11eb-aa66-a65b42e68e53hoaisonltОценок пока нет
- Copper Smelting and Converting: Past and Present Chilean DevelopmentsДокумент11 страницCopper Smelting and Converting: Past and Present Chilean DevelopmentsMARCELO HINOJOSA HERNANDEZОценок пока нет
- Cobalt Nickel and Copper Recovery With Resin-In-pulpДокумент20 страницCobalt Nickel and Copper Recovery With Resin-In-pulpNancy Quispe100% (1)
- Japan - Recycling PaperДокумент26 страницJapan - Recycling Paperchristel nuñezОценок пока нет
- Broker Note, European Nickel, 13/07/2006 (Numis)Документ2 страницыBroker Note, European Nickel, 13/07/2006 (Numis)fluffy17Оценок пока нет
- H SO Catalysis: Perspective & Opportunities For Reducing SO EmissionsДокумент16 страницH SO Catalysis: Perspective & Opportunities For Reducing SO EmissionsclaralisieОценок пока нет
- Uranium Recovery From Acid Leach LiquorsДокумент17 страницUranium Recovery From Acid Leach Liquorsignacio.toriggiaОценок пока нет
- A Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsДокумент24 страницыA Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsNancy QuispeОценок пока нет
- CyanidationДокумент15 страницCyanidationLevent ErgunОценок пока нет
- Caf Avoid FailureДокумент22 страницыCaf Avoid FailureZetocha MilanОценок пока нет
- MQ 55025Документ147 страницMQ 55025jorgecastilloОценок пока нет
- Application of Anthracite Dust in The Processing of Steel DustsДокумент3 страницыApplication of Anthracite Dust in The Processing of Steel DustsXingwen LiuОценок пока нет
- SSRN Id4197982Документ27 страницSSRN Id4197982Eugênia PheganОценок пока нет
- Quo VadisДокумент2 страницыQuo VadisPaoloMMОценок пока нет
- The SuCy Process SulfatosДокумент18 страницThe SuCy Process SulfatoslauramanjarresОценок пока нет
- The Determination of Impurities in Nuclear Grade Sodium MetalОт EverandThe Determination of Impurities in Nuclear Grade Sodium MetalОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Coek - Info - Equilibrium Studies of The Extraction of DivalentДокумент6 страницCoek - Info - Equilibrium Studies of The Extraction of DivalentGeorgi SavovОценок пока нет
- Coek - Info - Recovery of Rare Earths From Nitric Acid Leach SolДокумент7 страницCoek - Info - Recovery of Rare Earths From Nitric Acid Leach SolGeorgi SavovОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Coek - Info - Nitric Acid Media Using Acorga m5640 Extractant PDFДокумент5 страницCoek - Info - Nitric Acid Media Using Acorga m5640 Extractant PDFGeorgi SavovОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Improving Productivity and Energy Effici PDFДокумент7 страницImproving Productivity and Energy Effici PDFGeorgi SavovОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Piping & Instrumentation Diagrams (P&IDs) StandardДокумент111 страницPiping & Instrumentation Diagrams (P&IDs) StandardKalidass BackОценок пока нет
- Coek - Info - Acorga Znx50a New Selective Reagent For The SolvenДокумент16 страницCoek - Info - Acorga Znx50a New Selective Reagent For The SolvenGeorgi SavovОценок пока нет
- Separation and Puri Fication Technology: SciencedirectДокумент8 страницSeparation and Puri Fication Technology: SciencedirectGeorgi SavovОценок пока нет
- Improving Productivity and Energy Effici PDFДокумент7 страницImproving Productivity and Energy Effici PDFGeorgi SavovОценок пока нет
- Tuncuk Et Al., 2012 PDFДокумент10 страницTuncuk Et Al., 2012 PDFlaguna028Оценок пока нет
- Closure: What Is The Real Cost?: Jeff Parshley, John Chapman, Danielle KyanДокумент32 страницыClosure: What Is The Real Cost?: Jeff Parshley, John Chapman, Danielle KyanGeorgi SavovОценок пока нет
- Hydrometallurgical Process For Copper Recovery FroДокумент5 страницHydrometallurgical Process For Copper Recovery FroGeorgi SavovОценок пока нет
- TR-319 Designing GCL S For Pond AppДокумент6 страницTR-319 Designing GCL S For Pond AppGeorgi SavovОценок пока нет
- 32 Panayotova - Panayotov 15Документ7 страниц32 Panayotova - Panayotov 15Georgi SavovОценок пока нет
- HE Eochemical EWS: Living With CyanideДокумент12 страницHE Eochemical EWS: Living With CyanideGeorgi SavovОценок пока нет
- An Agglomerate Scale Model For The Heap Bioleaching of ChalcosineДокумент10 страницAn Agglomerate Scale Model For The Heap Bioleaching of ChalcosineGeorgi SavovОценок пока нет
- 9b Vietnam SMRCДокумент6 страниц9b Vietnam SMRCGeorgi SavovОценок пока нет
- Industrial Application of Ammonia AssistДокумент14 страницIndustrial Application of Ammonia AssistGeorgi SavovОценок пока нет
- Co-Ni Separation in Hydrometallurgy-A ReviewДокумент18 страницCo-Ni Separation in Hydrometallurgy-A ReviewGeorgi SavovОценок пока нет
- Ceramic Tiles and Vitrified TilesДокумент15 страницCeramic Tiles and Vitrified TilesSamyukthaОценок пока нет
- Hempel Topaz SG Enamel 524ME MsdsДокумент10 страницHempel Topaz SG Enamel 524ME MsdsM.FAIZAN ARSHADОценок пока нет
- B Bogdanov 2Документ6 страницB Bogdanov 2tonmoyahmed06Оценок пока нет
- Steinmueller Engineering Produktbroschuere Steam GenerationДокумент7 страницSteinmueller Engineering Produktbroschuere Steam GenerationTC Capulcu Mustafa MОценок пока нет
- 2 Staad DemoДокумент16 страниц2 Staad DemoDaylight ConsultantsОценок пока нет
- Separation and Concentration Technologies in Food ProcessingДокумент84 страницыSeparation and Concentration Technologies in Food Processingjoenni hansОценок пока нет
- Catalagram 92 - 2003Документ32 страницыCatalagram 92 - 2003saleh4060Оценок пока нет
- PT Chapter 1Документ13 страницPT Chapter 1shubhamОценок пока нет
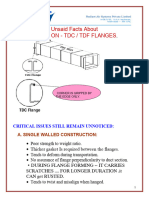
- Unsung Science of TDF FlangeДокумент3 страницыUnsung Science of TDF FlangeSandeep GalhotraОценок пока нет
- Anton FilikovДокумент7 страницAnton FilikovKatrina ReyesОценок пока нет
- Ecosurf SA-4Документ1 страницаEcosurf SA-4Agenk VambudyОценок пока нет
- OME754 INDUSTRIALSAFETY-Unit II NotesДокумент106 страницOME754 INDUSTRIALSAFETY-Unit II Notesraghul balaОценок пока нет
- 2 - ArrowPushingДокумент14 страниц2 - ArrowPushingYoung GothОценок пока нет
- Computational Chemistry Analysis of Hydrodesulfurization Reactions Catalyzed by Molybdenum Disulfide NanoparticlesДокумент37 страницComputational Chemistry Analysis of Hydrodesulfurization Reactions Catalyzed by Molybdenum Disulfide Nanoparticleshameed66Оценок пока нет
- ReynaДокумент8 страницReynaLuke BelmarОценок пока нет
- Leica TCS SP8 HyD-Flyer - ENДокумент2 страницыLeica TCS SP8 HyD-Flyer - ENhisto.haritОценок пока нет
- Magnetic Hysteresis in Ferromagnetic Materials: Sajag - Kumar@niser - Ac.inДокумент4 страницыMagnetic Hysteresis in Ferromagnetic Materials: Sajag - Kumar@niser - Ac.inSajag KumarОценок пока нет
- Sensorless Control of Electrical DrivesДокумент53 страницыSensorless Control of Electrical DrivesSamuel M.Оценок пока нет
- Astronomy Assessment and TPS Questions: Making Sense of The Universe and ExpansionДокумент4 страницыAstronomy Assessment and TPS Questions: Making Sense of The Universe and ExpansionmanaОценок пока нет
- Structural System and Codes of Tall BuildingsДокумент29 страницStructural System and Codes of Tall BuildingsRatul HasanОценок пока нет
- Industrial and Genset Cooling System Issue 11Документ49 страницIndustrial and Genset Cooling System Issue 11khoirulfeb.rizmarosОценок пока нет
- Chapter#04 CeramicsДокумент19 страницChapter#04 CeramicsAfif Ajjan 210012101Оценок пока нет
- Geog 213Документ365 страницGeog 213Fatima TwumasiОценок пока нет
- Physics Investigatory Project Class 12Документ20 страницPhysics Investigatory Project Class 12vishuОценок пока нет
- HL Paper 2: Full Electron Configuration of The Ruthenium (II) IonДокумент20 страницHL Paper 2: Full Electron Configuration of The Ruthenium (II) IonfuduОценок пока нет
- Exercise 10 - Amines, Amino Acids and ProteinsДокумент2 страницыExercise 10 - Amines, Amino Acids and Proteinskatealyssa_2028100% (1)
- Tabelul Periodic - Google SearchДокумент1 страницаTabelul Periodic - Google SearchMariaОценок пока нет
- Combustion Engine Vs Gas Turbine - Part Load Efficiency and FlexibilityДокумент4 страницыCombustion Engine Vs Gas Turbine - Part Load Efficiency and Flexibilityseif elsaieОценок пока нет
- Castrol Deformation RangtrainingДокумент32 страницыCastrol Deformation RangtrainingcotteОценок пока нет