Вам также может понравиться
- ASTM D 3350-02 TraducidaДокумент12 страницASTM D 3350-02 Traducidaarturozapana2015100% (1)
- AASHTO M 294-11 ESP Tuberia Corrugada PE 300 A 1500 MM Diametro PDFДокумент17 страницAASHTO M 294-11 ESP Tuberia Corrugada PE 300 A 1500 MM Diametro PDFDanilo Rojas MartinezОценок пока нет
- Presentacion Tuberia HdpeДокумент45 страницPresentacion Tuberia HdpeRaul Cabanillas100% (2)
- ASTM D 2321.en - EsДокумент11 страницASTM D 2321.en - EsMartín Fernández100% (2)
- Norma Técnica Ntp-Iso 4427-1:2008/MT 1Документ10 страницNorma Técnica Ntp-Iso 4427-1:2008/MT 1SnowstormОценок пока нет
- Sistema Presion Ntp-Iso 1452Документ2 страницыSistema Presion Ntp-Iso 1452henryvl78100% (7)
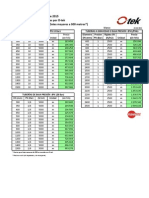
- Lista de Precios Tuberías GRP O-Tek 2015Документ2 страницыLista de Precios Tuberías GRP O-Tek 2015Paola Andrea Mejia Rodriguez100% (1)
- Paso Elevado en El Cruce Del RioДокумент2 страницыPaso Elevado en El Cruce Del Riomary50% (2)
- Memoria de CálculoДокумент10 страницMemoria de CálculoCharles Leman Chacón QuintoОценок пока нет
- Reglamento de Elaboración de Proyectos de Agua Potable y Alcantarillado para Habilitaciones Urbanas de Lima Metropolitana y CallaoДокумент42 страницыReglamento de Elaboración de Proyectos de Agua Potable y Alcantarillado para Habilitaciones Urbanas de Lima Metropolitana y Callaoomar45Оценок пока нет
- 02.01. Pvc-O Vs Pvc-U - PerúДокумент8 страниц02.01. Pvc-O Vs Pvc-U - PerúBeatrice CarrollОценок пока нет
- Las Donas Cuadradas de WalterДокумент5 страницLas Donas Cuadradas de WalterJenny Besiche100% (1)
- Hdpe VS PVCДокумент28 страницHdpe VS PVCTarapotillo89100% (2)
- Brochure - Pasamuros de CauchoДокумент6 страницBrochure - Pasamuros de CauchoOscarОценок пока нет
- Criterios de Diseño de Aforadores PDFДокумент17 страницCriterios de Diseño de Aforadores PDFjayrsa-1Оценок пока нет
- Diseño Hidraulico Camara Rompe Presion T-6 (Puca Puca)Документ3 страницыDiseño Hidraulico Camara Rompe Presion T-6 (Puca Puca)Walter Chavez Evaristo80% (5)
- Diseño de Pozos y Zanjas de InfiltracionДокумент2 страницыDiseño de Pozos y Zanjas de InfiltracionSp EliusОценок пока нет
- Canal PartidorДокумент97 страницCanal PartidorFernandoОценок пока нет
- Diseño de Estructuras de Pequeños CanalesДокумент27 страницDiseño de Estructuras de Pequeños CanalesCarlos Minano0% (1)
- Valvula de Hierro Ductil Fabricada Según NTP Iso 7259Документ2 страницыValvula de Hierro Ductil Fabricada Según NTP Iso 7259Joel AranaОценок пока нет
- NTP Iso TR 4191 - 2016Документ157 страницNTP Iso TR 4191 - 2016Alex Levano VelasquezОценок пока нет
- Vdocuments - MX - Pruebas Hidraulicas de Buzones PDFДокумент97 страницVdocuments - MX - Pruebas Hidraulicas de Buzones PDFRuben WilliamОценок пока нет
- 03 Metodologia Pruebas HidraulciasДокумент7 страниц03 Metodologia Pruebas Hidraulciashidrogeolo_29Оценок пока нет
- Tuberias PAVCO HDPE PDFДокумент2 страницыTuberias PAVCO HDPE PDFRicardo RojasОценок пока нет
- Memoria de Calculo HidraulicoДокумент35 страницMemoria de Calculo HidraulicoJoel Medina GuttiОценок пока нет
- Camara Disipadora de Energía Linea de Conduccion AndarayДокумент30 страницCamara Disipadora de Energía Linea de Conduccion AndarayJohann Arce100% (1)
- Pruebas A La Red de DesagueДокумент14 страницPruebas A La Red de DesagueElissa Muños100% (1)
- NTP 399.002Документ26 страницNTP 399.002Beatrice Carroll67% (3)
- Valvula Compuerta BridaДокумент1 страницаValvula Compuerta BridaJuan CarlosHuaman HuamanОценок пока нет
- Prueba de Tuberia PVCДокумент9 страницPrueba de Tuberia PVCSergio ViolaОценок пока нет
- Guia de Elaboracion para Expedientes Tecnicos Del Riego Presurizado PDFДокумент61 страницаGuia de Elaboracion para Expedientes Tecnicos Del Riego Presurizado PDFLenin DBОценок пока нет
- Manual de Instalacion Del Tubo de ConcretoДокумент73 страницыManual de Instalacion Del Tubo de ConcretoBoris Leonidas Rivera Puentes100% (1)
- Normas Tecnicas Tuberias AGUA POTABLEДокумент21 страницаNormas Tecnicas Tuberias AGUA POTABLEDaniel AytiОценок пока нет
- 02.00 Memoria de Calculo Linea de ImpulsionДокумент11 страниц02.00 Memoria de Calculo Linea de ImpulsionCrhistian Vera ZavalaОценок пока нет
- Tuberia Corrugada de HDPE 2019Документ7 страницTuberia Corrugada de HDPE 2019AUSGUSTOОценок пока нет
- Tuberías HDPE (NTP ISO 4427) PDFДокумент2 страницыTuberías HDPE (NTP ISO 4427) PDFFranchescoly Arturo Leiva FabianОценок пока нет
- Presupuesto de Presa DerivadoraДокумент2 страницыPresupuesto de Presa DerivadoracristianОценок пока нет
- Pruebas Hidraulicas TIGREДокумент37 страницPruebas Hidraulicas TIGREJhovanyОценок пока нет
- F.T. Tubo PVCU Presion NTP 399.003 399.002Документ2 страницыF.T. Tubo PVCU Presion NTP 399.003 399.002Leoncio Cardenas TaipeОценок пока нет
- Canoas en Estructural HidraulicasДокумент10 страницCanoas en Estructural HidraulicasCarlos Rosales CollasОценок пока нет
- Especificaciones Técnicas - Prueba - Infiltracion - CEPIS PDFДокумент10 страницEspecificaciones Técnicas - Prueba - Infiltracion - CEPIS PDFMartin Daniel Palacios QuevedoОценок пока нет
- Prueba HidraulicaДокумент5 страницPrueba HidraulicaAlex Carlos Larico Condori100% (1)
- Modelo Prueba Hidraulica Agua PotableДокумент1 страницаModelo Prueba Hidraulica Agua PotableAmel Mariño100% (1)
- Catalogo-Valvula Check FLEXДокумент1 страницаCatalogo-Valvula Check FLEXJC ParedesОценок пока нет
- Memoria Descriptiva Linea de Conduccion Por GravedadДокумент3 страницыMemoria Descriptiva Linea de Conduccion Por Gravedadsantes guzОценок пока нет
- Geodren Planar WebДокумент2 страницыGeodren Planar WebJoseCarlosGОценок пока нет
- Norma ISO 4422Документ20 страницNorma ISO 4422Miguel Mateos0% (1)
- COMPARACION TECNICA PVC-U VS PVC-O DN 160 - 200 - 400 Clase 10 y 12.5Документ8 страницCOMPARACION TECNICA PVC-U VS PVC-O DN 160 - 200 - 400 Clase 10 y 12.5Beatrice CarrollОценок пока нет
- Informe Tuberia Pvc-O 500Документ14 страницInforme Tuberia Pvc-O 500Antony VegaОценок пока нет
- Comparacion Tecnica Hdpe PN 6 VS Pvc-O DN 710 MM PN 12.5Документ9 страницComparacion Tecnica Hdpe PN 6 VS Pvc-O DN 710 MM PN 12.5Beatrice CarrollОценок пока нет
- Especificaciones Técnicas PVCДокумент3 страницыEspecificaciones Técnicas PVCAnonymous wDfbvXОценок пока нет
- Catalogo Nicoll AguaДокумент34 страницыCatalogo Nicoll AguaFrancisco Amoretti100% (3)
- 1 Catalogo (Nicoll) - Agua PDFДокумент34 страницы1 Catalogo (Nicoll) - Agua PDFRaul Canales ChillcceОценок пока нет
- Ficha-Tecnica-Biaxial-Pavco WavinДокумент4 страницыFicha-Tecnica-Biaxial-Pavco WavinAnonymous mbE4e6CPОценок пока нет
- Ficha Tecnica Biaxial Pavco WavinДокумент4 страницыFicha Tecnica Biaxial Pavco WavinAngeles MarianОценок пока нет
- TUBERIASДокумент43 страницыTUBERIASASDFGОценок пока нет
- 02.01. Pvc-O Vs Pvc-U - PerúДокумент8 страниц02.01. Pvc-O Vs Pvc-U - PerúBeatrice CarrollОценок пока нет
- Ee - Tt. RS PVC Jys4 600 630 700 800Документ20 страницEe - Tt. RS PVC Jys4 600 630 700 800Joseph AlejandroОценок пока нет
- CUADRO COMPARATIVO PVC-O MOLECOR VS HDPE (Formateado)Документ29 страницCUADRO COMPARATIVO PVC-O MOLECOR VS HDPE (Formateado)Edw Flores100% (1)
- 6.1 Válvulas y Tuberã - As EstДокумент17 страниц6.1 Válvulas y Tuberã - As EstAndres Matailo PuenteОценок пока нет
- Catalogo Perfilada Koplast - v2 ComprimidoДокумент6 страницCatalogo Perfilada Koplast - v2 ComprimidoSeispolvosОценок пока нет
- Anclaje PVC OДокумент144 страницыAnclaje PVC OBeatrice CarrollОценок пока нет
- 02.01. Pvc-O Vs Pvc-U - PerúДокумент8 страниц02.01. Pvc-O Vs Pvc-U - PerúBeatrice CarrollОценок пока нет
- NTP 399.002Документ26 страницNTP 399.002Beatrice Carroll67% (3)
- Cálculo Mecánico Tuberia AlcantarilladoДокумент4 страницыCálculo Mecánico Tuberia AlcantarilladoBeatrice Carroll50% (2)
- Golpe de Ariete Por Cierre de VálvulasДокумент4 страницыGolpe de Ariete Por Cierre de VálvulasBeatrice Carroll0% (1)
- Tirante Normal y Crítico en Canales CircularesДокумент1 страницаTirante Normal y Crítico en Canales CircularesBeatrice CarrollОценок пока нет
- Fórmula Swamme-JainДокумент1 страницаFórmula Swamme-JainBeatrice CarrollОценок пока нет
- Canal Con ContraccionДокумент1 страницаCanal Con ContraccionBeatrice Carroll100% (1)
- Diámetro Económico ImpulsionesДокумент3 страницыDiámetro Económico ImpulsionesBeatrice Carroll100% (1)
- Bombas en SerieДокумент1 страницаBombas en SerieBeatrice CarrollОценок пока нет
- CH Línea de ImpulsiónДокумент8 страницCH Línea de ImpulsiónBeatrice CarrollОценок пока нет
- Redes RamificadasДокумент2 страницыRedes RamificadasBeatrice CarrollОценок пока нет
- Ingeniería de Minas UnsaacДокумент4 страницыIngeniería de Minas UnsaacWalter Mas GhutОценок пока нет
- Primer Informe de Mecanica de SuelosДокумент14 страницPrimer Informe de Mecanica de SuelosWilder Terán TejadaОценок пока нет
- Pensum-Ingeniero en Ciencias Y SistemasДокумент6 страницPensum-Ingeniero en Ciencias Y SistemasSamuel YolОценок пока нет
- Diagrama Impedancia y ReactanciaДокумент7 страницDiagrama Impedancia y ReactanciaMario Enrique Burbano HurtadoОценок пока нет
- Unidad 01 - 01 - AsfaltoДокумент141 страницаUnidad 01 - 01 - AsfaltoMarco Ramos RaimondiОценок пока нет
- Exed TodosДокумент3 страницыExed TodosDaniel PardoОценок пока нет
- Análisis de Precios Unitarios: PáginaДокумент58 страницAnálisis de Precios Unitarios: PáginaMarviin Mariiños QuiispeОценок пока нет
- Manual Electrónica Básica PDFДокумент48 страницManual Electrónica Básica PDFosky1954trigoОценок пока нет
- Helico BoostДокумент1 страницаHelico BoostTau Omicr0nОценок пока нет
- Problemas Geotécnicos en La Construcción de Túneles y Nociones de Controles de CalidadДокумент17 страницProblemas Geotécnicos en La Construcción de Túneles y Nociones de Controles de CalidadLuis BrandonОценок пока нет
- Presentación PRENOVA 2022. 23 05Документ106 страницPresentación PRENOVA 2022. 23 05Natalia Giselle ALLOGGIO FADU - UBAОценок пока нет
- Diagrama de Flujo de Proceso de Produccion de Un LapizДокумент1 страницаDiagrama de Flujo de Proceso de Produccion de Un LapizadrianОценок пока нет
- Mantenimiento AutónomoДокумент94 страницыMantenimiento AutónomoAntho HAОценок пока нет
- Especificaciones Tecnicas Pase AereoДокумент12 страницEspecificaciones Tecnicas Pase AereoCesar Marino Olortegui CiertoОценок пока нет
- Trabajo Práctico de Laboratorio #8 - Red-Ox y CeldasДокумент3 страницыTrabajo Práctico de Laboratorio #8 - Red-Ox y CeldasImanol ZabalaОценок пока нет
- Aseguramiento de CalidadДокумент21 страницаAseguramiento de CalidadjuancarvitОценок пока нет
- Ejercicios de Examen Turno Marzo y Julio 2019 - Ingreso A Medicina Unc - HQ Apoyo Universitario PDFДокумент8 страницEjercicios de Examen Turno Marzo y Julio 2019 - Ingreso A Medicina Unc - HQ Apoyo Universitario PDFBer KisenОценок пока нет
- Habilidades Que Todo Programador Debe de TenerДокумент3 страницыHabilidades Que Todo Programador Debe de TenerKike Jimenez RomeroОценок пока нет
- Vibraciones Estructurales y Resonancia Grupo#8Документ19 страницVibraciones Estructurales y Resonancia Grupo#8JoseОценок пока нет
- Modulo 4 Metcom PDFДокумент95 страницModulo 4 Metcom PDFjoegb2919100% (1)
- Page 0256Документ1 страницаPage 0256MSANTOS RodriguezОценок пока нет
- Cronica La Guerra Entre Las CorrientesДокумент4 страницыCronica La Guerra Entre Las CorrientesDarwin Fabian FerrinОценок пока нет
- Documento PDF 2Документ8 страницDocumento PDF 2Fernando ReynosoОценок пока нет
- Resumen Fundamentos de ColorДокумент5 страницResumen Fundamentos de ColorzuvelzazОценок пока нет
- Prom ArtДокумент2 страницыProm ArtJose Adelmo Peralta VeraОценок пока нет
- Dv466-Dv464 Z-Vibe Duo + CofreДокумент2 страницыDv466-Dv464 Z-Vibe Duo + CofrehoptoysОценок пока нет
- CapilaridadДокумент5 страницCapilaridadSDollfie100% (1)
- Energia y Mantenimiento 2014 PDFДокумент76 страницEnergia y Mantenimiento 2014 PDFWilly HuaytaОценок пока нет
- Plan de Estudio IMEC-201620Документ1 страницаPlan de Estudio IMEC-201620Lichu Buelvas EspañaОценок пока нет