Вам также может понравиться
- Offshore Pipe Line and RisersДокумент27 страницOffshore Pipe Line and Riserssaeed ghafooriОценок пока нет
- Kupe WHP Subsea Inspection GuidelinesДокумент86 страницKupe WHP Subsea Inspection GuidelinesChris100% (1)
- Technical Procedure For Mattress InstallationДокумент15 страницTechnical Procedure For Mattress Installationflawlessy2kОценок пока нет
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!От EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Рейтинг: 5 из 5 звезд5/5 (2)
- Burj KhalifaДокумент38 страницBurj Khalifadeepesh3191100% (1)
- Pune PWD DSR 2016-17Документ448 страницPune PWD DSR 2016-17GaneshZombade96% (95)
- LNG JettyДокумент17 страницLNG Jettywilliam pasamonteОценок пока нет
- Fundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFДокумент98 страницFundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFolalekan100% (1)
- Single Point Mooring System Construction, Design, Commissioning, Operation and MaintenanceДокумент24 страницыSingle Point Mooring System Construction, Design, Commissioning, Operation and MaintenanceRajОценок пока нет
- Spool Lift and Loadout ProcedureДокумент75 страницSpool Lift and Loadout ProcedurePhani Kumar G SОценок пока нет
- Offshore Pipelines - SaipemДокумент3 страницыOffshore Pipelines - Saipemrylar999100% (1)
- BPCL Kochi SPM Pig Study 01Документ9 страницBPCL Kochi SPM Pig Study 01Arun Kumar PancharajОценок пока нет
- Chapter 9 Pipelaying: 9.1 Pipeline RoutingДокумент14 страницChapter 9 Pipelaying: 9.1 Pipeline Routingmanuel cabarcas100% (1)
- Our Activities: Technology Creating ValueДокумент12 страницOur Activities: Technology Creating Valuenazwan14Оценок пока нет
- Deepwater Riser InstallationДокумент9 страницDeepwater Riser InstallationekhwanhakimОценок пока нет
- Spool and Riser Flooding & HydrotestДокумент30 страницSpool and Riser Flooding & HydrotestPhani Kumar G SОценок пока нет
- Underwater Submarine Pipe LineДокумент30 страницUnderwater Submarine Pipe LinevillanuevamarkdОценок пока нет
- Hoses BassiДокумент60 страницHoses Bassirobisiz7299100% (2)
- Off Brochure Petronas-Flng LR PDFДокумент8 страницOff Brochure Petronas-Flng LR PDFDak Kaiz100% (1)
- Pipelay Procedure RevisedДокумент31 страницаPipelay Procedure RevisedAdaghara83% (6)
- ROSA Field TotalДокумент18 страницROSA Field TotalWaldemarОценок пока нет
- 23792turret Buoy BookДокумент32 страницы23792turret Buoy BookTeck Tiong Huan100% (1)
- Underwater Inspection Structure & Pipeline.Документ27 страницUnderwater Inspection Structure & Pipeline.ina23ajОценок пока нет
- SOFEC CALM BUOY FINAL 3page RedДокумент3 страницыSOFEC CALM BUOY FINAL 3page RedJ. Jorge TorresОценок пока нет
- Seaways-November 2020 PDFДокумент42 страницыSeaways-November 2020 PDFCristi CoroamaОценок пока нет
- Turret Bouy Tech DescriptionДокумент36 страницTurret Bouy Tech Descriptiondbekos100% (1)
- Shore Pull ProsedurДокумент19 страницShore Pull Prosedurmaniacs14Оценок пока нет
- SPM Overview PDFДокумент39 страницSPM Overview PDFnaldhita100% (1)
- Offshore Load Out Day 3Документ109 страницOffshore Load Out Day 3bubbly_blu2Оценок пока нет
- SPM Operational LimitationsДокумент5 страницSPM Operational LimitationshabibmusthafaОценок пока нет
- Integrity Management of CRA Pipelines Technical ReportДокумент27 страницIntegrity Management of CRA Pipelines Technical ReportMiqdad100% (1)
- Installation Akpo FieldДокумент82 страницыInstallation Akpo FieldOkolo ObinnaОценок пока нет
- Company Profile: IHC Engineering Business LTDДокумент35 страницCompany Profile: IHC Engineering Business LTDSatyavan L RoundhalОценок пока нет
- Procedure Cum Check List: Gujarat State Petroleum Corporation LimitedДокумент17 страницProcedure Cum Check List: Gujarat State Petroleum Corporation LimitedDanny BoysieОценок пока нет
- OIL CBM Brochure 2015Документ3 страницыOIL CBM Brochure 2015prasetyoОценок пока нет
- Thermal Buckling Comparative Analysis Using Different FE Tools 01Документ4 страницыThermal Buckling Comparative Analysis Using Different FE Tools 01Waldek BanasiakОценок пока нет
- PEP Onshore PipelineДокумент76 страницPEP Onshore PipelineYudha MaulanaОценок пока нет
- OPB Mooring ChainsДокумент33 страницыOPB Mooring ChainsMarios DiasОценок пока нет
- Saipem Pipeline 2013Документ86 страницSaipem Pipeline 2013kbarzahОценок пока нет
- Shore ApproachДокумент5 страницShore Approachvpandya1981Оценок пока нет
- Precom Procedure For SOUTH BELUT REV0FДокумент179 страницPrecom Procedure For SOUTH BELUT REV0FDheeraj Chowdary DhanekulaОценок пока нет
- Marine Pipeline Protection With Flexible MattressДокумент15 страницMarine Pipeline Protection With Flexible MattressBLPgalwayОценок пока нет
- Guidelines For Subsea Pipeline Cathodic Protection SurveyДокумент38 страницGuidelines For Subsea Pipeline Cathodic Protection SurveyjavadОценок пока нет
- Subsea Pipeline Inspection and RepairДокумент21 страницаSubsea Pipeline Inspection and RepairSachin SureshОценок пока нет
- Steel Catenary Risers InstallationДокумент30 страницSteel Catenary Risers InstallationseantbtОценок пока нет
- NH/LAM/303/001/09: Flowline Partial Replacements On Call Off BasisДокумент7 страницNH/LAM/303/001/09: Flowline Partial Replacements On Call Off BasisbenonОценок пока нет
- 2nd ISODC05 Tamuteam2 West AfricaДокумент137 страниц2nd ISODC05 Tamuteam2 West AfricawhusadaОценок пока нет
- Inspection Test Record (Itr) - A Jacket Pre-Loadout ST08-AДокумент1 страницаInspection Test Record (Itr) - A Jacket Pre-Loadout ST08-AMomo ItachiОценок пока нет
- Subsea Projects 1 June 2011Документ268 страницSubsea Projects 1 June 2011bubbly_blu20% (1)
- TOTAL Ikike Field Development ProjectДокумент15 страницTOTAL Ikike Field Development Projectemodeye kenneth100% (1)
- FLEXIBLE FLOWLINE RELOCATION & TIE-IN PROCEDURE Rev A - 12022-AMC-TIN-PRO-0016 - IssuedДокумент92 страницыFLEXIBLE FLOWLINE RELOCATION & TIE-IN PROCEDURE Rev A - 12022-AMC-TIN-PRO-0016 - IssuedWilliam O OkolotuОценок пока нет
- Subsea Riser Pipeline Visual Inspection ProcedureДокумент13 страницSubsea Riser Pipeline Visual Inspection ProcedureMy Osoef100% (1)
- Guidances For Single Point MooringДокумент53 страницыGuidances For Single Point Mooringgenesis L. OrtizОценок пока нет
- 50037-QA-PLN-002 Rev.0Документ13 страниц50037-QA-PLN-002 Rev.0seehari100% (3)
- Use Underwater Dry WeldingДокумент19 страницUse Underwater Dry Weldingvendry mofuОценок пока нет
- 0029 - ND Rev - 0 22-Jun-13 Guidelines For Submarine Pipeline InstallationДокумент54 страницы0029 - ND Rev - 0 22-Jun-13 Guidelines For Submarine Pipeline InstallationGiray Çıvak100% (1)
- Pipe Lay Barge - SolitaireДокумент50 страницPipe Lay Barge - Solitairejfisher2534Оценок пока нет
- FPSOДокумент14 страницFPSOgeorgekc77Оценок пока нет
- GOM Pipeline InstallationДокумент16 страницGOM Pipeline InstallationM.c. Tim LimОценок пока нет
- Byco SPM InformationДокумент83 страницыByco SPM InformationMohamed HuseinОценок пока нет
- Drilling A SS WellДокумент61 страницаDrilling A SS WellWilliam EvansОценок пока нет
- WK 6 Anchors and Moors - LecturerДокумент21 страницаWK 6 Anchors and Moors - LecturerPushkar Lamba100% (1)
- Tower ParticularsДокумент20 страницTower ParticularsStephen BridgesОценок пока нет
- Annexure I - Scope & Specification For Construction of Rock Silo-D - Rev 0Документ121 страницаAnnexure I - Scope & Specification For Construction of Rock Silo-D - Rev 0Ayan MajumderОценок пока нет
- Showing Part Plan at Showing Part Plan at Foundation Level Deck Level (For Prop. Rob)Документ1 страницаShowing Part Plan at Showing Part Plan at Foundation Level Deck Level (For Prop. Rob)PratikОценок пока нет
- MokwaДокумент403 страницыMokwaMUHAMMAD ALIОценок пока нет
- GD Pile 2013Документ161 страницаGD Pile 2013Ericwww100% (2)
- Appendix A: Unit Conversion FactorsДокумент20 страницAppendix A: Unit Conversion FactorsEdgar VargasОценок пока нет
- LRFD Accelerated Bridge ConstructionДокумент21 страницаLRFD Accelerated Bridge ConstructionJhon Escobar0% (1)
- Akinboni Siwes ReportДокумент20 страницAkinboni Siwes ReportAkinboni BlessingОценок пока нет
- Final Report PDFДокумент33 страницыFinal Report PDFAshwani GautamОценок пока нет
- Abutment A1 With 8 Piles (Working Stress)Документ89 страницAbutment A1 With 8 Piles (Working Stress)Dipti RandiveОценок пока нет
- Sample Take OffДокумент235 страницSample Take OffNalyn EstacioОценок пока нет
- The Feasibility Research of Standard Quay Walls For The Port of RotterdamДокумент112 страницThe Feasibility Research of Standard Quay Walls For The Port of RotterdamAntony Jacob AshishОценок пока нет
- CADS - M Dense Sand Unreinforced Phi 40Документ2 страницыCADS - M Dense Sand Unreinforced Phi 40DavidОценок пока нет
- 20m Heigh Re WallДокумент2 страницы20m Heigh Re WallDananjaya K GОценок пока нет
- 4800 Series Earth Pressure CellsДокумент4 страницы4800 Series Earth Pressure CellsWys WyswysОценок пока нет
- PLAXIS - Monopile Design ToolДокумент2 страницыPLAXIS - Monopile Design ToolMoussОценок пока нет
- Well Foundations For Bridges Are ObsoleteДокумент8 страницWell Foundations For Bridges Are Obsoletesa_reddiОценок пока нет
- 50mm Thick Lean ConcreteДокумент2 страницы50mm Thick Lean Concrete104 projectОценок пока нет
- Terradrive: A Brief Guide To Pile TestingДокумент4 страницыTerradrive: A Brief Guide To Pile TestingMars TinОценок пока нет
- Chapter 6 - Bearing Capacity of SoilДокумент14 страницChapter 6 - Bearing Capacity of SoilSaurav ShresthaОценок пока нет
- Catalog Spun Pile WIKA BEtonДокумент1 страницаCatalog Spun Pile WIKA BEtonarbiОценок пока нет
- New Series 6000Документ78 страницNew Series 6000Kintu MunabangogoОценок пока нет
- Section B - Piling Works 1. GeneralДокумент18 страницSection B - Piling Works 1. GeneralMuhammad GhazaliОценок пока нет
- DRIVING PRECAST CONCRETE PILES by Vibration PDFДокумент18 страницDRIVING PRECAST CONCRETE PILES by Vibration PDFRicusОценок пока нет
- Ground Improvement - A Green Technology For Housing Infrastructure and Utilities Developments in Malaysia (1) - 1Документ20 страницGround Improvement - A Green Technology For Housing Infrastructure and Utilities Developments in Malaysia (1) - 1Abhishek ShatagopachariОценок пока нет
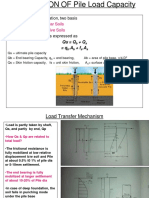
- Pile Load Capacity-Cohesion Less Soils-Lec-2Документ13 страницPile Load Capacity-Cohesion Less Soils-Lec-2Zahoor AhmadОценок пока нет
- Hannigan Et Al 2006 V1 V2Документ1 399 страницHannigan Et Al 2006 V1 V2Irina Perepelitsa100% (1)
- QUAY WALLSsemaranggijtДокумент12 страницQUAY WALLSsemaranggijtM Mirza Abdillah PratamaОценок пока нет