Вам также может понравиться
- Female Infanticide in GujaratДокумент440 страницFemale Infanticide in GujaratYashu YashОценок пока нет
- Plano 2Документ1 страницаPlano 2Nicolas Paez100% (1)
- Dongyang 1926 Parts Catalog Watermark 150625104921 Lva1 App 6891Документ10 страницDongyang 1926 Parts Catalog Watermark 150625104921 Lva1 App 6891shirley100% (49)
- Face Support For A Large Mix-Shield in HeterogeneousДокумент20 страницFace Support For A Large Mix-Shield in HeterogeneousKumar RamОценок пока нет
- CBR Design of Flexible Airfield Pavements With Case Study.: Destafney, Thomas MДокумент107 страницCBR Design of Flexible Airfield Pavements With Case Study.: Destafney, Thomas MAnge KonanОценок пока нет
- PRC-174 Battery System WA9ZДокумент28 страницPRC-174 Battery System WA9Za1elgОценок пока нет
- Ficha Tecnica Valvula Prueba y DrenajeДокумент1 страницаFicha Tecnica Valvula Prueba y DrenajeGabino CRОценок пока нет
- Adobe Scan 10 Jun 2023Документ4 страницыAdobe Scan 10 Jun 2023naltousОценок пока нет
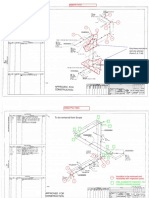
- Approved For Construction: Only Areas Encircled in Red To Be Actioned (Points 5, 6, 7 &8)Документ21 страницаApproved For Construction: Only Areas Encircled in Red To Be Actioned (Points 5, 6, 7 &8)BeantickОценок пока нет
- Dimensional Drawing: UPS 762UP110G01 Vendor Instruction English Plant Name: DG Khan Hub Contract Number: 15 - 45366Документ3 страницыDimensional Drawing: UPS 762UP110G01 Vendor Instruction English Plant Name: DG Khan Hub Contract Number: 15 - 45366Atiq_2909Оценок пока нет
- ML20072J916Документ11 страницML20072J916mikechuasecoОценок пока нет
- Project M Tcy Fat Vu : DrawingДокумент3 страницыProject M Tcy Fat Vu : DrawingDanrage BoodramОценок пока нет
- SB 12 Cantos Overview Chart 1Документ1 страницаSB 12 Cantos Overview Chart 1lacinioОценок пока нет
- Concrete Pier (Isolated Deep Foundation) Design Based On ACI 318-14Документ6 страницConcrete Pier (Isolated Deep Foundation) Design Based On ACI 318-14Matiur Rahman BasumОценок пока нет
- PT1 - Exam - Combo - XX April 200XДокумент46 страницPT1 - Exam - Combo - XX April 200Xmm19190% (1)
- 3603 M342-51571 - REV5 - Sheet - 0008Документ1 страница3603 M342-51571 - REV5 - Sheet - 0008Batsha PonnusamyОценок пока нет
- Rheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesДокумент13 страницRheological Investigation of Suspensions and Ceramic Pastes: Characterization of Extrusion PropertiesChandrasekarОценок пока нет
- Api TR 938-CДокумент7 страницApi TR 938-CAdrian Gonzalez100% (1)
- E 18 DaylightДокумент19 страницE 18 Daylightkaunghtet san1212Оценок пока нет
- Scan 24 Jun 2020Документ2 страницыScan 24 Jun 2020Mochamad Fachry RosadyОценок пока нет
- Juki DDL-227 PDFДокумент24 страницыJuki DDL-227 PDFFrancisco Fabio FerreiraОценок пока нет
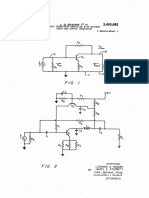
- Feb. 3, 1970 L. D. Seader Et Al 3,493,882: A/G 2 Leonard D. Seader by James E. SterrettДокумент4 страницыFeb. 3, 1970 L. D. Seader Et Al 3,493,882: A/G 2 Leonard D. Seader by James E. Sterrettefremofe7394Оценок пока нет
- Escalera Otis 2.compressedДокумент11 страницEscalera Otis 2.compressedatom2013xd75% (4)
- Waterfront Damage Repair For Amphibious and Advanced BasesДокумент196 страницWaterfront Damage Repair For Amphibious and Advanced BasesFernando ReОценок пока нет
- University of Mo (Atuwa: G C V G CC GДокумент52 страницыUniversity of Mo (Atuwa: G C V G CC GTharangi MunaweeraОценок пока нет
- Tsd4117 Rolls Royce Service ManualДокумент223 страницыTsd4117 Rolls Royce Service ManualCésar100% (1)
- Packard-Merlin Engine - Rcaf 01Документ40 страницPackard-Merlin Engine - Rcaf 01Armando Hernández100% (1)
- Single Line Diagram NLPДокумент1 страницаSingle Line Diagram NLPFaisal kambohОценок пока нет
- High Frequency Series Resonant Power Supply PDFДокумент12 страницHigh Frequency Series Resonant Power Supply PDFTudor ApostuОценок пока нет
- Trackmobile LLC: Engineering Vendor: CBC ConnectДокумент1 страницаTrackmobile LLC: Engineering Vendor: CBC Connectksdow87Оценок пока нет
- Essays of Arthur Schopenhauer (IA Essaysofarthursc01scho)Документ490 страницEssays of Arthur Schopenhauer (IA Essaysofarthursc01scho)Clive MakongoОценок пока нет
- NHD-0216BZ-FL-YBW: Character Liquid Crystal Display ModuleДокумент13 страницNHD-0216BZ-FL-YBW: Character Liquid Crystal Display ModuledahuroruОценок пока нет
- Barril - 4267885-01-DДокумент1 страницаBarril - 4267885-01-Dcesar guerreroОценок пока нет
- Drawing & Spec 1421058558 - 2 PDFДокумент4 страницыDrawing & Spec 1421058558 - 2 PDFa_muhaiminОценок пока нет
- Sustainable Project: Ig - Maqboo Peshawar Package-02Документ22 страницыSustainable Project: Ig - Maqboo Peshawar Package-02inam khanОценок пока нет
- Pid ChlorinationДокумент2 страницыPid ChlorinationShanmuganathan ShanОценок пока нет
- GD Frac ValvesSeats Spec-SheetДокумент2 страницыGD Frac ValvesSeats Spec-SheetbayuОценок пока нет
- Ggs Grilles - CatalogueДокумент302 страницыGgs Grilles - Cataloguewesam allabadiОценок пока нет
- E-23 Shore Connection BoxДокумент27 страницE-23 Shore Connection Boxcengiz kutukcuОценок пока нет
- Reinfocement Details Slab CulvertДокумент1 страницаReinfocement Details Slab Culvertlakshmi naryanaОценок пока нет
- MTC TubeДокумент1 страницаMTC TubeLUIZ CALROSОценок пока нет
- Plastic Section Moduli For I.S. Rolled Steel Beam Sections Zpy About Y-Y AxisДокумент8 страницPlastic Section Moduli For I.S. Rolled Steel Beam Sections Zpy About Y-Y AxisIJRASETPublicationsОценок пока нет
- Chang Fa Zs1115g Manual enДокумент46 страницChang Fa Zs1115g Manual enrectificamos100% (1)
- Eiffic/Efuf (T:, RFRDT (FrrtfuДокумент17 страницEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuОценок пока нет
- Uop PS 944100-401Документ2 страницыUop PS 944100-401jhunkujha11Оценок пока нет
- Modern UsaДокумент40 страницModern UsaVysotskyy VladimirОценок пока нет
- 20M-A05313 - R2 OMM - KR100S (With Index)Документ386 страниц20M-A05313 - R2 OMM - KR100S (With Index)Marko's Brazon'Оценок пока нет
- Concrete Pier Design Based On ACI 318-05: Input Data & Design SummaryДокумент3 страницыConcrete Pier Design Based On ACI 318-05: Input Data & Design SummaryARAVINDОценок пока нет
- Column PipingДокумент11 страницColumn PipingWael Ben RomdhaneОценок пока нет
- New Equipment & Systems Approval - Strail Rubber Level CrossingДокумент4 страницыNew Equipment & Systems Approval - Strail Rubber Level CrossingLulu IluОценок пока нет
- SA9083 Robin Tester MK 18 Book OriginalДокумент16 страницSA9083 Robin Tester MK 18 Book OriginalDLTОценок пока нет
- Pacifica RRT InvoiceДокумент1 страницаPacifica RRT InvoiceTimОценок пока нет
- UntitledДокумент22 страницыUntitledMehmet Serhat ELHANОценок пока нет
- Shelter Assy KeseluruhanДокумент51 страницаShelter Assy Keseluruhanmuhammad khatamiОценок пока нет
- Midway Space Invader SchematicsДокумент3 страницыMidway Space Invader SchematicsThomas C WalkerОценок пока нет
- Stainless Steel in Architecture Building and Construction Guidelines For Roofs Floors and HandrailsДокумент19 страницStainless Steel in Architecture Building and Construction Guidelines For Roofs Floors and HandrailsdpkeskesiadisОценок пока нет
- 4th Round PDFДокумент1 страница4th Round PDFhawajptОценок пока нет
- VYYYДокумент24 страницыVYYYM A IОценок пока нет
- Multitherm Pro ManualДокумент17 страницMultitherm Pro ManualmahendraОценок пока нет
- B737-800 Air ConditioningДокумент7 страницB737-800 Air ConditioningReynaldoОценок пока нет
- BDC 6566Документ6 страницBDC 6566jack.simpson.changОценок пока нет
- Pieces 1 Cod Amount Product Detail 36 Cotton Pant RemarksДокумент4 страницыPieces 1 Cod Amount Product Detail 36 Cotton Pant RemarksFaizan AhmadОценок пока нет
- Cariprazine PDFДокумент162 страницыCariprazine PDFige zaharaОценок пока нет
- Rrs PresentationДокумент69 страницRrs PresentationPriyamvada Biju100% (1)
- Om Deutz 1013 PDFДокумент104 страницыOm Deutz 1013 PDFEbrahim Sabouri100% (1)
- ProAct ISCДокумент120 страницProAct ISCjhon vergaraОценок пока нет
- Upper Limb OrthosesДокумент29 страницUpper Limb OrthosesMaryam KhalidОценок пока нет
- 2008 03 20 BДокумент8 страниц2008 03 20 BSouthern Maryland OnlineОценок пока нет
- Defects Lamellar TearingДокумент6 страницDefects Lamellar Tearingguru_terexОценок пока нет
- Epoxy Data - AF35LVE TDS - ED4 - 11.17Документ8 страницEpoxy Data - AF35LVE TDS - ED4 - 11.17HARESH REDDYОценок пока нет
- 3 14 Revision Guide Organic SynthesisДокумент6 страниц3 14 Revision Guide Organic SynthesisCin D NgОценок пока нет
- Occlusal Appliance TherapyДокумент14 страницOcclusal Appliance TherapyNam BuiОценок пока нет
- What Does She/He Look Like?: Height Build AGEДокумент18 страницWhat Does She/He Look Like?: Height Build AGEHenrich Garcia LimaОценок пока нет
- NeoResin DTM Presentation 9-01Документ22 страницыNeoResin DTM Presentation 9-01idreesgisОценок пока нет
- Practice Test For Exam 3 Name: Miguel Vivas Score: - /10Документ2 страницыPractice Test For Exam 3 Name: Miguel Vivas Score: - /10MIGUEL ANGELОценок пока нет
- BRS PDFДокумент14 страницBRS PDFGautam KhanwaniОценок пока нет
- Shoulder Joint Position Sense Improves With ElevationДокумент10 страницShoulder Joint Position Sense Improves With ElevationpredragbozicОценок пока нет
- Sampoong Department Store - A Literary Critique (Mimetic Theory)Документ2 страницыSampoong Department Store - A Literary Critique (Mimetic Theory)Ron Marc CaneteОценок пока нет
- The Human Body: An Orientation: Part AДокумент10 страницThe Human Body: An Orientation: Part ARoi Christoffer Jocson PeraltaОценок пока нет
- Phoenix Contact DATA SHEETДокумент16 страницPhoenix Contact DATA SHEETShivaniОценок пока нет
- The Development of Attachment in Separated and Divorced FamiliesДокумент33 страницыThe Development of Attachment in Separated and Divorced FamiliesInigo BorromeoОценок пока нет
- Boli Vertebro MedulareДокумент12 страницBoli Vertebro MedulareHalit DianaОценок пока нет
- Unmasking Pleural Mesothelioma: A Silent ThreatДокумент11 страницUnmasking Pleural Mesothelioma: A Silent ThreatCathenna DesuzaОценок пока нет
- Cross Rate and Merchant RateДокумент26 страницCross Rate and Merchant RateDivya NadarajanОценок пока нет
- Method Statement For Lifting WorksДокумент12 страницMethod Statement For Lifting WorksRachel Flores85% (26)
- Region Iii - Central Luzon Padapada National High SchoolДокумент2 страницыRegion Iii - Central Luzon Padapada National High SchoolRotipОценок пока нет
- Idioms and PharsesДокумент0 страницIdioms and PharsesPratik Ramesh Pappali100% (1)
- Electronic Price List June 2022Документ55 страницElectronic Price List June 2022MOGES ABERAОценок пока нет
- Case Study LenovoДокумент10 страницCase Study LenovoGOHAR GHAFFARОценок пока нет