Вам также может понравиться
- Practical Data Acquisition for Instrumentation and Control SystemsОт EverandPractical Data Acquisition for Instrumentation and Control SystemsОценок пока нет
- Pid Controller Using The Tms320c31 DSK With Online Parameter AdjДокумент6 страницPid Controller Using The Tms320c31 DSK With Online Parameter AdjAbdullahОценок пока нет
- Optimal PID Controller Design For DC Motor Speed Control System With Tracking and Regulating Constrained Optimization Via Cuckoo SearchДокумент8 страницOptimal PID Controller Design For DC Motor Speed Control System With Tracking and Regulating Constrained Optimization Via Cuckoo SearchIvan David SmithОценок пока нет
- 21 ModelxДокумент9 страниц21 Modelxronaldvr022Оценок пока нет
- Kathmandu University: Presentation On Simulation of CSTR Using Pro/Ii & Process Control Through PythonДокумент19 страницKathmandu University: Presentation On Simulation of CSTR Using Pro/Ii & Process Control Through Pythonramesh pokhrelОценок пока нет
- Robust Controller by QFTДокумент5 страницRobust Controller by QFTkishan2016Оценок пока нет
- 1trtr67017390705 MainДокумент6 страниц1trtr67017390705 MainkalyanОценок пока нет
- Tuning PID and PI D Controllers Using The Integral Time Absolute Error CriterionДокумент6 страницTuning PID and PI D Controllers Using The Integral Time Absolute Error CriterionAleksandar MicicОценок пока нет
- Design and Performance Comparison of VariableДокумент5 страницDesign and Performance Comparison of VariableMarK VasquezОценок пока нет
- Application of Improved PID Controller in Motor Drive SystemДокумент19 страницApplication of Improved PID Controller in Motor Drive SystemmahderОценок пока нет
- Tuning of PID Controllers With Fuzzy Logic: AbstractДокумент8 страницTuning of PID Controllers With Fuzzy Logic: Abstractjames100% (1)
- Landau RSTДокумент11 страницLandau RSTpbaculimaОценок пока нет
- Paper UksimДокумент6 страницPaper Uksimsattanic666Оценок пока нет
- 2019-Model Predictive Control of Quadruple Tank SystemДокумент5 страниц2019-Model Predictive Control of Quadruple Tank SystemAravindan MohanОценок пока нет
- Performances and Analysis of D.C Machine Using PID Controller - IJSETДокумент5 страницPerformances and Analysis of D.C Machine Using PID Controller - IJSETChristian MarquezОценок пока нет
- Practical Design of PID-type Controllers With ConstraintsДокумент15 страницPractical Design of PID-type Controllers With ConstraintsNothando ShanduОценок пока нет
- A Dead-Time Compensating PID Controller Structure and Robust TuningДокумент10 страницA Dead-Time Compensating PID Controller Structure and Robust TuningAleksandar MicicОценок пока нет
- Comparison of Control System Using PLC & PIDДокумент6 страницComparison of Control System Using PLC & PIDhamidouhouОценок пока нет
- Dougherty2003 PDFДокумент16 страницDougherty2003 PDFpusikurac1234567Оценок пока нет
- Implementation of A PID Control System On Microcontroller (DC Motor Case Study)Документ5 страницImplementation of A PID Control System On Microcontroller (DC Motor Case Study)Monata Sera100% (1)
- Designing Pid Controllers Using Matlab-Simulink Via The InternetДокумент7 страницDesigning Pid Controllers Using Matlab-Simulink Via The InternetAbdulGhaffarОценок пока нет
- PID Robust Control Using Taguchi MethodДокумент6 страницPID Robust Control Using Taguchi MethodIsra Lemus SanchezОценок пока нет
- CH01Документ11 страницCH01jackОценок пока нет
- Optimal Tuning of PI Controller For Speed Control of DC Motor Drive Using Particle Swarm OptimizationДокумент6 страницOptimal Tuning of PI Controller For Speed Control of DC Motor Drive Using Particle Swarm OptimizationLIEW HUI FANG UNIMAPОценок пока нет
- Zhang 2017Документ6 страницZhang 2017Metal ArtОценок пока нет
- CDC 2005 1583310Документ6 страницCDC 2005 1583310SowrirajanОценок пока нет
- A Rulebased Adaptive Pid ControllerДокумент6 страницA Rulebased Adaptive Pid ControllerJoseph JoseОценок пока нет
- Register-Transfer LevelДокумент8 страницRegister-Transfer LevelAswathy MukundanОценок пока нет
- A. S. Silveira Et Al. - Pseudo PID Controler - Design, Tuning and ApplicationsДокумент6 страницA. S. Silveira Et Al. - Pseudo PID Controler - Design, Tuning and ApplicationsAndreza FerreiraОценок пока нет
- A Novel Modified PID Controller Applied To Temperature Control With Self-Tuning AbilityДокумент5 страницA Novel Modified PID Controller Applied To Temperature Control With Self-Tuning Abilitymario yanezОценок пока нет
- O Futuro Dos ControladoresДокумент13 страницO Futuro Dos ControladoresRaissa BrancoОценок пока нет
- BenchtopPIDController WhPaperДокумент26 страницBenchtopPIDController WhPaperfirosekhanОценок пока нет
- Optimum - PID - Controller PsoДокумент7 страницOptimum - PID - Controller PsoRajib BanerjeeОценок пока нет
- Tolerante A FallosДокумент10 страницTolerante A FallosDaniel SanchezОценок пока нет
- Design of Virtual Process Control Laboratory (VPCL) Using First Principle Method and Interactive PID Control Toolkit Using LabviewДокумент5 страницDesign of Virtual Process Control Laboratory (VPCL) Using First Principle Method and Interactive PID Control Toolkit Using Labviewahmed ubeedОценок пока нет
- A Direct PIDgainstuningmethodfor DC Motorcontrol Usinganinput-OutputdatageneraДокумент6 страницA Direct PIDgainstuningmethodfor DC Motorcontrol Usinganinput-OutputdatageneragersonОценок пока нет
- Control Systems U5 (TEL306)Документ84 страницыControl Systems U5 (TEL306)Ruvenderan SuburamaniamОценок пока нет
- Design of Digital PID Controller Based On FPGA: Shi-Kui XIE, Sheng-Nan JI, Jie-Tao WU, Pei-Gang LI and Chao-Rong LIДокумент6 страницDesign of Digital PID Controller Based On FPGA: Shi-Kui XIE, Sheng-Nan JI, Jie-Tao WU, Pei-Gang LI and Chao-Rong LIRamaDinakaranОценок пока нет
- Optimal Tuning of Fractional Order PI D Controllers Using Genetic AlgorithmsДокумент6 страницOptimal Tuning of Fractional Order PI D Controllers Using Genetic AlgorithmsabdieljosadacОценок пока нет
- Control New1Документ18 страницControl New1MAAZ KHANОценок пока нет
- Tpcds Workload Analysis PDFДокумент12 страницTpcds Workload Analysis PDFthak123Оценок пока нет
- Optimization of PID Controller Parameters On Flow Rate Control System Using Multiple Effect Evaporator Particle Swarm OptimizationДокумент7 страницOptimization of PID Controller Parameters On Flow Rate Control System Using Multiple Effect Evaporator Particle Swarm OptimizationErna UtamiОценок пока нет
- Exact Tuning of PID ControllersДокумент6 страницExact Tuning of PID Controllersmazaher karamiОценок пока нет
- Real Time Implementation and Design of Predictive Controller For Fast Dynamic SystemДокумент8 страницReal Time Implementation and Design of Predictive Controller For Fast Dynamic SystemDiogo AlexandreОценок пока нет
- An Overview of Model Predictive ControlДокумент18 страницAn Overview of Model Predictive ControlguillermocochaОценок пока нет
- Design of A Data-Driven Controller For A Spiral Heat ExchangerДокумент5 страницDesign of A Data-Driven Controller For A Spiral Heat ExchangerSendrescu DorinОценок пока нет
- Fuzzy Gain Scheduling of PID Controllers PDFДокумент7 страницFuzzy Gain Scheduling of PID Controllers PDFMiguel ZeaОценок пока нет
- Digital Pid Controller 175Документ6 страницDigital Pid Controller 175andr14272Оценок пока нет
- Ujca1 15000591Документ7 страницUjca1 15000591Yang YingОценок пока нет
- Model Predictive Control Design: New Trends and Tools: Alberto BemporadДокумент6 страницModel Predictive Control Design: New Trends and Tools: Alberto BemporadNguyễn Xuân KhảiОценок пока нет
- Control SystemДокумент10 страницControl Systemrajeswari_ece07Оценок пока нет
- RMuniraj RRST 3 2019 PP 259-265Документ7 страницRMuniraj RRST 3 2019 PP 259-265Tarak BenslimaneОценок пока нет
- Optimal Tuning of Pi Controllers For First Order Plus Dead Time/Long Dead Time Models Using Dimensional AnalysisДокумент5 страницOptimal Tuning of Pi Controllers For First Order Plus Dead Time/Long Dead Time Models Using Dimensional AnalysisRamakrishnan Harihara VenkatasubramaniaОценок пока нет
- DC Motor Speed Control Using Pid ControllerДокумент9 страницDC Motor Speed Control Using Pid ControllerWahyu SaputroОценок пока нет
- The Guider System For Classical Controller DesignДокумент5 страницThe Guider System For Classical Controller DesignEsmael FloresОценок пока нет
- Controllers and Thier Tuningclo2Документ31 страницаControllers and Thier Tuningclo2AreeshaОценок пока нет
- 10 PIDControlKnospeДокумент9 страниц10 PIDControlKnospeOscar Ruiz SerranoОценок пока нет
- Genetic Algorithm 2Документ7 страницGenetic Algorithm 2nirmal_inboxОценок пока нет
- Paper1ga FinalДокумент5 страницPaper1ga FinalJismОценок пока нет
- WEG cfw11 Users Manual 400v Sizes F G and H 10000784107 enДокумент116 страницWEG cfw11 Users Manual 400v Sizes F G and H 10000784107 enRolando Albuquerque MartinsОценок пока нет
- 2021 Price List: Power ToolsДокумент7 страниц2021 Price List: Power ToolsRolando Albuquerque MartinsОценок пока нет
- ResultsДокумент1 страницаResultsRolando Albuquerque MartinsОценок пока нет
- Varco - KTF Veram 20x40x5 e 20x40x5Документ1 страницаVarco - KTF Veram 20x40x5 e 20x40x5Rolando Albuquerque MartinsОценок пока нет
- Fault Ver 2014Документ8 страницFault Ver 2014Rolando Albuquerque MartinsОценок пока нет
- HBE-HealthCare LABДокумент8 страницHBE-HealthCare LABThichanon RomsaiyudОценок пока нет
- Bally GameMaker Setup PDFДокумент40 страницBally GameMaker Setup PDFAlex PugachОценок пока нет
- Manual Sivacon 8ps Planning With Sivacon 8ps en-GBДокумент296 страницManual Sivacon 8ps Planning With Sivacon 8ps en-GBAbez Five100% (1)
- 3281 enДокумент28 страниц3281 enJafarShojaОценок пока нет
- Grundig Classic 960 MANUALДокумент15 страницGrundig Classic 960 MANUALjuanp1020Оценок пока нет
- S202P-C40 Miniature Circuit Breaker - 2P - C - 40 A: Product-DetailsДокумент6 страницS202P-C40 Miniature Circuit Breaker - 2P - C - 40 A: Product-DetailsBilalОценок пока нет
- Chapter 3Документ7 страницChapter 3Viplav SachanОценок пока нет
- Specification For CNC MachineДокумент3 страницыSpecification For CNC MachineSONAL P JOSEPH 1561363Оценок пока нет
- Ic21 Sect 10 Pilot DevicesДокумент222 страницыIc21 Sect 10 Pilot DevicesFawzi AlzubairyОценок пока нет
- Self-Oscillating Half-Bridge Driver: Ir2153 (D) (S) & (PBF)Документ9 страницSelf-Oscillating Half-Bridge Driver: Ir2153 (D) (S) & (PBF)Javier ParedesОценок пока нет
- Altivar Process ATV6000 - ATV6000C163A6666NA3Документ3 страницыAltivar Process ATV6000 - ATV6000C163A6666NA3Emmanuel QuitosОценок пока нет
- Netbackup Cheat SheetДокумент7 страницNetbackup Cheat SheetSai100Оценок пока нет
- Milkytracker Guide: Milkytracker Manual Milkytracker Video Tutorial by Simon WesselДокумент9 страницMilkytracker Guide: Milkytracker Manual Milkytracker Video Tutorial by Simon WesselPavlowОценок пока нет
- ANPC-5L Technology Applied To Medium Voltage Variable Speed Drives ApplicationsДокумент8 страницANPC-5L Technology Applied To Medium Voltage Variable Speed Drives ApplicationsRen Hong GiangОценок пока нет
- SENG 440 Slides Lesson 01Документ21 страницаSENG 440 Slides Lesson 01mrgoboomОценок пока нет
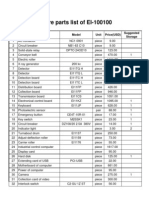
- Ei 100100Документ2 страницыEi 100100Tabassum BanuОценок пока нет
- Samsung Un24h4000af Un24h4000afxza Manual de UsuarioДокумент3 страницыSamsung Un24h4000af Un24h4000afxza Manual de UsuarioSaid Raúl Macías GonzálezОценок пока нет
- KontolДокумент144 страницыKontolAnonymous ssieDC50% (2)
- ARM Cortex M3 RegistersДокумент22 страницыARM Cortex M3 RegistersRaveendra Moodithaya100% (2)
- WPT 2 e 33Документ4 страницыWPT 2 e 33Julio Juarez RodriguezОценок пока нет
- Abs EdgeДокумент39 страницAbs Edgecorporacion corprosinfro100% (3)
- 1339fas-1271399 lt1339cswДокумент21 страница1339fas-1271399 lt1339cswMuhammad ShamrezОценок пока нет
- A Vision Based Method For Automatic Evaluation of Germination Rate of Rice SeedsДокумент3 страницыA Vision Based Method For Automatic Evaluation of Germination Rate of Rice SeedsVedha MuraliОценок пока нет
- WTLZ - Foxtech Fh-10z English ManualДокумент7 страницWTLZ - Foxtech Fh-10z English ManualSyed Omer AliОценок пока нет
- Datasheet LCDДокумент8 страницDatasheet LCDSebasXR100% (1)
- 2006 Electrical Component Location PDFДокумент187 страниц2006 Electrical Component Location PDFJairo RojasОценок пока нет
- Transmi Finals Set BДокумент10 страницTransmi Finals Set BKerwin TejucoОценок пока нет
- Buku ProgramДокумент17 страницBuku ProgramMieza Binti YusoffОценок пока нет
- APC Smart-UPS SC BrochureДокумент16 страницAPC Smart-UPS SC BrochurePTR77Оценок пока нет
- Pneumatic BikeДокумент20 страницPneumatic BikeAjithspykeОценок пока нет