Вам также может понравиться
- cetisPV Contact1Документ4 страницыcetisPV Contact1Venkatramana ThotaОценок пока нет
- Competencypp 189Документ16 страницCompetencypp 189rachita81Оценок пока нет
- Putting Performance and Happiness Together in The WorkplaceДокумент7 страницPutting Performance and Happiness Together in The WorkplaceVenkatramana ThotaОценок пока нет
- FundamentalsДокумент64 страницыFundamentalsVenkatramana ThotaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Chapter 12 - LCD and KeyboardДокумент27 страницChapter 12 - LCD and KeyboardAnkit KumarОценок пока нет
- Why study materials engineering in 40 charactersДокумент15 страницWhy study materials engineering in 40 charactersDuaa GadoraaОценок пока нет
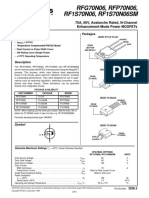
- Rfg70N06, Rfp70N06, Rf1S70N06, Rf1S70N06Sm: 70A, 60V, Avalanche Rated, N-Channel Enhancement-Mode Power MosfetsДокумент6 страницRfg70N06, Rfp70N06, Rf1S70N06, Rf1S70N06Sm: 70A, 60V, Avalanche Rated, N-Channel Enhancement-Mode Power MosfetsRomário CaribéОценок пока нет
- A 100-MHz 100-dB Operational Amplifier With Multipath Nested Miller Compensation StructureДокумент9 страницA 100-MHz 100-dB Operational Amplifier With Multipath Nested Miller Compensation StructureLuiz Henrique Silva Do NascimentoОценок пока нет
- Weg Cfw500 ManualДокумент161 страницаWeg Cfw500 Manuali_aordaz100% (1)
- CBSE Class 12 Physics Board Exam 2019: Most Important Topics and DerivationsДокумент8 страницCBSE Class 12 Physics Board Exam 2019: Most Important Topics and DerivationsSahil SainiОценок пока нет
- 18 A - Novel - 0.8-V - 79-nW - CMOS-Only - Voltage - Reference - With - 55-dB - PSRR - 100 - HZДокумент5 страниц18 A - Novel - 0.8-V - 79-nW - CMOS-Only - Voltage - Reference - With - 55-dB - PSRR - 100 - HZBalaramamurty SannidhiОценок пока нет
- Sensors in WordДокумент14 страницSensors in WorddawitОценок пока нет
- LEON3 SPARC Processor, The Past Present and FutureДокумент41 страницаLEON3 SPARC Processor, The Past Present and FutureBonnie ThompsonОценок пока нет
- HT855PF Service ManualДокумент69 страницHT855PF Service ManualGarlapati TrinadhОценок пока нет
- Making a Difference with MIPsДокумент8 страницMaking a Difference with MIPsAvinashОценок пока нет
- 74LS245Документ5 страниц74LS245William Antonio Membreno ChavezОценок пока нет
- A Self-Consistent Solution of Schrodinger Poisson Equations Using A Nonuniform MeshДокумент6 страницA Self-Consistent Solution of Schrodinger Poisson Equations Using A Nonuniform MeshGhasem AlahyarizadehОценок пока нет
- Az1084s PDFДокумент17 страницAz1084s PDFaldo_suviОценок пока нет
- 7214Документ12 страниц7214Dan EsentherОценок пока нет
- VLSI Lab Journal 1Документ98 страницVLSI Lab Journal 1KUMAR HIMANSHUОценок пока нет
- Physics Project On Optical Fiber and Its ApplicationsДокумент12 страницPhysics Project On Optical Fiber and Its ApplicationsShlok Sah60% (5)
- Fluke 8845A/8846A Digital Multimeters: Extended SpecificationsДокумент12 страницFluke 8845A/8846A Digital Multimeters: Extended SpecificationsSani PoulouОценок пока нет
- Datasheet FDP7N50Документ10 страницDatasheet FDP7N50Anonymous fAL3CNtUiОценок пока нет
- Tec 101 - 201 PDFДокумент2 страницыTec 101 - 201 PDFShrish KumarОценок пока нет
- Power Converters ProblemsДокумент2 страницыPower Converters Problemsramya sreeОценок пока нет
- CED CH 1 Introduction v1 03042018 095851AMДокумент7 страницCED CH 1 Introduction v1 03042018 095851AMRizwan AhemadОценок пока нет
- ICT CSS 9 Pre Test Post Test Questionnaire Answer Key1.1Документ6 страницICT CSS 9 Pre Test Post Test Questionnaire Answer Key1.1Jinky Barbie33% (3)
- Lab Manual: EGCI 232 Engineering ElectronicsДокумент26 страницLab Manual: EGCI 232 Engineering ElectronicsgapswitОценок пока нет
- Different Types of ProcessorsДокумент5 страницDifferent Types of Processorsநான் என் மக்கள் எனதுОценок пока нет
- Motor ControllerДокумент7 страницMotor ControllerOnupamОценок пока нет
- Slyt 802Документ8 страницSlyt 802batuhanОценок пока нет
- Open-Ended InverterДокумент2 страницыOpen-Ended InverterAkhter IqbalОценок пока нет
- Atlas DCA Pro (Model DCA75) Software Package Revisions: Latest Version at The TopДокумент2 страницыAtlas DCA Pro (Model DCA75) Software Package Revisions: Latest Version at The TopAirkid Discomovil JesusОценок пока нет
- Lecture 16 4 Quadrant Operation of Chopper PDFДокумент27 страницLecture 16 4 Quadrant Operation of Chopper PDFDiksha VermaОценок пока нет