Вам также может понравиться
- Registro para Protección AnticorrosivaДокумент2 страницыRegistro para Protección AnticorrosivaPacco Hm100% (1)
- Lista de Verificacion Del Procedimiento de Excavacion (Checklist)Документ5 страницLista de Verificacion Del Procedimiento de Excavacion (Checklist)Olarte R. PedroОценок пока нет
- FO-SIG-JEVIL-07 Inspección de Escaleras y AndamiosДокумент1 страницаFO-SIG-JEVIL-07 Inspección de Escaleras y AndamiosJuan Carlos Ramos SosaОценок пока нет
- Formato de Inspeccion de EslingasДокумент6 страницFormato de Inspeccion de EslingasJuan Sebastián Melo AriasОценок пока нет
- Inspección de Racks FPДокумент1 страницаInspección de Racks FPJOSGREHERCIS FP ARIAS FP100% (1)
- Inspeccion de Sistema de Carga - WincheДокумент5 страницInspeccion de Sistema de Carga - Winchejmedina_18Оценок пока нет
- Checklist de AndamioДокумент1 страницаChecklist de Andamiodocumentexchangeonly100% (1)
- Formato Inspección Anclaje PortatilДокумент1 страницаFormato Inspección Anclaje PortatilSergio AltamarОценок пока нет
- Cert GrilleteДокумент1 страницаCert GrilleteNicolas Espejo ChangОценок пока нет
- Plan de Respuesta A EmergenciasДокумент60 страницPlan de Respuesta A Emergenciasluis morfinОценок пока нет
- Ft-027 Cesta Colgant54da1e9b948a9Документ7 страницFt-027 Cesta Colgant54da1e9b948a9AlexanderCernaОценок пока нет
- Iper Eseasa 001 Armado GruaДокумент4 страницыIper Eseasa 001 Armado Gruaamendoxa. gricasaОценок пока нет
- Opf - 08 Reporte de Inspección MontacargasДокумент2 страницыOpf - 08 Reporte de Inspección MontacargasLEVI HERNANDEZОценок пока нет
- Check List B30.2Документ8 страницCheck List B30.2romeryОценок пока нет
- 04 MOT Armado-Desarmado de Grúa Eseasa-TechintДокумент21 страница04 MOT Armado-Desarmado de Grúa Eseasa-TechintARTURO MEGAОценок пока нет
- Hseq-L-2 Plan de Izaje de CargaДокумент29 страницHseq-L-2 Plan de Izaje de CargaLeomari Garcia100% (1)
- N20 Firmados RIG 04Документ9 страницN20 Firmados RIG 04rrobledo7385Оценок пока нет
- P - Base Pruebas de CargaДокумент4 страницыP - Base Pruebas de CargaDaniel MatizОценок пока нет
- 4x4 RefrescamientoДокумент36 страниц4x4 RefrescamientoCristian Rodrigo Gonzalez SoteloОценок пока нет
- GF-SSOMA-ES-16-FM-04 Check List Ganchos y Grilletes Ver.01Документ1 страницаGF-SSOMA-ES-16-FM-04 Check List Ganchos y Grilletes Ver.01Alex Ares HumelОценок пока нет
- Formato Inspeccion de GrilletesДокумент2 страницыFormato Inspeccion de GrilletesCinthia Paola Ninaquspe MarronОценок пока нет
- Laps IzamientoДокумент47 страницLaps IzamientoEstefania OlivaresОценок пока нет
- For-19 Revision de AndamiosДокумент1 страницаFor-19 Revision de AndamiosHeider Castro MedinaОценок пока нет
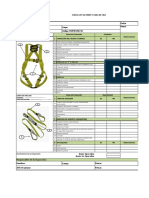
- Check List de Arnes y Línea de VidaДокумент1 страницаCheck List de Arnes y Línea de VidaCarlos Cardenas VilcaОценок пока нет
- Manual Participantes BSPBДокумент94 страницыManual Participantes BSPBJesus Manuel GonzalezОценок пока нет
- Prensa CablesДокумент4 страницыPrensa CablesDiego TrinidadОценок пока нет
- 2GDLSEG017 Procedimiento para Uso de Escaleras Portatiles v00Документ11 страниц2GDLSEG017 Procedimiento para Uso de Escaleras Portatiles v00Francisco Javier Vargas ChavezОценок пока нет
- Polipastos Manuales Amenabar PDFДокумент5 страницPolipastos Manuales Amenabar PDFCarlos Alonso GОценок пока нет
- CT-MINSUR-HSE-PET-002 Rev.0 Armado y Desarmado de Andamios MultidireccionalesДокумент18 страницCT-MINSUR-HSE-PET-002 Rev.0 Armado y Desarmado de Andamios MultidireccionalesJorgeluiss AragonОценок пока нет
- Procedimientos de Inspección de PolipastosДокумент6 страницProcedimientos de Inspección de PolipastosflorencioОценок пока нет
- Ssoma Reg Ins 11 00 Inspeccion de Tanques A PresionДокумент1 страницаSsoma Reg Ins 11 00 Inspeccion de Tanques A PresionChristian Joseph Encinas YanaricoОценок пока нет
- PSGCC Operaciones de IzajeДокумент10 страницPSGCC Operaciones de IzajePablo Enrique gallardo salasОценок пока нет
- Formato Inspeccion A Plantas de SoldarДокумент1 страницаFormato Inspeccion A Plantas de SoldarNorma MartinezОценок пока нет
- Presentación Eslingas SinteticasДокумент21 страницаPresentación Eslingas SinteticasJonatan GarciaОценок пока нет
- Presentación Montacargas 2017Документ53 страницыPresentación Montacargas 2017red_rex666100% (1)
- Catalogo EscaleraДокумент13 страницCatalogo EscaleraEvelyn MejíasОценок пока нет
- 06 Inspeccion de AndamiosДокумент2 страницы06 Inspeccion de Andamiossofia escutiaОценок пока нет
- FR-MK-SSOMA-017 Reporte de Inspección de SeguridadДокумент3 страницыFR-MK-SSOMA-017 Reporte de Inspección de SeguridadFrancis LinoОценок пока нет
- Constant ForceДокумент3 страницыConstant ForceMauricio SosaОценок пока нет
- Canastilla 300a Tracevia de MexicoДокумент41 страницаCanastilla 300a Tracevia de Mexicospider3486100% (1)
- Quinta Rueda TRJ-300Документ1 страницаQuinta Rueda TRJ-300Carlos Reina100% (1)
- Procedimiento Trabajos en AlturaДокумент4 страницыProcedimiento Trabajos en AlturaJuan Carlos Sarmiento MuñozОценок пока нет
- Check List Operador de Grúa MóvilДокумент4 страницыCheck List Operador de Grúa Móvildanielast90Оценок пока нет
- Tensores de Carga CrosbyДокумент1 страницаTensores de Carga CrosbyCesarVincesFoxОценок пока нет
- SGI-IE.04.05 Transporte de Hidrocarburos en CisternasДокумент4 страницыSGI-IE.04.05 Transporte de Hidrocarburos en CisternasRoy RamosОценок пока нет
- Procedimiento de Inspeccion A Bloques de Poleas Norma Pdvsa Pi - 15!01!05Документ6 страницProcedimiento de Inspeccion A Bloques de Poleas Norma Pdvsa Pi - 15!01!05bmelendeОценок пока нет
- FR-MK-SSOMA-059 Check List de Inspección de Compresora de AireДокумент3 страницыFR-MK-SSOMA-059 Check List de Inspección de Compresora de AireFrancis Lino100% (1)
- Si-S-30.pdf NUEVAДокумент46 страницSi-S-30.pdf NUEVAHendris ZabalaОценок пока нет
- Inspección de EscalerasДокумент2 страницыInspección de Escaleraspcamacho26100% (1)
- Lj-Sig-Sst-F-006 Inspeccion de ExtintoresДокумент2 страницыLj-Sig-Sst-F-006 Inspeccion de ExtintoresALEJANDRA VARGASОценок пока нет
- Control de Variables Esenciales de Soldadura WPS-AWS-D1.1-1089-2012Документ2 страницыControl de Variables Esenciales de Soldadura WPS-AWS-D1.1-1089-2012Hector Eduardo Fernandez Varela100% (1)
- Inspección de EscalerasДокумент1 страницаInspección de EscalerasAlejandroОценок пока нет
- Procedimiento de Inspeccion de GrilletesДокумент6 страницProcedimiento de Inspeccion de GrilletesJOSE SANCHEZ100% (1)
- PLOG-SGM-PGA-7.2.2 Procedimiento Sistema de Gestion de Riesgo 18012017. OKДокумент23 страницыPLOG-SGM-PGA-7.2.2 Procedimiento Sistema de Gestion de Riesgo 18012017. OKRael CabreraОценок пока нет
- Guía Programa Espacios ConfinadosДокумент30 страницGuía Programa Espacios Confinadosdarwin andresОценок пока нет
- RI-GRE-P006 Ejercicos de Respuesta A Emergencias-SimulacrosДокумент8 страницRI-GRE-P006 Ejercicos de Respuesta A Emergencias-SimulacrosJENNY RAMOSОценок пока нет
- Plan de Izaje Con GrúaДокумент9 страницPlan de Izaje Con GrúairvinОценок пока нет
- Auditoria Efectiva - PresentaciónДокумент90 страницAuditoria Efectiva - PresentaciónManolo OlanОценок пока нет
- Instructivo TC-GO-IT-055 Accesorios de IzajeДокумент69 страницInstructivo TC-GO-IT-055 Accesorios de IzajeCarlos Felipe Orjuela RamírezОценок пока нет
- Pca-021 Reparacion de SoldadurasДокумент10 страницPca-021 Reparacion de SoldadurasJuan Eduardo JeRicoОценок пока нет
- Formato de Reporte de Fallas de Mantenimiento PDFДокумент1 страницаFormato de Reporte de Fallas de Mantenimiento PDFMike Guerreros100% (2)
- Plan de Trabajo - Minera Las BambasДокумент5 страницPlan de Trabajo - Minera Las BambasMike GuerrerosОценок пока нет
- 1 Camion Pluma Nivel IДокумент23 страницы1 Camion Pluma Nivel ICARLOSОценок пока нет
- Título Del Documento - Procedimiento de Mantenimiento Preventivo y Correctivo ÍndiceДокумент5 страницTítulo Del Documento - Procedimiento de Mantenimiento Preventivo y Correctivo ÍndiceMike GuerrerosОценок пока нет
- Plantilla - Gruas MovilesДокумент6 страницPlantilla - Gruas MovilesMike GuerrerosОценок пока нет
- Manual Linea-3 19 Bomba Tipo K y Q (03-2015) PDFДокумент28 страницManual Linea-3 19 Bomba Tipo K y Q (03-2015) PDFMike GuerrerosОценок пока нет
- Ficha Técnica Grua Torre 100EL6Документ6 страницFicha Técnica Grua Torre 100EL6Mike GuerrerosОценок пока нет
- Planeación Didáctica - QG - 24-2 - AHAДокумент14 страницPlaneación Didáctica - QG - 24-2 - AHAGiovanny MendezОценок пока нет
- Inyecciones de ConsolidaciónДокумент14 страницInyecciones de ConsolidaciónJhonHernandezCОценок пока нет
- Informe 4 Laboratorio QuímicaДокумент7 страницInforme 4 Laboratorio Químicacesar HBОценок пока нет
- Papel de Los Fluidos en La Formación de Yacimientos MineralesДокумент4 страницыPapel de Los Fluidos en La Formación de Yacimientos Mineralescaleb guevaraОценок пока нет
- Vicerrectorado BarquisimetoДокумент98 страницVicerrectorado BarquisimetoAnthony Rojas LopezОценок пока нет
- Ley de Los Gases FicoДокумент47 страницLey de Los Gases Ficoelver regalado goicocheaОценок пока нет
- Unidad I Fisicoquimica II 2020Документ14 страницUnidad I Fisicoquimica II 2020Antonela YanethОценок пока нет
- Estado de ArteДокумент2 страницыEstado de ArteLuis LeyvaОценок пока нет
- FDS - Victory Power QuatДокумент2 страницыFDS - Victory Power QuatMarcia LópezОценок пока нет
- Tema 9 Bacterias AnaerobiasДокумент76 страницTema 9 Bacterias AnaerobiasJesus VilchezОценок пока нет
- Trabalenguas Expresion Oral Atencion y MemorizacionДокумент13 страницTrabalenguas Expresion Oral Atencion y MemorizacionkarulkeОценок пока нет
- Clase IR PDFДокумент41 страницаClase IR PDFGaston GomezОценок пока нет
- Sikasil 728 SL PDSДокумент3 страницыSikasil 728 SL PDSRodrigo GuevaraОценок пока нет
- Ensayos No DestructivosДокумент27 страницEnsayos No DestructivosJuan Ferney Teran PuertaОценок пока нет
- Planeamiento de Minas de Minera CondestableДокумент57 страницPlaneamiento de Minas de Minera CondestableLuis Castillo CapchaОценок пока нет
- Solidos No CristalinosДокумент11 страницSolidos No CristalinosyuliОценок пока нет
- CCBB. Tema 1. El Atomo (Clase 1)Документ42 страницыCCBB. Tema 1. El Atomo (Clase 1)Jorgito LeccionesОценок пока нет
- ENLACES MÚLTIPLEs TRABAJOДокумент8 страницENLACES MÚLTIPLEs TRABAJOJonathan Agudelo33% (3)
- Agitador de Baja Velocidad Pint.Документ46 страницAgitador de Baja Velocidad Pint.Wilder FloresОценок пока нет
- Pegacor Tablon y Gres Ficha TecnicaДокумент3 страницыPegacor Tablon y Gres Ficha Tecnicajoseph_loperaОценок пока нет
- Cuestionario Previo 5Документ5 страницCuestionario Previo 5Elias Cruz JimenezОценок пока нет
- Expediente Tecnico de Reparacion de Sardineles y PavimentosДокумент32 страницыExpediente Tecnico de Reparacion de Sardineles y PavimentosDavid RodriguezОценок пока нет
- Exposicion Propiedades Fisicas y Quimicas de La MateriaДокумент17 страницExposicion Propiedades Fisicas y Quimicas de La Materiaalexander duarte50% (2)
- Interlayer PujolДокумент8 страницInterlayer PujolrasheedgotzОценок пока нет
- 3ro 3 Kimberly Barja Poma - Ciencia y Tecnologia INFORME de INDAGACIONДокумент6 страниц3ro 3 Kimberly Barja Poma - Ciencia y Tecnologia INFORME de INDAGACIONLeticiaОценок пока нет
- 501223730-1-Taller-Formas-Farmaceuticas 01Документ7 страниц501223730-1-Taller-Formas-Farmaceuticas 01Yuri Carrasco ReateguiОценок пока нет
- Visita Técnica Realizada A La Mina HuaratoДокумент4 страницыVisita Técnica Realizada A La Mina HuaratoFredy Solano PimentelОценок пока нет
- Analisis Instrumental en Calidad Del AireДокумент30 страницAnalisis Instrumental en Calidad Del AireYomar Garcia TrujilloОценок пока нет
- Rendimientos PDFДокумент175 страницRendimientos PDFA-Mishel RivasplataОценок пока нет