Вам также может понравиться
- Proposed Validation Standard vs-1Документ20 страницProposed Validation Standard vs-1QuimitrisОценок пока нет
- Proposed Validation Standard Vs-2: Computer-Related System ValidationДокумент21 страницаProposed Validation Standard Vs-2: Computer-Related System Validationanon-264142Оценок пока нет
- Computer Validation StandardsДокумент21 страницаComputer Validation Standardssaidvaret100% (1)
- Oral Solid Dosage Forms Pre - Post Approval Issues (1 - 94) - FDAДокумент20 страницOral Solid Dosage Forms Pre - Post Approval Issues (1 - 94) - FDAJENNIFERОценок пока нет
- Astm GuideДокумент2 страницыAstm GuideVijay BhosaleОценок пока нет
- White Paper FDA Process Validation Guidance UpdateДокумент9 страницWhite Paper FDA Process Validation Guidance UpdateSarat KumarОценок пока нет
- Astm 2500Документ9 страницAstm 2500Edgar Levi Plasencia CotrinaОценок пока нет
- The History & Future of ValidationДокумент9 страницThe History & Future of Validationqac gmpОценок пока нет
- Ispe Org Pharmaceutical Engineering March April 2021 HistoryДокумент10 страницIspe Org Pharmaceutical Engineering March April 2021 HistorySrinivasaRaoОценок пока нет
- What Is Test Method QualificationДокумент11 страницWhat Is Test Method Qualificationvg_vvgОценок пока нет
- Process Capability EngДокумент11 страницProcess Capability EngApoloTrevinoОценок пока нет
- 2.10 Risk-Based Qualification For The 21st CenturyДокумент7 страниц2.10 Risk-Based Qualification For The 21st CenturyJorge Humberto HerreraОценок пока нет
- Qualification of Analytical Instruments For Use in Pharmaceutical Industry-A Scientific ApproachДокумент23 страницыQualification of Analytical Instruments For Use in Pharmaceutical Industry-A Scientific Approachmicrobioasturias100% (4)
- Oral Solid Dosage Forms PreДокумент16 страницOral Solid Dosage Forms PrePatel VinayОценок пока нет
- CriticalLenses BME Design 2Документ22 страницыCriticalLenses BME Design 2botchwaylilian17Оценок пока нет
- Guideline Supplier Qualification - Contract Labs Final - Jan 2012Документ22 страницыGuideline Supplier Qualification - Contract Labs Final - Jan 2012nsk79in@gmail.com100% (1)
- 13mj BoatmanДокумент6 страниц13mj Boatmanhyde2520015754Оценок пока нет
- Section VIIIДокумент96 страницSection VIIISri RahayuОценок пока нет
- Commissioning and Qualification ASTM ApproachДокумент0 страницCommissioning and Qualification ASTM Approachvenki_beeОценок пока нет
- Process Validation Guidelines PDFДокумент13 страницProcess Validation Guidelines PDFran_ooОценок пока нет
- 2 Good Documentation Practices 0 PDFДокумент6 страниц2 Good Documentation Practices 0 PDFNitinPrachiJainОценок пока нет
- Process Validation USFDA Vs E2500Документ0 страницProcess Validation USFDA Vs E2500vg_vvgОценок пока нет
- Quality ControlДокумент15 страницQuality Controlحسام الدين الحيفيОценок пока нет
- Most Frequently Asked Questions: Page 1 of 6Документ66 страницMost Frequently Asked Questions: Page 1 of 6shanmukha2007Оценок пока нет
- Qualification of Analytical Instruments For Use in The Pharmaceutical Industry: A Scientific ApproachДокумент9 страницQualification of Analytical Instruments For Use in The Pharmaceutical Industry: A Scientific ApproachamgranadosvОценок пока нет
- Validation Good Practice, Long But Perfect. Recommended !Документ177 страницValidation Good Practice, Long But Perfect. Recommended !mohammed goudaОценок пока нет
- Certified Pharmaceutical Good Manufacturing Practices ProfessionalДокумент16 страницCertified Pharmaceutical Good Manufacturing Practices ProfessionalMohammed S.Gouda100% (1)
- Pharma Questions PDFДокумент71 страницаPharma Questions PDFDipesh BardoliaОценок пока нет
- TempДокумент15 страницTempDesi TravelsОценок пока нет
- VMP GuideДокумент6 страницVMP GuidedsevolveОценок пока нет
- JYPharm 3 138Документ14 страницJYPharm 3 138j_bianca2006Оценок пока нет
- Guideline On General Principles of Process ValidationДокумент15 страницGuideline On General Principles of Process ValidationRambabu komati - QAОценок пока нет
- Safety Testing of Medical Electrical Equipment With and ProblemsДокумент38 страницSafety Testing of Medical Electrical Equipment With and ProblemsFaiz Zeo XiiОценок пока нет
- KettlewellДокумент8 страницKettlewellMusab HashmiОценок пока нет
- ECPD - DT03 - ISO 13485 - 2016 LA - Day 3 Daily TestДокумент5 страницECPD - DT03 - ISO 13485 - 2016 LA - Day 3 Daily TestSandeep kulkarniОценок пока нет
- Cosmetic GMP Guidance For IndustryДокумент11 страницCosmetic GMP Guidance For IndustrySadao MatsumotoОценок пока нет
- The Pharma Professionals Interview Guide PDFДокумент48 страницThe Pharma Professionals Interview Guide PDFAjit Lonkar100% (1)
- Reasons, Regulations, and Rules: A Guide To The Validation Master Plan (VMP)Документ6 страницReasons, Regulations, and Rules: A Guide To The Validation Master Plan (VMP)carbouОценок пока нет
- Quality Assurance Question BankДокумент72 страницыQuality Assurance Question BankMuhammad Noman bin FiazОценок пока нет
- Comparison Bet. US FDA, USP & ICH GuidelinesДокумент10 страницComparison Bet. US FDA, USP & ICH GuidelinesRavi KantОценок пока нет
- TempДокумент15 страницTempDesi TravelsОценок пока нет
- TRS961 Annex7Документ25 страницTRS961 Annex7Tahir KhanОценок пока нет
- Pharmaceutical QA Interview Questions and AnswersДокумент16 страницPharmaceutical QA Interview Questions and AnswersFamidur RsОценок пока нет
- An Overview of Pharmaceutical Process Validation and Process Control Variables of Tablets Manufacturing Processes in IndustryДокумент16 страницAn Overview of Pharmaceutical Process Validation and Process Control Variables of Tablets Manufacturing Processes in Industrynsk79in@gmail.comОценок пока нет
- Frequently Asked QuestionsДокумент10 страницFrequently Asked QuestionsAndre ManabatОценок пока нет
- Good Laboratory PracticeДокумент132 страницыGood Laboratory PracticeMentewab EthiopiaОценок пока нет
- Guideline On General Principles of Process ValidationДокумент23 страницыGuideline On General Principles of Process ValidationI-Sun Deep Mohan TeaОценок пока нет
- Quality Assurance in Blood BankingДокумент3 страницыQuality Assurance in Blood BankingsobraGandaОценок пока нет
- Writing SOPДокумент61 страницаWriting SOPMartin Julyfer Gurning100% (1)
- Guideline Supplier QualificationДокумент21 страницаGuideline Supplier QualificationHamid HamidОценок пока нет
- Norms and Standards: Good Review Practices: Guidelines For National and Regional Regulatory AuthoritiesДокумент6 страницNorms and Standards: Good Review Practices: Guidelines For National and Regional Regulatory AuthoritiesadhanazharyОценок пока нет
- Oq & PQДокумент15 страницOq & PQDrSyeda RimaОценок пока нет
- Gas ChromatographyДокумент26 страницGas ChromatographyPoornima JadhavОценок пока нет
- Global Medical Device Regulatory Strategy Second Edition Sample ChapterДокумент23 страницыGlobal Medical Device Regulatory Strategy Second Edition Sample ChapterGinnie Nguyen100% (1)
- Annex 7: WHO Guidelines On Transfer of Technology in Pharmaceutical ManufacturingДокумент25 страницAnnex 7: WHO Guidelines On Transfer of Technology in Pharmaceutical ManufacturingEkin Duran100% (1)
- A Primer Good Laboratory Practice and Current Good Manufacturing PracticeДокумент132 страницыA Primer Good Laboratory Practice and Current Good Manufacturing PracticeLeonardo LugoОценок пока нет
- Practical Approaches to Method Validation and Essential Instrument QualificationОт EverandPractical Approaches to Method Validation and Essential Instrument QualificationОценок пока нет
- Vet ToxicologyДокумент211 страницVet ToxicologyLeo PerezОценок пока нет
- Cork Pig and Poultry DiseasesДокумент17 страницCork Pig and Poultry DiseasesLeo PerezОценок пока нет
- Bovine Spongiform Encephalopathy: OIE Terrestrial Manual 2008 671Документ12 страницBovine Spongiform Encephalopathy: OIE Terrestrial Manual 2008 671Leo PerezОценок пока нет
- Detection of Abnormal Stallion Sperm Cells by Using The Feulgen StainДокумент2 страницыDetection of Abnormal Stallion Sperm Cells by Using The Feulgen StainLeo PerezОценок пока нет
- Effects On Cattle of Transport by Road For Up To 15 HoursДокумент8 страницEffects On Cattle of Transport by Road For Up To 15 HoursLeo PerezОценок пока нет
- Welfare of Animals During TransportДокумент130 страницWelfare of Animals During TransportLeo PerezОценок пока нет
- Animal IdentificationДокумент11 страницAnimal IdentificationLeo PerezОценок пока нет
- Pharmacological Organization of The CNSДокумент8 страницPharmacological Organization of The CNSLeo PerezОценок пока нет
- Clostridium DifficileДокумент7 страницClostridium DifficileLeo PerezОценок пока нет
- Lab 3 Handout Cell Structure and FunctionДокумент10 страницLab 3 Handout Cell Structure and FunctionLeo PerezОценок пока нет
- A Concise Guide To The Microbial and Parasitic Diseases of HorsesДокумент82 страницыA Concise Guide To The Microbial and Parasitic Diseases of HorsesLeo PerezОценок пока нет
- AnaesthesiaДокумент2 страницыAnaesthesiaLeo PerezОценок пока нет
- UCSF Laboratory Animal Resource Center Guidelines For Aseptic Surgery (Non-Rodents)Документ5 страницUCSF Laboratory Animal Resource Center Guidelines For Aseptic Surgery (Non-Rodents)Leo PerezОценок пока нет
- Conservation and Human Needs: Comment The Veterinary Record, November 12, 1994, Vol 135, Page 465Документ11 страницConservation and Human Needs: Comment The Veterinary Record, November 12, 1994, Vol 135, Page 465Leo PerezОценок пока нет
- Animals in Sport: Games People Play With AnimalsДокумент15 страницAnimals in Sport: Games People Play With AnimalsLeo PerezОценок пока нет
- Comment: Towards A Standard MicrochipДокумент54 страницыComment: Towards A Standard MicrochipLeo PerezОценок пока нет
- Bio Gas: Experiments With Energy Background InformationДокумент1 страницаBio Gas: Experiments With Energy Background InformationLeo PerezОценок пока нет
- Canine Ureteral Ectopia: An Analysis of 175 Cases and Comparison of Surgical TreatmentsДокумент18 страницCanine Ureteral Ectopia: An Analysis of 175 Cases and Comparison of Surgical TreatmentsLeo PerezОценок пока нет
- Compounds and Formulae: Ammonia Carbon Dioxide MethaneДокумент7 страницCompounds and Formulae: Ammonia Carbon Dioxide MethaneLeo PerezОценок пока нет
- Solanine PoisoningДокумент47 страницSolanine PoisoningLeo PerezОценок пока нет
- Es 590Документ35 страницEs 590Adnan BeganovicОценок пока нет
- Blockchain Unit Wise Question BankДокумент3 страницыBlockchain Unit Wise Question BankMeghana50% (4)
- PETRO TCS Engineering Manual 682Документ44 страницыPETRO TCS Engineering Manual 682paulm3565Оценок пока нет
- Memorandum of AgreementДокумент6 страницMemorandum of AgreementJomar JaymeОценок пока нет
- Partnership Law (Chapter 1 and 2) - ReviewerДокумент9 страницPartnership Law (Chapter 1 and 2) - ReviewerJeanne Marie0% (1)
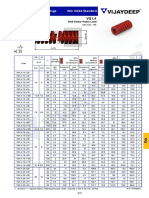
- Rectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadДокумент3 страницыRectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadbashaОценок пока нет
- OSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Документ1 544 страницыOSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Oscar Behrens ZepedaОценок пока нет
- VAT (Chapter 8 Compilation of Summary)Документ36 страницVAT (Chapter 8 Compilation of Summary)Dianne LontacОценок пока нет
- 1 General: Fig. 1.1 Industrial RobotДокумент40 страниц1 General: Fig. 1.1 Industrial RobotArunОценок пока нет
- FinTech RegTech and SupTech - What They Mean For Financial Supervision FINALДокумент19 страницFinTech RegTech and SupTech - What They Mean For Financial Supervision FINALirvandi syahputraОценок пока нет
- Presentation The New Condominium Rules 9 1 2018 PDFДокумент35 страницPresentation The New Condominium Rules 9 1 2018 PDFYe AungОценок пока нет
- Scrum Gantt Chart With BurndownДокумент4 страницыScrum Gantt Chart With BurndownAsma Afreen ChowdaryОценок пока нет
- Chapter 3 - A Top-Level View of Computer Function and InterconnectionДокумент8 страницChapter 3 - A Top-Level View of Computer Function and InterconnectionChu Quang HuyОценок пока нет
- Mysuru Royal Institute of Technology. Mandya: Question Bank-1Документ2 страницыMysuru Royal Institute of Technology. Mandya: Question Bank-1chaitragowda213_4732Оценок пока нет
- 11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsДокумент6 страниц11 - Savulescu Et Al (2020) - Equality or Utility. Ethics and Law of Rationing VentilatorsCorrado BisottoОценок пока нет
- Aml Questionnaire For Smes: CheduleДокумент5 страницAml Questionnaire For Smes: CheduleHannah CokerОценок пока нет
- Definition of Sustainable Packaging PDFДокумент10 страницDefinition of Sustainable Packaging PDFProf C.S.PurushothamanОценок пока нет
- BSC IT SyllabusДокумент32 страницыBSC IT Syllabusஜூலியன் சத்தியதாசன்Оценок пока нет
- Too Much Time in Social Media and Its Effects On The 2nd Year BSIT Students of USTPДокумент48 страницToo Much Time in Social Media and Its Effects On The 2nd Year BSIT Students of USTPLiam FabelaОценок пока нет
- Comprehensive Case 2 - QuestionДокумент7 страницComprehensive Case 2 - QuestionPraveen RoshenОценок пока нет
- 3a. Systems Approach To PoliticsДокумент12 страниц3a. Systems Approach To PoliticsOnindya MitraОценок пока нет
- Lab ManualДокумент15 страницLab ManualsamyukthabaswaОценок пока нет
- Stps 20 H 100 CTДокумент8 страницStps 20 H 100 CTPablo Cruz ArchundiaОценок пока нет
- Summary Studying Public Policy Michael Howlett CompleteДокумент28 страницSummary Studying Public Policy Michael Howlett CompletefadwaОценок пока нет
- FranchisingДокумент38 страницFranchisingprasadmahajan26100% (1)
- Chap 14Документ31 страницаChap 14Dipti Bhavin DesaiОценок пока нет
- Baling Press: Model: LB150S Article No: L17003 Power SupplyДокумент2 страницыBaling Press: Model: LB150S Article No: L17003 Power SupplyNavaneeth PurushothamanОценок пока нет
- JKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralДокумент270 страницJKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralYamie Rozman100% (1)
- Audi Navigation System Plus - MMI Operating ManualДокумент100 страницAudi Navigation System Plus - MMI Operating ManualchillipaneerОценок пока нет
- ABAP On HANA Interview QuestionsДокумент26 страницABAP On HANA Interview QuestionsNagesh reddyОценок пока нет