Вам также может понравиться
- Plant Design & CV SelectionДокумент7 страницPlant Design & CV SelectionIAmaeyОценок пока нет
- Dynamic Process Simulation When Do We Really Need ItДокумент4 страницыDynamic Process Simulation When Do We Really Need ItDenis GontarevОценок пока нет
- Process Simulation Essentials - Example BookДокумент63 страницыProcess Simulation Essentials - Example BookRebeca LópezОценок пока нет
- Aspen Plus® Tips: Tips and Frequently Asked QuestionsДокумент16 страницAspen Plus® Tips: Tips and Frequently Asked QuestionsayshahrosliОценок пока нет
- Chemicalengineeringmagzinenov2012 PDFДокумент77 страницChemicalengineeringmagzinenov2012 PDF施君儒Оценок пока нет
- Select Best Model Two-Phase Relief Sizing: The ForДокумент9 страницSelect Best Model Two-Phase Relief Sizing: The ForjowarОценок пока нет
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFДокумент5 страницPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263Оценок пока нет
- Processing May 2013Документ119 страницProcessing May 2013triuneenergy100% (1)
- Engineering 2012 02Документ58 страницEngineering 2012 02triuneenergyОценок пока нет
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansДокумент8 страницKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjОценок пока нет
- Tower Line Size Criteria PDFДокумент1 страницаTower Line Size Criteria PDFBurhanОценок пока нет
- Kettle TrouhleshootingДокумент8 страницKettle TrouhleshootingForcus onОценок пока нет
- So Many Tuning Rules, So Little Time: Control Talk ColumnsДокумент36 страницSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaОценок пока нет
- Gas Blowby - An Overview - ScienceDirect TopicsДокумент15 страницGas Blowby - An Overview - ScienceDirect TopicsWin Thi HaОценок пока нет
- Microreactors: W. Ehrfeld, V. Hessel, H. LöweДокумент20 страницMicroreactors: W. Ehrfeld, V. Hessel, H. LöweAnonymous Ksq1dyPRhОценок пока нет
- EI Regulator Station Handbook TDC UKДокумент32 страницыEI Regulator Station Handbook TDC UKupesddn2010Оценок пока нет
- Heat-Exchanger Bypass Control: William L. LuybenДокумент9 страницHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- SulzerДокумент3 страницыSulzerVladimir AleksandrovОценок пока нет
- H2O2 TechnologyДокумент3 страницыH2O2 TechnologyalijadoonОценок пока нет
- High Performance Trays PDFДокумент9 страницHigh Performance Trays PDFAlan ChewОценок пока нет
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7От EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Оценок пока нет
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFДокумент9 страницXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraОценок пока нет
- 08b PDFДокумент38 страниц08b PDFProcess EngineerОценок пока нет
- Reboilers & VaporisersДокумент17 страницReboilers & VaporisersKamran MalikОценок пока нет
- Reciprocating Compressors in A Hydrogen Plant 2016Документ5 страницReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreОценок пока нет
- 1 s2.0 S1226086X14001221 MainДокумент6 страниц1 s2.0 S1226086X14001221 MainJorge Rodriguez HerreraОценок пока нет
- ChemicalEngineering Chemical Engineering June 2023Документ56 страницChemicalEngineering Chemical Engineering June 2023Mauricio Huerta jaraОценок пока нет
- H P 2011 02 PDFДокумент97 страницH P 2011 02 PDFErvin WatzlawekОценок пока нет
- DWCДокумент10 страницDWCkennethmsorianoОценок пока нет
- Using Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFДокумент8 страницUsing Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFonizuka-t2263Оценок пока нет
- Control and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineДокумент12 страницControl and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineAugusto ManuelОценок пока нет
- Line Sizing CriteriaДокумент5 страницLine Sizing CriteriaBILAL ILYASОценок пока нет
- Aqueous Solubility of Inorganic Compounds at Various TemperaturesДокумент9 страницAqueous Solubility of Inorganic Compounds at Various TemperaturesterrorfordОценок пока нет
- Rectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream GasificationДокумент34 страницыRectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream Gasificationpippo2378793Оценок пока нет
- Vacuum Unit Pressure Control PTQ Revamps 2006Документ5 страницVacuum Unit Pressure Control PTQ Revamps 2006majope1966Оценок пока нет
- March 2014Документ76 страницMarch 2014jpsi6Оценок пока нет
- Ethylene Dichloride ManufacturerДокумент5 страницEthylene Dichloride Manufacturerbarus goldenОценок пока нет
- October 2013Документ68 страницOctober 2013jpsi6Оценок пока нет
- April 2014 - Chemical Engineering - P&ID DEvelopment PDFДокумент86 страницApril 2014 - Chemical Engineering - P&ID DEvelopment PDFRonak KapadiaОценок пока нет
- 14 Hot Oil Systems v3Документ14 страниц14 Hot Oil Systems v3sssss100% (1)
- DYNSIM Tutorial Reverse FlowДокумент50 страницDYNSIM Tutorial Reverse FlowsegunoyesОценок пока нет
- Desuperheater That Combines Proven Technologies For Better Operational EconomyДокумент4 страницыDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Оценок пока нет
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Документ39 страницUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaОценок пока нет
- Gulfpub HP 201811Документ93 страницыGulfpub HP 201811avinashpatil2408Оценок пока нет
- Proper Piping For Vacuum SystemsДокумент5 страницProper Piping For Vacuum SystemsDowni Oader100% (1)
- For Exchanger Tube Rupture PDFДокумент3 страницыFor Exchanger Tube Rupture PDFNikhil DivateОценок пока нет
- Aspen Simulation Workbook Webinar FAQДокумент3 страницыAspen Simulation Workbook Webinar FAQluaweb123Оценок пока нет
- Orifice Plate Calculator Flow Rate Pressure DropДокумент3 страницыOrifice Plate Calculator Flow Rate Pressure Dropredroom31100% (1)
- IntroKGTowerV2 0 PDFДокумент14 страницIntroKGTowerV2 0 PDFrasyid93Оценок пока нет
- A D B C: Steam Ejector Hybrid Systems in The Chemical IndustryДокумент4 страницыA D B C: Steam Ejector Hybrid Systems in The Chemical IndustryAjiОценок пока нет
- Avoid Pressure-Relief System PitfallsДокумент8 страницAvoid Pressure-Relief System PitfallschublackОценок пока нет
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОт EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationОценок пока нет
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4От EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Рейтинг: 5 из 5 звезд5/5 (1)
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979От EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonОценок пока нет
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowДокумент1 страницаFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsДокумент1 страницаFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsДокумент1 страницаFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementДокумент1 страницаFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentДокумент1 страницаFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201006-Fluid MechanicsДокумент1 страницаFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201011-Viscosity MeasurementДокумент1 страницаFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263Оценок пока нет
- Controlling membrane foulingДокумент1 страницаControlling membrane foulingonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Документ1 страницаFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263Оценок пока нет
- CHE Facts 0410Документ1 страницаCHE Facts 0410gwinnruОценок пока нет
- Facts at Your Fingertips-201102-Control Valve Position SensorsДокумент1 страницаFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263Оценок пока нет
- Heat Transfer Fluids: System FiltrationДокумент1 страницаHeat Transfer Fluids: System Filtrationonizuka-t2263Оценок пока нет
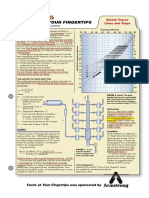
- Steam Tracer Lines and Traps GuideДокумент1 страницаSteam Tracer Lines and Traps Guideonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFДокумент1 страницаFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Оценок пока нет
- Steam Tracer Lines and Traps GuideДокумент1 страницаSteam Tracer Lines and Traps Guideonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFДокумент1 страницаFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsДокумент1 страницаFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201002-Positive Displacement PumpsДокумент1 страницаFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201002-Positive Displacement PumpsДокумент1 страницаFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201001-Low-Pressure MeasurementДокумент1 страницаFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Оценок пока нет
- CHE Facts 0410Документ1 страницаCHE Facts 0410gwinnruОценок пока нет
- Facts at Your Fingertips-201001-Low-Pressure MeasurementДокумент1 страницаFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200909-Heat Transfer System Design IIДокумент1 страницаFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsДокумент1 страницаFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263Оценок пока нет
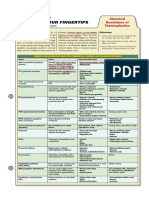
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsДокумент1 страницаFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263Оценок пока нет
- Adsorption PDFДокумент1 страницаAdsorption PDFrasik.kiraneОценок пока нет
- Facts at Your Fingertips-200907-Flowmeter SelectionДокумент2 страницыFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263Оценок пока нет
- Above and Underground Storage Tanks PDFДокумент1 страницаAbove and Underground Storage Tanks PDFrasik.kiraneОценок пока нет
- Specialty metals guide corrosion resistance and propertiesДокумент1 страницаSpecialty metals guide corrosion resistance and propertiesonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200905-Choosing A Control SystemДокумент1 страницаFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263Оценок пока нет
- Borang KWLДокумент2 страницыBorang KWLjp siaОценок пока нет
- Spitfire: Precise Card Model 1/48Документ4 страницыSpitfire: Precise Card Model 1/48Wil NelsonОценок пока нет
- Instruction Manual - SGF36 To 362kVДокумент116 страницInstruction Manual - SGF36 To 362kVrpshvjuОценок пока нет
- Manual - Moses DecoderДокумент359 страницManual - Moses DecoderErwinGuntoroОценок пока нет
- MGB Form No. 13-1AДокумент1 страницаMGB Form No. 13-1ACarlo Frances CaballeroОценок пока нет
- Quakeguard Earthquake Early Warning System: January 17, 1994Документ2 страницыQuakeguard Earthquake Early Warning System: January 17, 1994runkirОценок пока нет
- 35c42c0c 3 PDFДокумент70 страниц35c42c0c 3 PDFpicottОценок пока нет
- Ovation Guitar Price History 1971-2004Документ14 страницOvation Guitar Price History 1971-2004flatfenderОценок пока нет
- Solution To Exercise 4.2Документ2 страницыSolution To Exercise 4.2priyankaОценок пока нет
- HoffmanДокумент148 страницHoffmanAnonymous 7xHNgoKE6eОценок пока нет
- Introduction To Ic EngineДокумент57 страницIntroduction To Ic EnginejhpandiОценок пока нет
- VCCS Project Charter Template 1 4Документ7 страницVCCS Project Charter Template 1 4João CarvalhoОценок пока нет
- Assessment of Hygiene Promotion in Madagascar - 2009Документ66 страницAssessment of Hygiene Promotion in Madagascar - 2009HayZara MadagascarОценок пока нет
- CH 11Документ50 страницCH 11Donna Mae HernandezОценок пока нет
- Iec 60601-2-49 (2001) (INDIA)Документ48 страницIec 60601-2-49 (2001) (INDIA)estebanОценок пока нет
- Dae 3Rd Year Online Classes Links Mechanical Technology: Subject Name Google Classroom CodeДокумент3 страницыDae 3Rd Year Online Classes Links Mechanical Technology: Subject Name Google Classroom CodemahmadwasiОценок пока нет
- Activity Based BudgetingДокумент13 страницActivity Based BudgetingAlvin Adrian67% (3)
- Mentorpaper 102908Документ79 страницMentorpaper 102908rohan357Оценок пока нет
- Craftsman c459 52833 Snow Blower 56Документ56 страницCraftsman c459 52833 Snow Blower 56Rick HenbidОценок пока нет
- N68C-GS FXДокумент54 страницыN68C-GS FXFrancisco AmpueroОценок пока нет
- Anh Minh's Brochure (SUMO)Документ2 страницыAnh Minh's Brochure (SUMO)Truong Anh MinhОценок пока нет
- Design and Development of Sensor Based Traffic Light SystemДокумент5 страницDesign and Development of Sensor Based Traffic Light SystemAyan BiswasОценок пока нет
- Mems, Piezoelectric Sensing & ActuationДокумент36 страницMems, Piezoelectric Sensing & ActuationNagabhushanaОценок пока нет
- Technical Evalution SheetДокумент2 страницыTechnical Evalution Sheetappalaraju gompaОценок пока нет
- CNC Machining Vocabulary Terms ExplainedДокумент2 страницыCNC Machining Vocabulary Terms ExplainedPeggopoulouОценок пока нет
- Difference Between A Computer Science & Information Technology DegreeДокумент7 страницDifference Between A Computer Science & Information Technology DegreeOvidiu Costinel DanciuОценок пока нет
- Cement and Concrete Research: D.K. Panesar, B. ShindmanДокумент13 страницCement and Concrete Research: D.K. Panesar, B. ShindmankanomasiОценок пока нет
- Continuous Sampling PlanДокумент2 страницыContinuous Sampling PlanAnonymous wA6NGuyklDОценок пока нет
- How To Prepare The SarДокумент107 страницHow To Prepare The Sargoldencomet100% (1)
- Signals & Systems For Dummies Cheat Sheet - For DummiesДокумент8 страницSignals & Systems For Dummies Cheat Sheet - For DummiesAbdallah E. AbdallahОценок пока нет