Вам также может понравиться
- CS Pipe Fab & Erect Costs..xls: DownloadДокумент1 страницаCS Pipe Fab & Erect Costs..xls: DownloadtunlinooОценок пока нет
- Metal Forming ProcessesДокумент40 страницMetal Forming ProcessesRyat AtmadjaОценок пока нет
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОт EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesОценок пока нет
- Mini Metal Lathe Building PlansДокумент19 страницMini Metal Lathe Building PlansTaylor KesselОценок пока нет
- Asme B1.3-2007 (R2017)Документ24 страницыAsme B1.3-2007 (R2017)lucasОценок пока нет
- U-2 Sheet Metal OperationsДокумент72 страницыU-2 Sheet Metal Operationsapi-271354682Оценок пока нет
- Geometric Dimensioning N ToleranceДокумент55 страницGeometric Dimensioning N TolerancenasruddinОценок пока нет
- Sheet Metal Form Vinay 1226927986919169 9Документ83 страницыSheet Metal Form Vinay 1226927986919169 9Nhan LeОценок пока нет
- Sheet Metal DesignДокумент39 страницSheet Metal DesignGokul ganeshОценок пока нет
- Week 8 Sheet Metal FormingДокумент69 страницWeek 8 Sheet Metal FormingashkansoheylОценок пока нет
- An Introduction to Metal-Working (Illustrated)От EverandAn Introduction to Metal-Working (Illustrated)Рейтинг: 2.5 из 5 звезд2.5/5 (2)
- Blanking & Piercing (Handout)Документ50 страницBlanking & Piercing (Handout)banana100% (1)
- Lathe-Milling AttachmentДокумент4 страницыLathe-Milling AttachmentFrenchwolf420Оценок пока нет
- Sheet Metal ShopДокумент43 страницыSheet Metal ShopBhaskar KandpalОценок пока нет
- Metric ThreadДокумент18 страницMetric ThreadjaydeepsinhОценок пока нет
- Module 5 PDFДокумент93 страницыModule 5 PDFVishal Shanmuga SundramОценок пока нет
- 12 - Sheet Metalworking (Chapter 16)Документ51 страница12 - Sheet Metalworking (Chapter 16)Taher al suhamiОценок пока нет
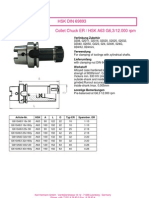
- HSK DIN 69893 enДокумент29 страницHSK DIN 69893 enalphatoolsОценок пока нет
- Tightening Torque SN 60084 3 2009Документ7 страницTightening Torque SN 60084 3 2009cahyoОценок пока нет
- Bulk Deformation Processes: RollingДокумент17 страницBulk Deformation Processes: RollingEthan DanielsОценок пока нет
- Jewelry Making for Beginners: 32 Projects with MetalsОт EverandJewelry Making for Beginners: 32 Projects with MetalsРейтинг: 4 из 5 звезд4/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОт EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesОценок пока нет
- Dimensions of Bolts and Nuts BS3692Документ6 страницDimensions of Bolts and Nuts BS3692azam RazzaqОценок пока нет
- Wire Drawing Shearing Processes FinalДокумент19 страницWire Drawing Shearing Processes FinalJairam AtluriОценок пока нет
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersОт EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersРейтинг: 3.5 из 5 звезд3.5/5 (2)
- Sheet Metal OperationДокумент17 страницSheet Metal Operationsekar_scribd60% (5)
- 13-12-10 List of GPS Relevant ISO-Standards - December 2013 - Edition 26 - Publication Date OrderДокумент21 страница13-12-10 List of GPS Relevant ISO-Standards - December 2013 - Edition 26 - Publication Date Ordermcn06023Оценок пока нет
- Recommendations & ConclusionДокумент3 страницыRecommendations & ConclusionFaez Feakry100% (2)
- Manufacturing Engineering - Metal Forming, Bending, SheeringДокумент14 страницManufacturing Engineering - Metal Forming, Bending, Sheeringhans vОценок пока нет
- Unit 3 PDF Forging Sheet MetalДокумент75 страницUnit 3 PDF Forging Sheet MetalYash KalraОценок пока нет
- Lecture05-Sheet Metalmorking ProcessДокумент54 страницыLecture05-Sheet Metalmorking ProcessberhaneОценок пока нет
- Sheet Metal Proces DetailsДокумент11 страницSheet Metal Proces DetailsTito TitoОценок пока нет
- L19 Sheet MetalДокумент36 страницL19 Sheet Metalharrywilson.harish77Оценок пока нет
- 4 Sheet MetalДокумент54 страницы4 Sheet MetalShashank PansariОценок пока нет
- Sheet Metal ShopДокумент30 страницSheet Metal ShopAviral AkshatОценок пока нет
- CH03. Sheet Metal ProcessesДокумент74 страницыCH03. Sheet Metal ProcessesIcookiesОценок пока нет
- Sheet Metal Processes BendingДокумент11 страницSheet Metal Processes BendingYashvir SinghОценок пока нет
- Cold Forming of Metals: University of Southern Mindanao Kidapawan City Campus Sudapin, Kidapawan CityДокумент40 страницCold Forming of Metals: University of Southern Mindanao Kidapawan City Campus Sudapin, Kidapawan CitySanjay Kang ChulОценок пока нет
- PPT Class Note Sheet-Forming-20Документ42 страницыPPT Class Note Sheet-Forming-20Satyajeet SahooОценок пока нет
- Sheet Metal ProccessesДокумент43 страницыSheet Metal ProccessesisharaОценок пока нет
- Sheet MetalДокумент14 страницSheet Metal019SAURABH GUPTAОценок пока нет
- Manufacturing Processes: Sheet Metal WorkingДокумент44 страницыManufacturing Processes: Sheet Metal WorkingSahilpreet 5inghОценок пока нет
- MP3 Unit 7 Sheet Metal FormingДокумент11 страницMP3 Unit 7 Sheet Metal Formingsuhas Bhoi,Оценок пока нет
- Versatile Shapes Lightweight: Low-Carbon Steel, Aluminum and Titanium High Surface Area To Volume RatioДокумент113 страницVersatile Shapes Lightweight: Low-Carbon Steel, Aluminum and Titanium High Surface Area To Volume Ratiopavan ChintuОценок пока нет
- Sheet-Metal Forming ProcessesДокумент50 страницSheet-Metal Forming ProcessesAkash SavaliyaОценок пока нет
- Sheet Metal Working (Compatibility Mode)Документ75 страницSheet Metal Working (Compatibility Mode)PrinceVegetaОценок пока нет
- Sheet Metal Work, Bench Work and FittingДокумент62 страницыSheet Metal Work, Bench Work and FittingSolcastic SoulОценок пока нет
- Types of Sheet Metal Press OperationsДокумент4 страницыTypes of Sheet Metal Press OperationsRajat AhujaОценок пока нет
- ManufProc 5 SheetMetalFormingДокумент65 страницManufProc 5 SheetMetalFormingHannan yusuf KhanОценок пока нет
- Lecture 05 (Metal Forming Processes)Документ37 страницLecture 05 (Metal Forming Processes)Mubashar ZahidОценок пока нет
- Chapter 5-Sheet MetalworkingДокумент82 страницыChapter 5-Sheet MetalworkingSeab PisethОценок пока нет
- Sheet Metal New 1Документ48 страницSheet Metal New 1mayanksharmag123Оценок пока нет
- Plastic DeformationДокумент3 страницыPlastic DeformationCleng LaynesОценок пока нет
- Plastic Metal Forming of Metals and PowdersДокумент20 страницPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينОценок пока нет
- 1) - Introduction:: Metal Forming ProcessesДокумент10 страниц1) - Introduction:: Metal Forming Processesphysics a2Оценок пока нет
- Chapter 3 Metal Forming ProcessesДокумент103 страницыChapter 3 Metal Forming Processesdagimawgchew777Оценок пока нет
- Sheet Metal Forming PDFДокумент33 страницыSheet Metal Forming PDFAravindhan AnbalaganОценок пока нет
- Cutting OperationsДокумент26 страницCutting OperationsDwi WicaksonoОценок пока нет
- Chapter 20-Sheet MetalworkingДокумент72 страницыChapter 20-Sheet MetalworkingMuhammad Qasim Qureshi100% (1)
- Metal Forming ProcessДокумент13 страницMetal Forming ProcessSabbir AhammedОценок пока нет
- Sheet Metal Work, Bench Work and FittingДокумент63 страницыSheet Metal Work, Bench Work and FittingSolcastic SoulОценок пока нет
- MP SheetMetal PDFДокумент48 страницMP SheetMetal PDFNhan LeОценок пока нет
- Power Press OperationsДокумент5 страницPower Press Operationsrakeshraki16600Оценок пока нет
- Metal Forming 1 PDFДокумент6 страницMetal Forming 1 PDFAlpha WolfОценок пока нет
- L6 - Ta201p (12.07.2021)Документ50 страницL6 - Ta201p (12.07.2021)quick winnerОценок пока нет
- Bulk Metal Forming, Sheet Metal FormingДокумент6 страницBulk Metal Forming, Sheet Metal FormingAbdulfattah TawfiqОценок пока нет
- Metal Forming Processes: PresentationДокумент16 страницMetal Forming Processes: PresentationBashu Dev SanjelОценок пока нет
- Conformado de Planchas 2Документ44 страницыConformado de Planchas 2smartcad60Оценок пока нет
- Material Processing DefectsДокумент52 страницыMaterial Processing DefectsAmeem TariqОценок пока нет
- Dynomation6 16page QuickStartДокумент16 страницDynomation6 16page QuickStartnasruddinОценок пока нет
- Sheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonДокумент12 страницSheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonnasruddinОценок пока нет
- BMM 3023 Eng MGT and Safety Module 1Документ12 страницBMM 3023 Eng MGT and Safety Module 1nasruddinОценок пока нет
- Assignment 3Документ1 страницаAssignment 3nasruddinОценок пока нет
- English Technical ProposalДокумент7 страницEnglish Technical ProposalnasruddinОценок пока нет
- English Technical ProposalДокумент7 страницEnglish Technical ProposalnasruddinОценок пока нет
- English Technical ProposalДокумент7 страницEnglish Technical ProposalnasruddinОценок пока нет
- Sheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonДокумент12 страницSheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonnasruddinОценок пока нет
- ME230 2014S Homework 08 SolutionДокумент7 страницME230 2014S Homework 08 SolutionnasruddinОценок пока нет
- Hwsolution10 PDFДокумент12 страницHwsolution10 PDFnasruddinОценок пока нет
- CHAPTER2 Sectional ViewДокумент22 страницыCHAPTER2 Sectional ViewnasruddinОценок пока нет
- 02 CR Speedi SleeveДокумент19 страниц02 CR Speedi SleevethanhvutsmvnОценок пока нет
- Heritage Institute of Technology: Department of Mechnical Engineering Workshop Practice (Mech1051) Work Instruction SheetДокумент4 страницыHeritage Institute of Technology: Department of Mechnical Engineering Workshop Practice (Mech1051) Work Instruction Sheet014 Debayan Kumar GhoshОценок пока нет
- Alishar SP 2Документ84 страницыAlishar SP 2Alam MD SazidОценок пока нет
- Design of Machinery-Robert LДокумент21 страницаDesign of Machinery-Robert LMuhammad Ali BakhtОценок пока нет
- Hex Key ChartДокумент1 страницаHex Key ChartMassimoОценок пока нет
- 3M Metalworking Catalog - 61-5002-8280-3Документ120 страниц3M Metalworking Catalog - 61-5002-8280-3jplondonОценок пока нет
- Lubrication System of Lathe and Milling Machine Lathe Machine LubricationДокумент4 страницыLubrication System of Lathe and Milling Machine Lathe Machine LubricationSeksyon WanОценок пока нет
- AGA Aluminum Welding BrochureДокумент16 страницAGA Aluminum Welding Brochureaghosh704Оценок пока нет
- General Catalog - E PMI PDFДокумент142 страницыGeneral Catalog - E PMI PDFTong Quang AnhОценок пока нет
- Welding Procedure - A - PDFДокумент60 страницWelding Procedure - A - PDFMade Agus BudiarthaОценок пока нет
- Copper Cu-Dhp / Sf-Cu: Page 1/2Документ2 страницыCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpОценок пока нет
- Manufacturing Engineering - IIДокумент3 страницыManufacturing Engineering - IIPradip PatelОценок пока нет
- Weld CrackДокумент3 страницыWeld CrackHoangОценок пока нет
- Taparia Price List 2021Документ28 страницTaparia Price List 2021Sahili SalveОценок пока нет
- Cutting Force Measurement Using DynamometerДокумент5 страницCutting Force Measurement Using DynamometerKRISHNA ZAWARОценок пока нет
- 000-ENP-REQ Rev 4Документ6 страниц000-ENP-REQ Rev 4Emma TaroniОценок пока нет
- Ansi-B1 20 1Документ32 страницыAnsi-B1 20 1GANESH GОценок пока нет
- Sand Molding Processes: Thanuj Kumar MДокумент47 страницSand Molding Processes: Thanuj Kumar MVDОценок пока нет
- Tools For PFBДокумент28 страницTools For PFBAmjad PervazОценок пока нет
- Solidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)Документ29 страницSolidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)The NoobОценок пока нет