Вам также может понравиться
- The Complete Guide to Telephone Interview Questions and AnswersОт EverandThe Complete Guide to Telephone Interview Questions and AnswersОценок пока нет
- Stainless Steel Tube Stock DataДокумент18 страницStainless Steel Tube Stock DataFU SHING STAINLESS STEEL CO.Оценок пока нет
- Concertina Razor Wire Brochure PDFДокумент28 страницConcertina Razor Wire Brochure PDFKalpesh100% (1)
- Painting Procedure-SaberindoДокумент7 страницPainting Procedure-SaberindoRiky SumantriОценок пока нет
- Tol Geom Ansi y 14.5Документ33 страницыTol Geom Ansi y 14.5Rebecca TurnerОценок пока нет
- What marks are shown on the head of a boltДокумент3 страницыWhat marks are shown on the head of a bolttanujaayerОценок пока нет
- GAS METAL ARC WELDING GUIDEДокумент3 страницыGAS METAL ARC WELDING GUIDEvarun100% (1)
- S235JRДокумент1 страницаS235JREmrahCayboyluОценок пока нет
- Flange Drilling Standard PDFДокумент4 страницыFlange Drilling Standard PDFguslohОценок пока нет
- Tack WeldДокумент1 страницаTack Weldbhatti19Оценок пока нет
- Corrosion Resistance TablesДокумент9 страницCorrosion Resistance TablesManoj BОценок пока нет
- Weldhelp MatrixДокумент1 страницаWeldhelp MatrixJoel BrasilBorgesОценок пока нет
- Spec alloy steel wire grade SAE 52100Документ6 страницSpec alloy steel wire grade SAE 52100Nour Saad EdweekОценок пока нет
- M2010051in-Mcb - Rolling Suggestions PDFДокумент42 страницыM2010051in-Mcb - Rolling Suggestions PDFthaivinhtuyОценок пока нет
- Weld RepairsДокумент40 страницWeld Repairsவிஷ்ணு ராஜசெல்வன்Оценок пока нет
- Steel Grade: General InformationДокумент2 страницыSteel Grade: General InformationMina MagdyОценок пока нет
- Welding SymbolsДокумент21 страницаWelding Symbolstuna61Оценок пока нет
- EN10025 S235JR Steel GuideДокумент2 страницыEN10025 S235JR Steel GuideNader NabilОценок пока нет
- Hot-rolled ASTM A573 carbon structural steelДокумент2 страницыHot-rolled ASTM A573 carbon structural steelneoОценок пока нет
- Specification for ShacklesДокумент13 страницSpecification for ShacklesRajendran NairОценок пока нет
- National Standard for Eyelet Bolts GB 799-88Документ6 страницNational Standard for Eyelet Bolts GB 799-88zalabiОценок пока нет
- Basalt Rock Fiber Seminar ReportДокумент25 страницBasalt Rock Fiber Seminar Reportsaqib mujtabaОценок пока нет
- FRP CLADDING PresentationДокумент33 страницыFRP CLADDING PresentationDeepakОценок пока нет
- Steel Selection CriteriaДокумент34 страницыSteel Selection CriteriaAcharya KrishnanandaОценок пока нет
- 2013 How Much Does Galvanizing CostДокумент2 страницы2013 How Much Does Galvanizing CosttassanaiОценок пока нет
- Fabrication and Erection MSДокумент6 страницFabrication and Erection MSShrikant BudholiaОценок пока нет
- Excel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Документ3 страницыExcel Project Schedule Template: Mar-30 Apr-6 Apr-13 Apr-20 Apr-27 May-4 May-11 26-Mar-2018 (Monday) 1Mary Rose MejillanoОценок пока нет
- High Hardness & Toughness New General-Purpose Cold Die SteelДокумент2 страницыHigh Hardness & Toughness New General-Purpose Cold Die SteelSinan YıldızОценок пока нет
- An Experimental Investigation On HPC Using Basalt Rock FiberДокумент19 страницAn Experimental Investigation On HPC Using Basalt Rock FiberIJRASETPublicationsОценок пока нет
- Flange RotationДокумент1 страницаFlange RotationAnkit LonareОценок пока нет
- Technical Metal Products GuideДокумент32 страницыTechnical Metal Products GuideaahtagoОценок пока нет
- Arku LevelingДокумент20 страницArku Levelingjeyaselvanm0% (1)
- AISI 4340 Alloy Steel Properties and ApplicationsДокумент4 страницыAISI 4340 Alloy Steel Properties and ApplicationsJourdyPradityaОценок пока нет
- Catalogo Rexroth Esferas TransferidorasДокумент16 страницCatalogo Rexroth Esferas TransferidorasalexandremalucelliОценок пока нет
- Atlas Engineering Bar Handbook Rev Jan 2005-Oct 2011Документ136 страницAtlas Engineering Bar Handbook Rev Jan 2005-Oct 2011carlosc19715043Оценок пока нет
- Inspection Test Plant For Blasting Painting - Rev2Документ18 страницInspection Test Plant For Blasting Painting - Rev2Dwikappa Asri UtamaОценок пока нет
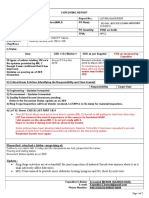
- MIL CONTROL EXPEDITING REPORT FOR RAPP 7 & 8 PROJECTДокумент2 страницыMIL CONTROL EXPEDITING REPORT FOR RAPP 7 & 8 PROJECTjasmineamma100% (1)
- High strength structural bolts specificationДокумент9 страницHigh strength structural bolts specificationNitin J PatelОценок пока нет
- Wear Resistant Steel: Material Data Sheet, Edition April 2016Документ6 страницWear Resistant Steel: Material Data Sheet, Edition April 2016Zoltán PálfyОценок пока нет
- JIS SectionДокумент2 страницыJIS SectionthakrarhitsОценок пока нет
- KITZ VLV Install-Operation Trouble Shooting 20151116 PDFДокумент44 страницыKITZ VLV Install-Operation Trouble Shooting 20151116 PDFFahmi HaidiОценок пока нет
- Ralin Group Brochure 2013Документ3 страницыRalin Group Brochure 2013n1ghtfallОценок пока нет
- ASME B16.47 Series A FlangeДокумент7 страницASME B16.47 Series A FlangeManoah StephenОценок пока нет
- Structural Welding Code Sheet Steel GuideДокумент4 страницыStructural Welding Code Sheet Steel Guideayub82Оценок пока нет
- Weld Parameters Log TemplateДокумент1 страницаWeld Parameters Log TemplateWeldind LifeОценок пока нет
- Forgingforging ProcessДокумент13 страницForgingforging Processpatel ketanОценок пока нет
- Material WeldingДокумент1 страницаMaterial WeldingDebashish ChatterjeeОценок пока нет
- Welding Joint Design & Welding Symbols - Chapter #5Документ21 страницаWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAAОценок пока нет
- Pressure Test Report Documents Loop 640/HFL-009 Test ResultsДокумент1 страницаPressure Test Report Documents Loop 640/HFL-009 Test ResultsKarthikОценок пока нет
- What Is PWHTДокумент2 страницыWhat Is PWHTShaik ShahОценок пока нет
- Jis To Other STDДокумент2 страницыJis To Other STDtedfdfeОценок пока нет
- JIS US316L Steel, JIS G4403 SUS316L Stainless SteelДокумент2 страницыJIS US316L Steel, JIS G4403 SUS316L Stainless Steelnguyenvandai8xОценок пока нет
- Flange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartДокумент6 страницFlange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartArya0% (1)
- Field Welding of Rail SpecificationsДокумент4 страницыField Welding of Rail Specificationsdurandm10Оценок пока нет
- NS-1-60. Disposition of DefectsДокумент4 страницыNS-1-60. Disposition of DefectsWHWENОценок пока нет
- (1-VI) - Rules For Welding - 2013 PDFДокумент302 страницы(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanОценок пока нет
- Gantrex Technical Bulletin 43Документ2 страницыGantrex Technical Bulletin 43gechaves1Оценок пока нет
- Angle Grinder Catalogue GuideДокумент32 страницыAngle Grinder Catalogue Guideandresboy123Оценок пока нет
- ASME Section VIII Div. 1 Pressure Vessel Inspection GuideДокумент47 страницASME Section VIII Div. 1 Pressure Vessel Inspection GuideTayfunwОценок пока нет
- Weld Overlay FailuresДокумент7 страницWeld Overlay FailuresParminder SinghОценок пока нет
- 13706download Notice 1Документ1 страница13706download Notice 1Parminder SinghОценок пока нет
- WPQ Format Sec IxДокумент2 страницыWPQ Format Sec IxParminder SinghОценок пока нет
- En Iso 15609Документ2 страницыEn Iso 15609Parminder SinghОценок пока нет
- AWS Welder Qualification RecordДокумент1 страницаAWS Welder Qualification RecordParminder SinghОценок пока нет
- Oh Descriptive StatisticsДокумент8 страницOh Descriptive StatisticsParminder SinghОценок пока нет
- Full Page Photo-RotatedДокумент19 страницFull Page Photo-RotatedParminder SinghОценок пока нет
- Probability Unit Plan PDFДокумент8 страницProbability Unit Plan PDFParminder SinghОценок пока нет
- Review 2 PDFДокумент10 страницReview 2 PDFParminder SinghОценок пока нет
- Wps FormatДокумент2 страницыWps FormatParminder SinghОценок пока нет
- Container DetailsДокумент2 страницыContainer DetailsParminder SinghОценок пока нет
- ToolKit 21 CureandSolventResistantToolkitДокумент2 страницыToolKit 21 CureandSolventResistantToolkitandreathomeОценок пока нет
- AWS Welder Qualification RecordДокумент1 страницаAWS Welder Qualification RecordParminder SinghОценок пока нет
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Документ1 страница(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- 6 Welding Procedure Qualification & Welder Qualification PDFДокумент15 страниц6 Welding Procedure Qualification & Welder Qualification PDFParminder Singh100% (2)
- Is - 2062.2011 PDFДокумент17 страницIs - 2062.2011 PDFN GANESAMOORTHYОценок пока нет
- 1501 1 PDFДокумент86 страниц1501 1 PDFParminder SinghОценок пока нет
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Документ242 страницыNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Solved Pressure Vessels QuestionsДокумент2 страницыSolved Pressure Vessels QuestionsParminder SinghОценок пока нет
- IS 8329-2000 CDI PipeДокумент30 страницIS 8329-2000 CDI Pipesunitkghosh1100% (1)
- Directive SPVD 2009-105-Ec PDFДокумент18 страницDirective SPVD 2009-105-Ec PDFParminder SinghОценок пока нет
- CFR 2016 Title49 Vol3Документ693 страницыCFR 2016 Title49 Vol3parmindersin100% (1)
- EU Directive on Transportable Pressure EquipmentДокумент18 страницEU Directive on Transportable Pressure EquipmentliaraaОценок пока нет
- ASMEДокумент77 страницASMEJitendra BhosaleОценок пока нет
- PR VesselДокумент9 страницPR Vesselsheikhyasir11Оценок пока нет
- Iso4706vs49 CFRДокумент3 страницыIso4706vs49 CFRParminder SinghОценок пока нет
- Iso4706vs49 CFRДокумент3 страницыIso4706vs49 CFRParminder SinghОценок пока нет
- Formula Sheet in Labor SheetДокумент2 страницыFormula Sheet in Labor SheetParminder SinghОценок пока нет
- Needle System Guide For Old Industrial Singer Sewing MachinesДокумент4 страницыNeedle System Guide For Old Industrial Singer Sewing MachinesWilberth FrancoОценок пока нет
- Siemens 1LE1 PDFДокумент308 страницSiemens 1LE1 PDFharold100% (1)
- General Ledger Senior Accountant in Charlotte NC Resume Diana ShipeДокумент1 страницаGeneral Ledger Senior Accountant in Charlotte NC Resume Diana ShipeDianaShipeОценок пока нет
- Multi-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISДокумент2 страницыMulti-Door Compact Type Controller (V4A) - Multi-Door Controller - ACS - SYRIS Technology Corp. (The RFID Total Solution.) - Powered by SYRISSusheel GuptaОценок пока нет
- Scrap NFL PanipatДокумент9 страницScrap NFL PanipatJitenderSinghОценок пока нет
- Valve Group-Control - AuxiliaryДокумент3 страницыValve Group-Control - AuxiliarythierrylindoОценок пока нет
- OceanPixel Abundo Marine Renewable Energy An Emerging OptionДокумент96 страницOceanPixel Abundo Marine Renewable Energy An Emerging OptionjopaypagasОценок пока нет
- Performance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurДокумент8 страницPerformance Estimation of Ofdm-Wimax Network: Vishal Sharma & Navneet KaurTJPRC PublicationsОценок пока нет
- Powerful Cooling and Easy Installation For Really Large SpacesДокумент4 страницыPowerful Cooling and Easy Installation For Really Large Spacesalkaf08Оценок пока нет
- !K Kanji Kaku - StrokesДокумент18 страниц!K Kanji Kaku - StrokeschingkakaОценок пока нет
- 1HD-T - 1 Land Cruiser Engine Service ManualДокумент26 страниц1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)
- Auto Temp II Heat Pump: Programmable Thermostat For Single and Multistage Heat Pump SystemsДокумент22 страницыAuto Temp II Heat Pump: Programmable Thermostat For Single and Multistage Heat Pump Systemswideband76Оценок пока нет
- Rc16-17 Etc Sem-IV, May 19Документ5 страницRc16-17 Etc Sem-IV, May 19Prasad KavthakarОценок пока нет
- AOE - FormДокумент8 страницAOE - FormBimal GuptaОценок пока нет
- Panama Canal Requirements N10-2018Документ11 страницPanama Canal Requirements N10-2018Anca Geanina100% (1)
- A Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerДокумент4 страницыA Polypropylene Film With Excellent Clarity Combined With Avery Dennison Clearcut™ Adhesive Technology and With A Glassine LinerAhmad HaririОценок пока нет
- Selection ToolsДокумент13 страницSelection ToolsDominador Gaduyon DadalОценок пока нет
- HTML Project RestaurantДокумент8 страницHTML Project RestaurantSandeep Chowdary0% (1)
- Admin Interview Questions and Answers - Robert HalfДокумент2 страницыAdmin Interview Questions and Answers - Robert HalfWaqqas AhmadОценок пока нет
- RefrigerationДокумент11 страницRefrigerationBroAmirОценок пока нет
- Paint Color Comparison ChartДокумент132 страницыPaint Color Comparison ChartCarlos Rubiños AlonsoОценок пока нет
- Over View On 5 S TechnicДокумент14 страницOver View On 5 S TechnicSachleen Singh BajwaОценок пока нет
- RDSO - Specification No.M&C NDT 125 2004 Rev IДокумент6 страницRDSO - Specification No.M&C NDT 125 2004 Rev INiking ThomsanОценок пока нет
- Breaking Shackles of Time: Print vs Digital ReadingДокумент2 страницыBreaking Shackles of Time: Print vs Digital ReadingMargarette RoseОценок пока нет
- Surging & Blow Out of Loop Seals in A CFBC BoilerДокумент9 страницSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragОценок пока нет
- Virginia Transformer - Developments in Traction TransformersДокумент10 страницVirginia Transformer - Developments in Traction TransformersTshepo Sharky SebeОценок пока нет
- V 2172 0020 0031 - Rev - 6 (3458748) PDFДокумент262 страницыV 2172 0020 0031 - Rev - 6 (3458748) PDFLG Milton LuisОценок пока нет
- Digital Logic and Microprocessor Design With Interfacing 2nd Edition Hwang Solutions ManualДокумент27 страницDigital Logic and Microprocessor Design With Interfacing 2nd Edition Hwang Solutions Manualdacdonaldnxv1zq100% (27)
- Module 8 SAHITA ConcreteДокумент11 страницModule 8 SAHITA ConcreteHarrybfnОценок пока нет
- Search Engine Collocations Frequency PhrasesДокумент2 страницыSearch Engine Collocations Frequency PhrasesDinda NoviarmachdaОценок пока нет