Вам также может понравиться
- F20/F30 Ferra Series Hydraulic PumpsДокумент44 страницыF20/F30 Ferra Series Hydraulic PumpshoiОценок пока нет
- Hydraulic SystemsДокумент4 страницыHydraulic SystemsJitendra KumarОценок пока нет
- NPR 2013noacatalogforprintoutДокумент596 страницNPR 2013noacatalogforprintoutSelvaraji MuthuОценок пока нет
- Komatsu Liner KitДокумент34 страницыKomatsu Liner KitMANCHING MOKОценок пока нет
- FastenerДокумент45 страницFastenerHosam Elden Mostafa MasaranyОценок пока нет
- J Engine PDFДокумент128 страницJ Engine PDFMohan CharanchathОценок пока нет
- Elantra 2005 2.0LДокумент276 страницElantra 2005 2.0LSergio RocaОценок пока нет
- MT86 2018 Part BookДокумент98 страницMT86 2018 Part Bookenhbat batsuhОценок пока нет
- Catalogo Bushing Stemco para Kenworth PDFДокумент7 страницCatalogo Bushing Stemco para Kenworth PDFJuan Carlos FuentesОценок пока нет
- Engine Parts ManualДокумент334 страницыEngine Parts ManualJulio Cesar Valles100% (1)
- Bao Gia Phu Tung OtoДокумент40 страницBao Gia Phu Tung OtonguyenhavnОценок пока нет
- Series: Operator'S ManualДокумент142 страницыSeries: Operator'S ManualDavid arango.Оценок пока нет
- JE Piston Terminology and FeaturesДокумент4 страницыJE Piston Terminology and FeaturesCarlos García Hernández100% (1)
- Crankshaft RepairДокумент4 страницыCrankshaft RepairHichamОценок пока нет
- Accent 2003 1.6LДокумент215 страницAccent 2003 1.6LMiguel GarciaОценок пока нет
- Vetus Diesel EngineДокумент80 страницVetus Diesel EnginestartaxisОценок пока нет
- Oiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder HeadsДокумент7 страницOiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder Headsm_najmanОценок пока нет
- Army PartsДокумент155 страницArmy Partsejen_gl100% (1)
- Parts Manual - WGD185Документ8 страницParts Manual - WGD185Francisco Fernandez-Davila SainzОценок пока нет
- Adjustment of Pinion HeightДокумент11 страницAdjustment of Pinion HeightSobakinОценок пока нет
- 240KW Mercedes Diesel Engine Failure Analysis: Loose Counterweight Bolt Fatigue FractureДокумент6 страниц240KW Mercedes Diesel Engine Failure Analysis: Loose Counterweight Bolt Fatigue FractureLuis GonzaloОценок пока нет
- Almdv Service Manual: Clutch (CS380)Документ24 страницыAlmdv Service Manual: Clutch (CS380)Mohan CharanchathОценок пока нет
- Engine Bearing Failure Analysis PDFДокумент20 страницEngine Bearing Failure Analysis PDFgume pesaОценок пока нет
- SEBU 6251 Oil - Engine Crankcase Fluid RecommendationsДокумент6 страницSEBU 6251 Oil - Engine Crankcase Fluid RecommendationsAndri Konyoa Konyoa0% (1)
- DANA Approved Lubricant Supplier ManualДокумент16 страницDANA Approved Lubricant Supplier ManualElmer Lagua MalpasoОценок пока нет
- 9 Springs PDFДокумент40 страниц9 Springs PDFViven SharmaОценок пока нет
- Differential and Driveline96zjs - 3Документ34 страницыDifferential and Driveline96zjs - 3F-fatal FaxОценок пока нет
- SATA Master Catalogue-2014 PDFДокумент83 страницыSATA Master Catalogue-2014 PDFLutfi ArdiansyahОценок пока нет
- Volvo V40 - Installing The Cylinder HeadДокумент7 страницVolvo V40 - Installing The Cylinder HeadPaulo CabritaОценок пока нет
- Automatic Lubrication SystemДокумент4 страницыAutomatic Lubrication SystembalabooksОценок пока нет
- Overhaul EngineДокумент4 страницыOverhaul EngineAngga RezzaОценок пока нет
- GD705A-5 Adjusting ValveДокумент3 страницыGD705A-5 Adjusting ValveSurya FaniОценок пока нет
- Perkins 400 Series: Workshop ManualДокумент6 страницPerkins 400 Series: Workshop ManualDella AstariОценок пока нет
- Owners Handbook BUKH U125Документ79 страницOwners Handbook BUKH U125Alexandros KontosОценок пока нет
- CTP PB031Документ3 страницыCTP PB031xxxxxxxxxxxxОценок пока нет
- Wechai WP12 Engine Maintenance ManualДокумент198 страницWechai WP12 Engine Maintenance ManualТүвшинтөгс Сэр-ОдОценок пока нет
- 500H FDC 25 K8 FantuzziДокумент1 страница500H FDC 25 K8 FantuzziMonir MekkaouiОценок пока нет
- 330CLC and 370C Excavator IntroductionДокумент5 страниц330CLC and 370C Excavator IntroductionJuan FloresОценок пока нет
- MRpages99-236de647016 C EN 1.0.0Документ138 страницMRpages99-236de647016 C EN 1.0.0George JhonsonОценок пока нет
- 4D33 4D34T4 MT - 9Документ1 страница4D33 4D34T4 MT - 9wilmanesОценок пока нет
- 11 Lubrication (502-526) PDFДокумент26 страниц11 Lubrication (502-526) PDFriad100% (1)
- Iveco Cursor 13 Brochure FinalДокумент2 страницыIveco Cursor 13 Brochure FinalkarijosephОценок пока нет
- Yc4108d, 4108ZDДокумент1 страницаYc4108d, 4108ZDCris_eu09Оценок пока нет
- Cumminssec7 PDFДокумент28 страницCumminssec7 PDFjosecarlosvjОценок пока нет
- TCD 2013 Automotive enДокумент4 страницыTCD 2013 Automotive enluizОценок пока нет
- Mahle Pistons TroubleshootingДокумент84 страницыMahle Pistons Troubleshootingxristina100% (1)
- 2.1 ДвигательДокумент37 страниц2.1 ДвигательHarlinton descalziОценок пока нет
- 3b. Powertrain Cont PDFДокумент921 страница3b. Powertrain Cont PDFDejan StojanovskiОценок пока нет
- Telma RetarderДокумент1 страницаTelma RetarderAzizi AbdullahОценок пока нет
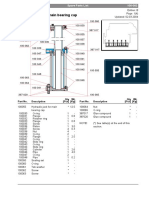
- Repair fifth wheel couplingsДокумент42 страницыRepair fifth wheel couplingsKelvin HindsОценок пока нет
- Engine Bearing Sizes - VW BeetleДокумент2 страницыEngine Bearing Sizes - VW BeetleDarius BooyensОценок пока нет
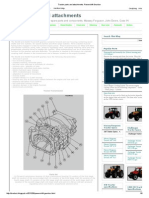
- Tractor Parts and Attachments: Powershift GearboxДокумент6 страницTractor Parts and Attachments: Powershift Gearboxaritmetics100% (1)
- Ud Quester First GenДокумент17 страницUd Quester First GenSitichoke SemamonОценок пока нет
- Commercial Vehicle Catalog PDFДокумент632 страницыCommercial Vehicle Catalog PDFMusaferОценок пока нет
- V2 3 6 Final Gear and Differential GearДокумент44 страницыV2 3 6 Final Gear and Differential GearDwy Bagus NОценок пока нет
- March 11, 2016 News Hound: Engine Crankshaft Deflection MeasurementДокумент11 страницMarch 11, 2016 News Hound: Engine Crankshaft Deflection Measurementiwan ridwanОценок пока нет
- Engine Crankshaft Deflection Measurement Guide - IIMSДокумент9 страницEngine Crankshaft Deflection Measurement Guide - IIMSNyan ThutaОценок пока нет
- Engine Crankshaft Deflection MeasurementДокумент7 страницEngine Crankshaft Deflection MeasurementFaizan Yousuf100% (2)
- Crankshaft DeflectionДокумент51 страницаCrankshaft Deflectionreza0% (1)
- 16 Fire Fighting Appliances and Preventive Measures Present Onboard Ship PDFДокумент4 страницы16 Fire Fighting Appliances and Preventive Measures Present Onboard Ship PDFVannex MensidorОценок пока нет
- Engine Crankshaft Deflection MeasurementДокумент1 страницаEngine Crankshaft Deflection MeasurementVannex MensidorОценок пока нет
- Wiring Diagram (1) .JPGДокумент1 страницаWiring Diagram (1) .JPGVannex MensidorОценок пока нет
- 10 Points To Consider When Preparing For Safety Equipment Survey On ShipsДокумент6 страниц10 Points To Consider When Preparing For Safety Equipment Survey On ShipsVannex MensidorОценок пока нет
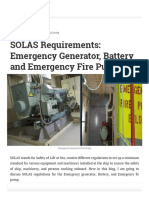
- Emergency Generator, Battery & Fire Pump SOLAS RequirementsДокумент8 страницEmergency Generator, Battery & Fire Pump SOLAS RequirementsVannex Mensidor100% (1)
- Mooring Winch Brake TestДокумент4 страницыMooring Winch Brake TestAli Punga100% (2)
- Car Insurance in The Philippines: A Guide For New Owners - MoneymaxДокумент8 страницCar Insurance in The Philippines: A Guide For New Owners - MoneymaxVannex MensidorОценок пока нет
- 10 Points To Consider When Preparing For Safety Equipment Survey On ShipsДокумент6 страниц10 Points To Consider When Preparing For Safety Equipment Survey On ShipsVannex MensidorОценок пока нет
- Hog Raising Investment GuideДокумент7 страницHog Raising Investment GuideVannex MensidorОценок пока нет
- Isochronous Vs Droop Control For GeneratorsДокумент4 страницыIsochronous Vs Droop Control For GeneratorsVannex Mensidor100% (1)
- OxalicДокумент8 страницOxalicVannex MensidorОценок пока нет
- Specifications and Rebuilding Procedure For TPS-61, TPS-57, TPS-52, TPC-49, TPC-47, TPS-48, and TPS-44 Type ABB Turbochargers For 3500 Engines (1052, 1065) #I03894779 CaterpillarДокумент24 страницыSpecifications and Rebuilding Procedure For TPS-61, TPS-57, TPS-52, TPC-49, TPC-47, TPS-48, and TPS-44 Type ABB Turbochargers For 3500 Engines (1052, 1065) #I03894779 CaterpillarVannex Mensidor80% (5)
- 13 Malpractices in Bunkering Operations Seafarers Should Be Aware ofДокумент13 страниц13 Malpractices in Bunkering Operations Seafarers Should Be Aware ofmehedi2636Оценок пока нет
- UV LightДокумент5 страницUV LightNedosh ShawabkahОценок пока нет
- Megger InsulationtesterДокумент67 страницMegger InsulationtesterNh Chuminda YapaОценок пока нет
- Casio G-Shock Secret Features and Hidden Screens - 60clicksДокумент8 страницCasio G-Shock Secret Features and Hidden Screens - 60clicksVannex Mensidor100% (2)
- Engine Crankshaft Deflection MeasurementДокумент9 страницEngine Crankshaft Deflection MeasurementVannex MensidorОценок пока нет
- Water Proof PH TesterДокумент2 страницыWater Proof PH TesterVannex MensidorОценок пока нет
- Compact Multichamber Filter Provides Uninterrupted Filtration without Pressure LossДокумент7 страницCompact Multichamber Filter Provides Uninterrupted Filtration without Pressure LossVannex MensidorОценок пока нет
- Automatic Filter Type 6.64 en BOLLFILTER 01Документ7 страницAutomatic Filter Type 6.64 en BOLLFILTER 01Vannex MensidorОценок пока нет
- Pig HusbandryДокумент468 страницPig HusbandryEmmanuel Byensita100% (4)
- Improve Your Power Factor and Lower Utility CostsДокумент13 страницImprove Your Power Factor and Lower Utility CostskingslyОценок пока нет
- NK Customer Information en 2017Документ3 страницыNK Customer Information en 2017Vannex MensidorОценок пока нет
- Compact Multichamber Filter Provides Uninterrupted Filtration without Pressure LossДокумент7 страницCompact Multichamber Filter Provides Uninterrupted Filtration without Pressure LossVannex MensidorОценок пока нет
- Specifications and Rebuilding Procedure For TPS-61, TPS-57, TPS-52, TPC-49, TPC-47, TPS-48, and TPS-44 Type ABB Turbochargers For 3500 Engines (1052, 1065) #I03894779 CaterpillarДокумент24 страницыSpecifications and Rebuilding Procedure For TPS-61, TPS-57, TPS-52, TPC-49, TPC-47, TPS-48, and TPS-44 Type ABB Turbochargers For 3500 Engines (1052, 1065) #I03894779 CaterpillarVannex Mensidor80% (5)
- Automatic Filter Type 6.46 en BOLLFILTER PDFДокумент7 страницAutomatic Filter Type 6.46 en BOLLFILTER PDFkrenlan100% (2)
- Improve Your Power Factor and Lower Utility CostsДокумент13 страницImprove Your Power Factor and Lower Utility CostskingslyОценок пока нет
- Test for DEHA in Water up to 0.5mg/lДокумент1 страницаTest for DEHA in Water up to 0.5mg/lVannex MensidorОценок пока нет
- Measurement: Insert The BatteriesДокумент2 страницыMeasurement: Insert The BatteriesVannex MensidorОценок пока нет
- Vaptreat 25LTRДокумент2 страницыVaptreat 25LTRVannex MensidorОценок пока нет
- Ugima 4404 HMДокумент3 страницыUgima 4404 HMReginaldoОценок пока нет
- Literature Pressure GaugesДокумент5 страницLiterature Pressure GaugesHardik AcharyaОценок пока нет
- Passive Flow Separation Control Over NACA 63018Документ1 страницаPassive Flow Separation Control Over NACA 63018miladrakhshaОценок пока нет
- Dow EmulsifiersДокумент4 страницыDow EmulsifiersxxtupikxxОценок пока нет
- Wooden Windows CatalogueДокумент17 страницWooden Windows CatalogueVIJAY VATSALОценок пока нет
- PGZ Schwenken EnglДокумент36 страницPGZ Schwenken EngljonОценок пока нет
- Swarmalators Under Competitive Time-Varying Phase InteractionsДокумент21 страницаSwarmalators Under Competitive Time-Varying Phase Interactionsim.marzaОценок пока нет
- Rabin CryptosystemДокумент41 страницаRabin CryptosystemArkadev GhoshОценок пока нет
- FEA of RC Slab With OpeningДокумент4 страницыFEA of RC Slab With OpeningMelkamu DemewezОценок пока нет
- Zviko K Rmit PortfolioДокумент20 страницZviko K Rmit PortfolioAnonymous LFEfECcjОценок пока нет
- Electrostatics MC Chapter 1Документ30 страницElectrostatics MC Chapter 1James LiОценок пока нет
- Water CycleДокумент5 страницWater CycleCathy McPherson HuffОценок пока нет
- POLE FOUNDATION ANALYSISДокумент2 страницыPOLE FOUNDATION ANALYSISPrabuVijayОценок пока нет
- Grade 4Документ6 страницGrade 4Kimberly SalvadorОценок пока нет
- AbbrebiationДокумент8 страницAbbrebiationMahade Hasan DipuОценок пока нет
- cp3 TrussdesignДокумент106 страницcp3 Trussdesignznyaphotmail.comОценок пока нет
- Oxford International Aqa As Physics ph01Документ14 страницOxford International Aqa As Physics ph01Zink KobayashiОценок пока нет
- 22 - Muhammad Rifky Hasan - 172112238Документ4 страницы22 - Muhammad Rifky Hasan - 172112238Rifky hasanОценок пока нет
- Nuclei QB XiiДокумент23 страницыNuclei QB XiiToshani GuptaОценок пока нет
- Turbidites and Foreland Basins An Apenninic PerspectiveДокумент6 страницTurbidites and Foreland Basins An Apenninic PerspectivekoloshrabeaaОценок пока нет
- Hs 342Документ45 страницHs 342Fernando Martinez ContrerasОценок пока нет
- Electrochemical Reactivation (EPR) For Detecting Sensitization of AISI Type 304 and 304L Stainless SteelsДокумент9 страницElectrochemical Reactivation (EPR) For Detecting Sensitization of AISI Type 304 and 304L Stainless SteelsAndres Carmona100% (1)
- 3ap1 FG: High-Voltage Circuit-BreakerДокумент2 страницы3ap1 FG: High-Voltage Circuit-BreakerFernando VacaОценок пока нет
- Chiller 252 TRДокумент2 страницыChiller 252 TRhector diazОценок пока нет
- EncoderДокумент56 страницEncoderRefaat RaslanОценок пока нет
- Therm6.3 10211 ValidationДокумент7 страницTherm6.3 10211 ValidationJavierОценок пока нет
- The PA Bible Addn 13 The Electric Guitar Loudspeaker PDFДокумент3 страницыThe PA Bible Addn 13 The Electric Guitar Loudspeaker PDFjosiasns5257Оценок пока нет
- PETREL 1 Structural Modeling PDFДокумент42 страницыPETREL 1 Structural Modeling PDFKuala Tambora100% (1)
- Design and Implementation of Solar Tracking SystemДокумент5 страницDesign and Implementation of Solar Tracking SystemerpublicationОценок пока нет
- Reserves Estimation For A Coal Bed Methane Well PETSOC-03-11-01-PДокумент6 страницReserves Estimation For A Coal Bed Methane Well PETSOC-03-11-01-Psaladinayubi1234Оценок пока нет