Вам также может понравиться
- Risk Assessment - Cleaning of Bucket Elevator BoothДокумент2 страницыRisk Assessment - Cleaning of Bucket Elevator BoothAbasiemekaОценок пока нет
- Rayon ProductionДокумент51 страницаRayon Productiontigerkiller75% (12)
- Safety Manual For Electrostatic Precipitator: Approved Date: 06-Dec-2010 Created By: KSP Approved By: HFRДокумент40 страницSafety Manual For Electrostatic Precipitator: Approved Date: 06-Dec-2010 Created By: KSP Approved By: HFRJuan Erwin Ccahuay Huamani100% (1)
- Struto ProductДокумент8 страницStruto ProductMoniruzzaman MoNir100% (1)
- 10 Point Guide To Humidity Control in Textile Manufacturing en RT PDFДокумент12 страниц10 Point Guide To Humidity Control in Textile Manufacturing en RT PDFAman DeepОценок пока нет
- Tamil Nadu Factories Rules 1950Документ18 страницTamil Nadu Factories Rules 1950Sindarth RaveendrakrishnanОценок пока нет
- 20W40 MSDSДокумент2 страницы20W40 MSDSAbhinav SrivastavaОценок пока нет
- Case Study On Polyester Fiber Synthesis & Fire Protection Facilities at Reliance Industries Barabanki Manufacturing UnitДокумент57 страницCase Study On Polyester Fiber Synthesis & Fire Protection Facilities at Reliance Industries Barabanki Manufacturing Unitवात्सल्य कृतार्थОценок пока нет
- Chemistry of The Viscose Process 1Документ12 страницChemistry of The Viscose Process 1biswasblrОценок пока нет
- Safety in Textile Industry: Chapter - 21Документ49 страницSafety in Textile Industry: Chapter - 21Abhishek100% (1)
- FB5X Foam Making Branch PipeДокумент2 страницыFB5X Foam Making Branch Pipeمحمدفراز100% (2)
- Textile Industrial HazardsДокумент13 страницTextile Industrial Hazardssai vandanОценок пока нет
- On-Site Emergency Plan: Captive Power Plant Angul, OdishaДокумент67 страницOn-Site Emergency Plan: Captive Power Plant Angul, OdishaANILОценок пока нет
- Textile-Health and SafetyДокумент26 страницTextile-Health and SafetyRaj KumarОценок пока нет
- Knit ÖlДокумент1 страницаKnit ÖlKeshav Bhardwaj100% (1)
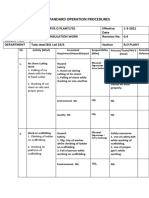
- New Sop InsulationДокумент4 страницыNew Sop InsulationBALAL AKRAM100% (2)
- The Textile PipelineДокумент2 страницыThe Textile PipelineIrvan Ajda Al-Farabi100% (1)
- National Fire Service Week or Day Celebration Global EHS 059Документ16 страницNational Fire Service Week or Day Celebration Global EHS 059Global EHSОценок пока нет
- CENTURY RAYON Is A Division of Century TextilesДокумент44 страницыCENTURY RAYON Is A Division of Century TextilesMukesh ManwaniОценок пока нет
- Fire Hazard in TextileДокумент6 страницFire Hazard in TextileBoopathiОценок пока нет
- ATEXДокумент12 страницATEXMinh Tú PhạmОценок пока нет
- Hazard Identification and Risk Assessment (HIRA) in Textile IndustryДокумент7 страницHazard Identification and Risk Assessment (HIRA) in Textile IndustryAjesh mohanОценок пока нет
- Department of Mechanical Engineering: SyllabusДокумент4 страницыDepartment of Mechanical Engineering: Syllabussirajudeen IОценок пока нет
- Electrical Apparatus For Explosive Atmosphere (ETD 22) - Electrotechnical Division-Public Safety Standards of IndiaДокумент4 страницыElectrical Apparatus For Explosive Atmosphere (ETD 22) - Electrotechnical Division-Public Safety Standards of IndiamaninderpreetОценок пока нет
- Fire Retardant Spray ComparisonДокумент11 страницFire Retardant Spray Comparisonsteve4goshel100% (1)
- Why Humidify in The Textile IndustryДокумент2 страницыWhy Humidify in The Textile IndustrySuresh Gadhwal100% (1)
- R F (H W C) :: ED Lags OLD Ork Until OrrectedДокумент5 страницR F (H W C) :: ED Lags OLD Ork Until Orrectedkhaled nawazОценок пока нет
- 2.0 Explosive Act-Smpv-Gas Cylinder RulesДокумент76 страниц2.0 Explosive Act-Smpv-Gas Cylinder RulesA D SharmaОценок пока нет
- Safety Shoes Specification PDFДокумент1 страницаSafety Shoes Specification PDFMohamed AliОценок пока нет
- Int Detection Sys For O&G Fire FigthingДокумент65 страницInt Detection Sys For O&G Fire FigthingRahmat IzaiziОценок пока нет
- Boiler SafetyДокумент24 страницыBoiler SafetynagarajsumaОценок пока нет
- Job Safety Analysis (JSA) : Diesel Transfer From Truck To Rig Receive Tank Diesel TanksДокумент1 страницаJob Safety Analysis (JSA) : Diesel Transfer From Truck To Rig Receive Tank Diesel TanksAdel AlKhedawyОценок пока нет
- Breathing Air Quality Standard Is.15879.2009Документ17 страницBreathing Air Quality Standard Is.15879.2009UlhasPolle100% (1)
- 14 M Behavioural Based Safety MGMT UpdatedДокумент5 страниц14 M Behavioural Based Safety MGMT UpdatedSri NivasОценок пока нет
- Study Material On: Hydraulic SafetyДокумент25 страницStudy Material On: Hydraulic SafetyPrakash KumarОценок пока нет
- Isi Safety Codes ListДокумент7 страницIsi Safety Codes ListDrGuru PrasadОценок пока нет
- Pilling 1Документ16 страницPilling 1Indhu IndhhuuОценок пока нет
- Electrical First Aid AwarenessДокумент16 страницElectrical First Aid AwarenessAkinwande QuadriОценок пока нет
- Confined SpaceДокумент7 страницConfined SpacearajanchabhadОценок пока нет
- Chlorine CylinderДокумент9 страницChlorine Cylinderjoseph_mscОценок пока нет
- Safety in Textile IndustryДокумент45 страницSafety in Textile IndustryBillel100% (2)
- Gearbox MaintenanceДокумент14 страницGearbox MaintenancemahdiОценок пока нет
- Ozone Solutions MSDS Ozone PDFДокумент4 страницыOzone Solutions MSDS Ozone PDFJunaid AhmadОценок пока нет
- Jet Pulse Fabric Filter - Safety ManualДокумент25 страницJet Pulse Fabric Filter - Safety ManualAmjed100% (1)
- Boiler Safety ChecklistДокумент2 страницыBoiler Safety ChecklistAnand Pal Singh100% (1)
- Emergency PreparednessДокумент16 страницEmergency PreparednessMuntaj AnsariОценок пока нет
- PPE Disposal SOPДокумент2 страницыPPE Disposal SOPAmit MakwanaОценок пока нет
- Crisis Management GuidelinesДокумент2 страницыCrisis Management GuidelinesKeith Marcel MenezesОценок пока нет
- Calculate Size of Anchor Fastener For Water Pipe Support (19.1.20)Документ4 страницыCalculate Size of Anchor Fastener For Water Pipe Support (19.1.20)jiguparmar1516Оценок пока нет
- B.O.Q As Approved by NTPC of Package-V As On 06.05.2011Документ102 страницыB.O.Q As Approved by NTPC of Package-V As On 06.05.2011Baren RoyОценок пока нет
- Basics of Equipment Guarding: Mining and Petroleum Training ServiceДокумент51 страницаBasics of Equipment Guarding: Mining and Petroleum Training ServiceKim Lien TrinhОценок пока нет
- Confined Space TrainingДокумент40 страницConfined Space TrainingZEHANA MONCEF EDDINEОценок пока нет
- ATEX Presentation To CustomersДокумент28 страницATEX Presentation To CustomersSameh EzzatОценок пока нет
- Fabric and Garment Finishing Protective Fabric Finishes: By: Ankesh Dev Bhavyaa GuptaДокумент29 страницFabric and Garment Finishing Protective Fabric Finishes: By: Ankesh Dev Bhavyaa GuptaBhavyaa GuptaОценок пока нет
- PH Diagram (R404A)Документ5 страницPH Diagram (R404A)ric leoniso100% (1)
- Safety & Health Issue in Textile IndustryДокумент4 страницыSafety & Health Issue in Textile Industrythongtn2007Оценок пока нет
- Steam Utilization in Textile InduastryДокумент4 страницыSteam Utilization in Textile InduastryJonathan Fernandez0% (1)
- Presented By: Elfa RajaДокумент32 страницыPresented By: Elfa RajaSreenithiRavichandranОценок пока нет
- Conversion of Fibre Into A YarnДокумент32 страницыConversion of Fibre Into A YarnMohammed Atiqul Hoque ChowdhuryОценок пока нет
- Yarn Production: Www. Cotton. Org/ Pubs/ Cottoncounts/ Fieldtofabric/ Yarn. CFMДокумент5 страницYarn Production: Www. Cotton. Org/ Pubs/ Cottoncounts/ Fieldtofabric/ Yarn. CFMJohn LloydОценок пока нет
- Optical Scattering of Gold NanosphereДокумент24 страницыOptical Scattering of Gold NanosphereParas KumarОценок пока нет
- Clinical Biomechanics: Leigh W. Marshall, Stuart M. McgillДокумент4 страницыClinical Biomechanics: Leigh W. Marshall, Stuart M. McgillMichael JunОценок пока нет
- Vanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019Документ118 страницVanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019mick byrnes100% (1)
- Atomic St. Package PDFДокумент28 страницAtomic St. Package PDFSatvik RaoОценок пока нет
- Conceptual Artist in Nigeria UNILAGДокумент13 страницConceptual Artist in Nigeria UNILAGAdelekan FortuneОценок пока нет
- AppearancesДокумент4 страницыAppearancesReme TrujilloОценок пока нет
- Hypothesis Testing - IДокумент36 страницHypothesis Testing - Isai revanthОценок пока нет
- SR No Service CodeДокумент30 страницSR No Service CodeShiva KrishnaОценок пока нет
- Coding Decoding Sheet - 01 1678021709186Документ9 страницCoding Decoding Sheet - 01 1678021709186Sumit VermaОценок пока нет
- GSD Puppy Training Essentials PDFДокумент2 страницыGSD Puppy Training Essentials PDFseja saulОценок пока нет
- The Spirit Controlled Life Ebook PDF 1Документ184 страницыThe Spirit Controlled Life Ebook PDF 1Okesola AbayomiОценок пока нет
- Contoh CV / Daftar Riwayat HidupДокумент2 страницыContoh CV / Daftar Riwayat HiduprusmansyahОценок пока нет
- Danika Cristoal 18aДокумент4 страницыDanika Cristoal 18aapi-462148990Оценок пока нет
- Human Wildlife Conflict Resolution PDFДокумент9 страницHuman Wildlife Conflict Resolution PDFdemiОценок пока нет
- Bulk Material/Part Ppap Process Checklist / Approval: Required?Документ32 страницыBulk Material/Part Ppap Process Checklist / Approval: Required?krds chidОценок пока нет
- Hevi-Bar II and Safe-Lec 2Документ68 страницHevi-Bar II and Safe-Lec 2elkabongscribdОценок пока нет
- English Class Vii PDFДокумент101 страницаEnglish Class Vii PDFpannapurohitОценок пока нет
- Physics Unit 11 NotesДокумент26 страницPhysics Unit 11 Notesp.salise352Оценок пока нет
- Las Tech Drafting 3Q WKДокумент13 страницLas Tech Drafting 3Q WKClemenda TuscanoОценок пока нет
- EXCEL For Pump DesignДокумент2 страницыEXCEL For Pump Designkad-7Оценок пока нет
- Data SiEMEx School SafetyPreparedness 25 26 NOVДокумент81 страницаData SiEMEx School SafetyPreparedness 25 26 NOVSuraj RajuОценок пока нет
- Child DevelopmentДокумент15 страницChild Development4AndreeaОценок пока нет
- Flusser-The FactoryДокумент2 страницыFlusser-The FactoryAlberto SerranoОценок пока нет
- Reynold A. Nicholson - The Mystics of IslamДокумент65 страницReynold A. Nicholson - The Mystics of IslamLuminon SamanОценок пока нет
- G-3 L-17 Internal QuestionsДокумент4 страницыG-3 L-17 Internal QuestionsActivity MLZS BarhОценок пока нет
- Line Differential Protection Red670Документ8 страницLine Differential Protection Red670igorsfaceОценок пока нет
- Hashimoto's Thyroiditis: Veena RedkarДокумент10 страницHashimoto's Thyroiditis: Veena RedkarSan RedkarОценок пока нет
- Carrefour-SA Shopping Center TurkeyДокумент2 страницыCarrefour-SA Shopping Center TurkeyVineet JogalekarОценок пока нет
- Free Electron TheoryДокумент8 страницFree Electron TheoryNeelam KapoorОценок пока нет
- Parameters Identification of Induction Motor Model BasedДокумент10 страницParameters Identification of Induction Motor Model Basedretrueke1170Оценок пока нет