Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Piper Lance II - Turbo Lance II-Maintenance - smv1986Документ568 страницPiper Lance II - Turbo Lance II-Maintenance - smv1986willkobiОценок пока нет
- Risk Culture Assessment QuestionnaireДокумент3 страницыRisk Culture Assessment QuestionnairemohamedОценок пока нет
- Jason Capital Screw Jobs PDFДокумент50 страницJason Capital Screw Jobs PDFДжек П100% (3)
- OCEN 201 Introduction To Ocean & Coastal EngineeringДокумент28 страницOCEN 201 Introduction To Ocean & Coastal EngineeringbalumaxОценок пока нет
- Introduction to SONET and DWDM Digital Transmission StandardsДокумент35 страницIntroduction to SONET and DWDM Digital Transmission StandardsOmar Ayoub100% (1)
- Conflict MangementДокумент35 страницConflict Mangementmadhuri_bind100% (1)
- OHS Policies and Guidelines (TESDA CSS NC2 COC1)Документ1 страницаOHS Policies and Guidelines (TESDA CSS NC2 COC1)Anonymous fvY2BzPQVx100% (2)
- Week 5 - Creativity in ResearchДокумент4 страницыWeek 5 - Creativity in ResearchD Barik100% (1)
- Astm G12Документ2 страницыAstm G12Jairo Arroyo100% (1)
- Control Dimensional TKДокумент4 страницыControl Dimensional TKJairo ArroyoОценок пока нет
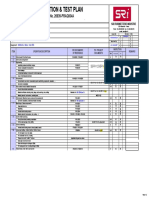
- ItpДокумент2 страницыItpJairo ArroyoОценок пока нет
- AWS Trends ArticlesДокумент24 страницыAWS Trends ArticlesJairo ArroyoОценок пока нет
- Answered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsДокумент4 страницыAnswered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsJuan Gutier CcОценок пока нет
- 316L Stainless Steel Plate PDFДокумент1 страница316L Stainless Steel Plate PDFGowtham RajaОценок пока нет
- Elcometer 106Документ14 страницElcometer 106eknoboyОценок пока нет
- Api 5L PDFДокумент154 страницыApi 5L PDFAns_12102Оценок пока нет
- Msds CPD Sika Grout 212 UsДокумент11 страницMsds CPD Sika Grout 212 UsJairo ArroyoОценок пока нет
- API 610 - Centrifugal Pumps PDFДокумент194 страницыAPI 610 - Centrifugal Pumps PDFNaveen TripuraneniОценок пока нет
- C 6 Slings SafetyДокумент29 страницC 6 Slings SafetyAshraf BeramОценок пока нет
- Certified Lead-Base White Metal AnalysisДокумент2 страницыCertified Lead-Base White Metal AnalysisIshmael WoolooОценок пока нет
- Texts Hugues de VarineДокумент15 страницTexts Hugues de VarineInteractionsonlineОценок пока нет
- ECO Report 03Документ96 страницECO Report 03ahmedshah512Оценок пока нет
- 3M Water Filtration Products - High Flow Series - HF40 and HF40 - S Performance Data SheetДокумент2 страницы3M Water Filtration Products - High Flow Series - HF40 and HF40 - S Performance Data SheetSergioОценок пока нет
- Frankfurt School taxes and ideology critiqueДокумент5 страницFrankfurt School taxes and ideology critiqueErnesto BulnesОценок пока нет
- Tester Sursa Gembird CHM 03 ManualДокумент15 страницTester Sursa Gembird CHM 03 Manualzavaidoc70Оценок пока нет
- Disaster Readiness Exam SpecificationsДокумент2 страницыDisaster Readiness Exam SpecificationsRICHARD CORTEZОценок пока нет
- Chapter Six: Capital Allocation To Risky AssetsДокумент26 страницChapter Six: Capital Allocation To Risky AssetsjimmmmОценок пока нет
- LMC Ans PP RM2013 GBДокумент35 страницLMC Ans PP RM2013 GBGomez GomezОценок пока нет
- Nb7040 - Rules For Pipe Connections and Spools: Acc. Building Specification. Rev. 2, November 2016Документ4 страницыNb7040 - Rules For Pipe Connections and Spools: Acc. Building Specification. Rev. 2, November 201624142414Оценок пока нет
- Bubble Sort: For (K 0 K X (K + 1) ) Swaparay (X, K, K + 1)Документ7 страницBubble Sort: For (K 0 K X (K + 1) ) Swaparay (X, K, K + 1)Vikas PuniaОценок пока нет
- ISSAQ: An Integrated Sensing Systems For Real-Time Indoor Air Quality MonitoringДокумент15 страницISSAQ: An Integrated Sensing Systems For Real-Time Indoor Air Quality MonitoringKemHuyềnОценок пока нет
- HIST 102 - Assignment #3 - So You Have To Write A PSA AgainДокумент3 страницыHIST 102 - Assignment #3 - So You Have To Write A PSA AgainAnonymous 3QMl93Ha1BОценок пока нет
- Chapter 1 - Notes (Properties of Fluid) PDFДокумент23 страницыChapter 1 - Notes (Properties of Fluid) PDFHappy Ocean100% (1)
- Sheet No. 1: Roop LalДокумент6 страницSheet No. 1: Roop LalzzzОценок пока нет
- Alenar R.J (Stem 11 - Heliotrope)Документ3 страницыAlenar R.J (Stem 11 - Heliotrope)REN ALEÑARОценок пока нет
- Valve Type Trim Type CF XTДокумент1 страницаValve Type Trim Type CF XTAye KyweОценок пока нет
- 2004 Level 3 Questions: Newham Bulk LEAДокумент18 страниц2004 Level 3 Questions: Newham Bulk LEAPatience NgundeОценок пока нет
- MAG Infinite S 10SC-017XIBДокумент3 страницыMAG Infinite S 10SC-017XIBPedro Garcia DiazОценок пока нет
- New Economics HAND BOOKДокумент29 страницNew Economics HAND BOOKGrisvia AgustinОценок пока нет
- From Self Disorders To The Schizophrenic Self: Riccardo Piero Dalle LucheДокумент31 страницаFrom Self Disorders To The Schizophrenic Self: Riccardo Piero Dalle LucheMichel de NostredameОценок пока нет