Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
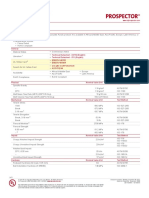
- Physical properties data tables and referencesДокумент32 страницыPhysical properties data tables and referencesmidooooo198767% (3)
- Physical properties data tables and referencesДокумент32 страницыPhysical properties data tables and referencesmidooooo198767% (3)
- Polymer CharacterizationДокумент29 страницPolymer CharacterizationCarlos Miguel Dacaimat0% (1)
- Clad-Lined Line PipeДокумент21 страницаClad-Lined Line PipeAdvis100% (2)
- Controlling Wax Deposition Presence Hydrates-01!25!10Документ85 страницControlling Wax Deposition Presence Hydrates-01!25!10wjawichОценок пока нет
- UOP PX-Plus ™ XPДокумент2 страницыUOP PX-Plus ™ XPana_dcz7154Оценок пока нет
- Vargas-Moreno Et Al (2012) A Review of The Mathematical Models Fro Predicting The HV of BiomassДокумент19 страницVargas-Moreno Et Al (2012) A Review of The Mathematical Models Fro Predicting The HV of BiomassJorge VillalbaОценок пока нет
- Virmond Et Al (2012) Characterisation of Agroindustrial Solid Residues As Biofuels and Potential Application in Thermochemical Processes PDFДокумент10 страницVirmond Et Al (2012) Characterisation of Agroindustrial Solid Residues As Biofuels and Potential Application in Thermochemical Processes PDFJorge VillalbaОценок пока нет
- Viscosity of Aqueous Glycerol SolutionsДокумент4 страницыViscosity of Aqueous Glycerol SolutionsWilliam AgudeloОценок пока нет
- As THE MEETДокумент1 страницаAs THE MEETJorge VillalbaОценок пока нет
- Quiz 1Документ2 страницыQuiz 1Carolyn Campita100% (1)
- Concrete Soil Identification GuideДокумент3 страницыConcrete Soil Identification GuideKangОценок пока нет
- MCT and Weight Loss NUT409Документ20 страницMCT and Weight Loss NUT409noormabbas423Оценок пока нет
- Natural Fertilizer FormulationДокумент11 страницNatural Fertilizer Formulationsyamsu alamОценок пока нет
- ACRYREX® CM-211: Chi Mei CorporationДокумент3 страницыACRYREX® CM-211: Chi Mei CorporationPhuoc Thinh TruongОценок пока нет
- Sugar (Sucrose) (C12h22o11)Документ12 страницSugar (Sucrose) (C12h22o11)Karl SiaganОценок пока нет
- Spectro RamanДокумент6 страницSpectro RamanSampada, Astrologer and Vastu Spl. SSBОценок пока нет
- Effect of Sugarmill On Soil of DoiwalaДокумент11 страницEffect of Sugarmill On Soil of DoiwalaBilal BhatОценок пока нет
- Metallurgical Defects of Cast Steel: SeminarДокумент26 страницMetallurgical Defects of Cast Steel: SeminarFacebookОценок пока нет
- Murex Mig Poster 2008 PDFДокумент1 страницаMurex Mig Poster 2008 PDFPCОценок пока нет
- Taylor & Francis E-BooksДокумент6 страницTaylor & Francis E-BooksVijaya Gosu0% (1)
- Biochem Proteins ReviewerДокумент4 страницыBiochem Proteins ReviewerStefany JoyОценок пока нет
- Installation Details IguzziniДокумент133 страницыInstallation Details IguzziniimtiazОценок пока нет
- Ferritic and Martensitic Casting Materials SpecificationsДокумент2 страницыFerritic and Martensitic Casting Materials SpecificationsSinan YıldızОценок пока нет
- Wall Colmonoy Surfacing Alloys Selector ChartДокумент3 страницыWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enОценок пока нет
- 3 - 2021 Thermodynamics USTH Part 2Документ13 страниц3 - 2021 Thermodynamics USTH Part 2Pham Duc AnhОценок пока нет
- 12.elastic ConstantsДокумент18 страниц12.elastic ConstantsaderancОценок пока нет
- Thermal Analysis Choosing The Right BaselineДокумент24 страницыThermal Analysis Choosing The Right BaselineHung NGUYENОценок пока нет
- QS607 220310Документ3 страницыQS607 220310Jet ToledoОценок пока нет
- Cyclones ExerciseДокумент4 страницыCyclones ExerciseValeria cОценок пока нет
- UntitledДокумент15 страницUntitledsahseatranОценок пока нет
- Nanotechnology Applications and Its Importance in Various FieldsДокумент24 страницыNanotechnology Applications and Its Importance in Various FieldsSuresh ShahОценок пока нет
- Organic Reactions 28 (1982) eДокумент266 страницOrganic Reactions 28 (1982) eRobОценок пока нет
- Glass Fibre: Historical BackgroundДокумент11 страницGlass Fibre: Historical Backgroundapi-19731065100% (1)
- 4-Procedure Pipe To SoilДокумент7 страниц4-Procedure Pipe To SoilKhanh DTОценок пока нет
- Biomaterials As A Pillar of ImplantsДокумент5 страницBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyОценок пока нет